铁道客车转向架构架焊接工艺与焊接试验
2016-07-06郑杰
郑杰
摘 要:传统的铁道客车走行部的构架各部件之间通过焊接的方式固定在一起,焊接方式及其质量都将影响着列车的安全性。本文选取4种材料,通过使用不同的焊接方法和焊丝进行试验,构架完成后再进行检测试验。
关键词:转向架构架;结构特点;焊接工艺;焊接试验
1 我国转向架构架材质及其焊接特点
我国传统的主型转向架的材质为A3钢即Q235-C普通碳素结构钢,但是其抗拉强度低,不能减轻构架自重以及疲劳强度低,这些缺点都导致它不能适应客车高速运行的要求。随着客车的高速化成为了主流研究方向,转向架材料得到了飞速的发展。
16MnR是压力容器用钢,PW-200型客车转向架的横梁、构架等关键部位材质为16MnR钢,南京浦镇车辆厂和长春客车厂均生产该型转向架。
随着氢的聚集倾向提高,16MnR钢焊接接头的显微硬度也显著增大。在不同的硬度下接头都具有不同的开裂性能。焊接热输入的不同将导致开裂能力的变化。所以在焊接过程中我们要控制焊接线能量并进行焊后热处理。
2 结构特点与焊接工艺分析
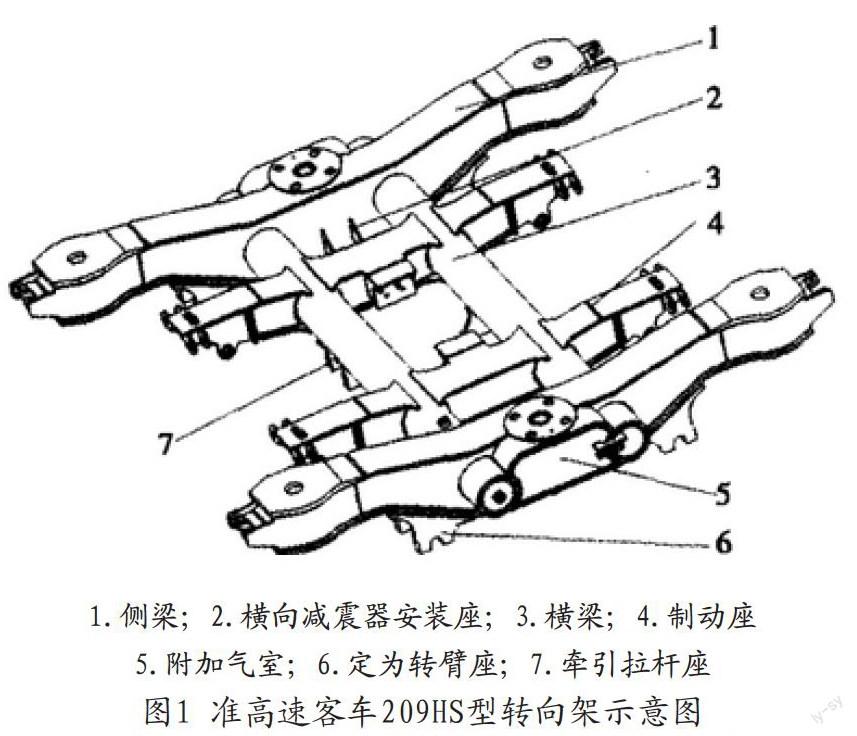
本文以准高速客车209HS型转向架为例介绍其结构特点及其焊接工艺分析。
209HS型转向架构架仍以传统的H形构架,采用箱体焊接结构,材质为16MnR低合金钢。构架由两根侧梁和两根横梁组焊而成。
焊接工艺性分析:
(1)要保持焊接接头的整体性,尽量避免焊缝中任何缺陷所产生的应力集中牵连到结构车体。
(2)绝大多数焊接方法都采用局部加热,故不可避免地产生内应力和变形,所以在焊接转向架的工作之前应该充分考虑焊接应力和变形。
(3)焊接结构的应力变化范围大,焊缝不仅连接元件,而且在外力作用下它与基本金属一起变形,所以合理的工艺设计可以控制焊接结构的应力集中,以提高其强度和寿命。
3 转向架构架技术要求
以209HS型转向架为例进行分析。
(1)转向架构架组经焊接后,两侧梁纵向和横向的弯曲长度的允许误差为3mm,横梁的四角高度的误差不得大于4mm。
(2)构架组焊后可采用低温退火等方式消除焊接应力,退火后须进行喷丸处理。
(3)各加强板末端按角焊缝施焊,为使其与有关部件圆滑过渡,应在焊后进行修磨。
(4)构架组的侧梁下盖板为收拉面,应严格检查焊接效果,不得有引弧和焊点凹坑、缺肉、划伤等缺陷。
(5)压型侧梁、横梁处不得有裂纹存在。当进行焊接效果检查时发现有裂纹,则须将裂纹铲除干净,并开坡口进行焊补,最后将裂纹补焊处磨平。
(6)构架组焊完工后作整体退火处理。
4 转向架构架焊接工艺的确定
4.1 气体保护焊及实芯焊丝的应用
近年来气体保护焊技术在各大重型机械厂、机车车辆厂取得广泛使用,该工艺极大地提高了我国的机械制造水平和生产效率。
当材质的抗拉强度较低时,一般采用Mn-Si型等实芯焊丝进行焊接作业。而当焊接强度较高的合金材料时,则需要选用MnR、Mo等强度更高的焊丝。
4.2 焊丝的选用原则
(1)焊丝的物理力学性能应与所焊接的母材相匹配。
(2)选用焊丝时应考虑熔合比和冷却速度的影响。由于熔合比或冷却速度不同,即使采用相同的焊接材料进行焊接,所得焊缝的性能也会有较大区别。因此,应根据板厚和坡口形式选择合适的焊丝成分。薄板焊接时熔合比较大,应选用强度较低的焊丝,而厚板、深坡口则相反。
(3)考虑焊后热处理对焊缝力学性能的影响。部分焊缝在焊后需进行正火处理,为确保焊接效果,应选择强度较高的焊接材料。
4.3 混合气体保护焊与保护气体的选择
混合气体保护焊具有焊接效率高、焊缝质量好等优点,已在各大机械厂、机车车辆厂获得了广泛应用。综合考虑CO2焊与氩弧焊的优缺点,最终采用Ar和CO2混合气体保护,以充分发挥CO2焊与氩弧焊各自优点,既能减轻CO2氧化性,又能使电弧燃烧更稳定,减小飞溅,同时亦降低了使用成本。
5 焊接试验
本试验分别采用如下4种转向架材质:16MnR、S355、S275、16MnR+Q235B铸钢。焊接工艺试验采用JM-56实芯焊丝,焊丝直径为1.2mm。保护气体采用80%Ar+20%CO2混合气体。
5.1 工艺试验
焊接工艺试验采用混合气体保护焊,在Ar和CO2这两种混合气体的保护下,采用多层多道焊接的工艺方法,分别对16MnR、S355、S275、16MnR+Q235B铸钢进行焊接工艺试验。
焊接工艺的主要参数有:材料、板厚、坡口角度、气体流量、焊接电流、焊道层次、焊接电压、焊接速度等。
为分析焊接接头的性能,常采用接头金相组织分析、硬度和旋转弯曲疲劳等试验。十字接头试件用于拉伸试验,一般分为开坡口和不开坡口两种。
5.2 显微组织与断口分析
首先用水砂纸粗磨已切割好的金相试样,然后将试样在抛光机上进行机械抛光,再将试样放置在4%含量的硝酸酒精溶液浸蚀,最后使用光学显微镜分别观察不同材料焊接接头的组织形态。
5.3 拉伸试验
在液压式万能试验机上分别对几种材料的十字接头进行了拉伸试验。拉伸试验试件分为开45°坡口和不开坡口两种。
5.4 低速冲击试验
采用V型缺口分别在焊缝、热影响区和母材上进行低速冲击试验,试验温度为-20℃到-40℃。
5.5 显微镜试验
分别对4种材料的对接接头和十字接头焊缝、热影响区和母材的硬度分布状态进行测试。
6 结论
不同的焊接方法将对转向架的稳定性产生影响,焊接接头的处理对构架的稳定性起着至关重要的作用。通过焊接试验,可分析不同的焊接方法和焊丝对转向架构架焊接性能的影响。
参考文献
[1]劉岩.车辆修造工艺与装备[M].北京:中国铁道出版社,2012.
[2]岳存良.209型转向架焊接构架焊接工艺[J].铁道车辆,1993,(3);8-9.
(作者单位:西南交通大学机械工程学院)
