大型法兰下料拼焊及外包哈氏合金焊接
2016-07-05江西铜业集团公司贵溪冶炼厂江西贵溪335424
匡 银(江西铜业集团公司 贵溪冶炼厂,江西 贵溪 335424)
大型法兰下料拼焊及外包哈氏合金焊接
匡 银
(江西铜业集团公司 贵溪冶炼厂,江西 贵溪 335424)
摘要:贵溪冶炼厂硫酸车间净化工序中动力波溢流堰与烟道过渡段采用了哈氏合金G-30进行贴补防止腐蚀。本文主要介绍了过渡段法兰的数控下料和焊接变形控制措施,通过对外包哈氏合金的化学成分分析,制定合理焊接工艺和方法,保证了焊接质量,满足了生产需要。
关键词:大型法兰;下料拼焊;哈氏合金;焊接;变形控制
1 引言
硫酸车间作为贵溪冶炼厂主生产车间之一,主要是利用闪速炉和转炉的冶炼烟气来生产工业硫酸,对于烟气的除尘和降温均采用了动力波技术[1]。由于净化工序[2]的主要设备均采用不同性能的FRP制作,为避免突发性事故时高温烟气烧坏设备,系统在一级动力波逆喷管顶部设置哈氏合金溢流堰、逆喷管中的事故喷嘴及事故高位槽等保护设施。而作为净化工序中的动力波设备上溢流堰与烟道过渡段的法兰和内衬长期受到稀硫酸液体和高温烟气的腐蚀,年修检查发现,破坏严重,需要更换,其中法兰是厚度25mm的316L奥氏体不锈钢,其直径为Φ3168×Φ2014。由于年修时间短,临时采购成品316L奥氏体不锈钢法兰周期长且不能保证耐腐蚀。为保证尽快完成年修恢复生产,硫酸车间委托我公司制作加工过渡段的316L奥氏体不锈钢法兰,其外表面包裹哈氏合金G-30。
2 大型法兰的数控下料
法兰下料时,考虑到钢板的板幅宽度及材料的利用率,采用分瓣下料,然后进行拼接,我们通过AutoCAD软件分六瓣画图后保存为DXF文件,利用FastCAM软件[3]排版,再用数控等离子切割机进行切割下料。而对于外包的哈氏合金板的下料,我们采用激光切割机进行下料并直接切割出法兰孔。法兰下料的排版方式及其切割顺序ABCDA如图1所示。
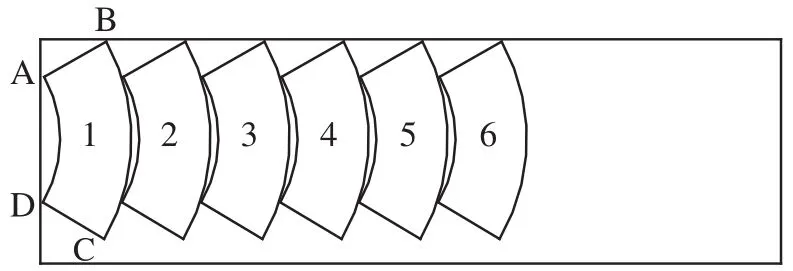
图1 大型法兰数控排版方式和切割顺序
3 大型法兰的焊接及校正
3.1焊接方法及材料
(1)与手工电弧焊相比,气体保护焊可大大提高生产效率,降低焊工劳动强度,节省电能,原材料和工时,本次法兰焊接采用MAG气体保护焊。
(2)焊接材料选用KFW-316L焊丝(φ1.2)。
3.2焊前准备
法兰坡口型式为X型坡口,坡口角度为60°,见图2。装配时必须保证上下平整,坡口及坡口周边20mm内要清理干净。禁止油脂污染防止焊接时引起气孔和渗碳,必要时可用丙酮擦拭清理。
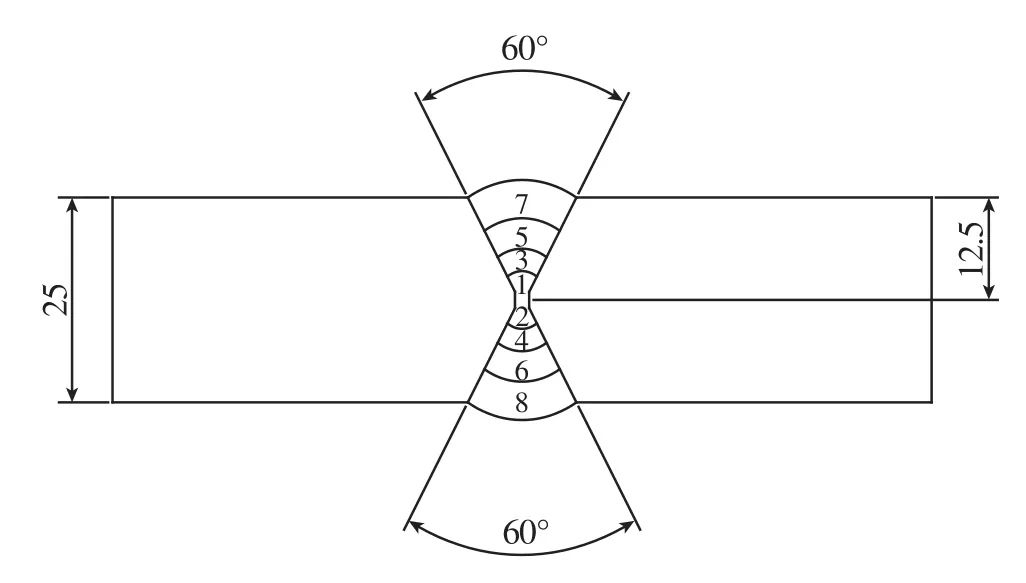
图2 法兰坡口及焊接顺序
3.3焊接操作过程及工艺参数
(1)由于奥氏体不锈钢的导热率低,线膨胀系数大,在焊接过程中,局部加热和冷却,使接头在冷却过程中形成较大的拉应力[4]。因此316L奥氏体不锈钢的突出特点是对热过敏,为防止产生热裂纹[5],我们在焊接时不仅要选用合适的焊接材料,还要采用小电流、不摆动、快速焊。同时为防止碳化物析出敏化及晶间腐蚀,应严格控制层间温度和焊后冷却速度,要求焊后层间温度控制在60℃以下,焊后必须立即水冷,既可增大接头的冷却速度,又可减少焊接应力[6]。
(2)MAG焊接用保护气体采用混合气体,98%氩气+ 2%氧气。焊接参数见表1。

表1 MAG气体保护焊焊接参数
3.4不锈钢焊接变形控制工艺
(1)如前所述尽量采用小电流、不摆动、快速焊工艺,在焊接时应严格控制焊缝热量输入,并合理控制焊后冷却速度。
(2)采用合理的施焊顺序如图2所示,焊接时采取对称焊。每焊1~2层必须进行翻转,防止角变形,同时采用工装夹具来控制变形。
(3)通过压力机,采用机械矫正法[7]矫正焊接变形,再经过整圆车削满足尺寸要求。
4 外包哈氏合金的焊接
4.1哈氏合金的特点及成分
通过车削、钻孔等加工后,我们还要对法兰进行外包3mm哈氏合金板的焊接。作为焊接用的哈氏合金G-30是一种高含铬量的镍基合金,在抗氧化性方面非常出众。同时也有很好的抗点蚀能力,加上少量的铜含量,增强了抗硫酸及氢氟酸的能力。G-30的焊接具有奥氏体不锈钢相类似的问题,即具有较高的热敏感性,气孔生成机率较高,焊接区域产生晶间腐蚀倾向等。因此要根据哈氏合金的化学成分选择合适的焊材ERNiCrMo-11即UNS N06030。哈氏合金G-30的化学成分见表2。

表2 哈氏合金 G-30板材的化学成分(%)
4.2哈氏合金的焊接工艺和方法
4.2.1焊前准备
哈氏合金G-30焊接坡口区焊前准备非常重要[8]。而哈氏合金G-30在焊接过程中对热裂纹和气孔非常敏感,因此焊接前需要对焊件及其坡口表面做仔细的预处理[9]。坡口的加工采用坡口机或砂轮打磨,坡口角度为60°~70°。用丙酮清洗焊丝表面、焊件坡口及其附近区域,确保表面无污物存在。在擦洗完后可用不锈钢丝刷刷净处理。
焊件组对前应将坡口及其内外两侧周围清理干净,且不得有裂纹、夹层等缺陷。组对应齐平,对口错边量不应超过壁厚的10%,组对间隙 1±0.5。只有通过将上下两片哈氏合金法兰和316L奥氏体不锈钢法兰用螺栓把紧后才能进行定位点焊,点焊焊缝尽可能密而薄,同时为防止焊接变形进行刚性固定如图3所示。用120左右的槽钢拉上支撑筋和工装夹具,控制焊接变形。

图3 法兰刚性固定图
4.2.2焊接方法选择及工艺参数
G-30哈氏合金的焊接性能和普通奥氏体不锈钢相似,焊接前必须要采取措施以使焊缝及热影响区的抗腐蚀性能下降最小,因此我们采用手工钨极氩弧焊(GTAW)。采用直流正接,钨极为铈钨极,规格为Φ2.5mm,喷嘴直径Φ12mm,氩气纯度为99.99%。焊接工艺参数见表3。

表3 手工钨极氩弧焊焊接工艺参数
4.2.3焊接要求及要点
(1)哈氏合金的焊接场地必须和碳钢分开,防止产生碳污染。而且焊前坡口及附近区域应彻底清除一切油污、颜料、锈迹及其他杂质,防止产生污染。
(2)焊前不需要预热,引弧时只可以在即将焊接的焊缝区域内进行,收弧时注意填满弧坑,以免造成耐蚀性能的下降。
(3)哈氏合金与碳钢、低合金钢、不锈钢相比,进行氩弧焊焊接时,即使坡口和焊丝清理干净,熔池边缘表面也有一层薄状氧化物[10]。因此焊缝在焊接后应立即用不锈钢钢丝刷刷干净,去除氧化部分。
(4)焊接全过程均宜采用短弧焊接,控制好层间温度。通过控制较低的热输入量和热输入速度,同时可以采用水冷以防止热裂纹的产生。
(5)所用钨极应避免与熔池和焊丝接触,尽可能缩短电弧长度,防止焊缝夹钨。
4.3哈氏合金焊接检查和检验
4.3.1焊缝外观质量检查
对焊缝进行外观检查,焊缝表面不得有气孔、裂纹、咬边、夹渣及未融合等缺陷。确保焊接接头成形良好,焊缝表面光滑。
4.3.2焊缝内部质量检查
焊缝的外观质量检验合格后,对焊缝进行探伤检查。主要采用着色渗透探伤和X射线探伤检查,不得有未融合、裂纹等缺陷。
5 结束语
通过焊接后检验,焊缝具有优良的力学性能和抗晶间腐蚀性能,满足了产品技术标准要求和用户要求。为确保工期的完成节约了大量的时间,保证恢复了生产。经过一年多的质量跟踪验证,设备运行良好,焊缝耐腐蚀性能良好。
参考文献:
[1]陈俊华.动力波技术在云铜总厂烟气净化方面的应用与实践[J].环境科学导刊,2015(3):73-77.
[2]陆建平.关于硫酸净化一级洗涤器逆喷管的使用探讨[J].硫酸工业,2013(4):12.
[3]李鹏.CAD/CAM在钣金放样展开及下料方面的应用[J].吉林化工学院学报,2013(3):53-56.
[4]麻春英.奥氏体不锈钢的焊接缺陷分析及防治措施[J].热加工工艺,2015,17:243-246
[5]李义民,张凯,任世宏,等.超级双相不锈钢药芯焊丝堆焊技术在压力容器制造中的应用[J].电焊机,2015(9):189-192.
[6]申彪.不锈钢化学品船焊接技术探究[J].科技信息,2013,25:138.
[7]陈诚贵,仝振,陈彦兵.薄板结构件焊接变形的控制和矫正[J].科技与企业,2013(6):287.
[8]余历军,淡勇,郭笃信.高耐蚀哈氏合金G-30的性能及应用[J].化工机械,1998,25(5):48-52.
[9]汪航,唐新华,俞海良,等.C-22哈氏合金激光焊焊缝成形影响因素分析[J].焊接2009(5):57-61,71-72.
[10]张东锡,李德华.哈氏合金管焊接[J].焊接,2005(5):36-38.
Material cutting and welding for Large flange and Welding about its Hastelloy alloy lining material
KUANG Yin
(Guixi Smelter,Jianagxi Copper Corporation,Guixi 335424,Jiangxi,China)
Abstract:The dynamic wave overflow weir and flue transition section are coated with Hastelloy G-30 material for corrosion protection in purification process of Guixi Smelter sulphuric acid plant.In this paper, the measures about the NC material cutting and welding for transition section's flanges are mainly introduced.Through the chemical composition analysis about Hastelloy alloy lining,the welding process and method are formulated reasonably,welding quality is guaranteed,and the production requirements are meet.
Keywords:large flange;material cutting and welding;hastelloy alloy;welding;deformation controlling
中图分类号:TG44
文献标识码:B
文章编号:1009-3842(2016)02-0090-03
收稿日期:2015-11-30
作者简介:匡银(1985-),男,湖南醴陵人,主要从事机械制造加工方面工作。E-mail:271368695@qq.com
