数控实训系统急停及闪烁指示灯设计
2016-07-04刘姣艳黄曼霞
刘姣艳,黄曼霞
(1.商丘技师学院,河南 商丘 476000;2.商丘职业技术学院,河南 商丘 476000)
数控实训系统急停及闪烁指示灯设计
刘姣艳1,黄曼霞2
(1.商丘技师学院,河南 商丘476000;2.商丘职业技术学院,河南 商丘476000)
摘要:从实际应用角度出发,选用RS-SX-0imateTC数控系统,针对其操作面板原有的按钮进行功能扩展,增加了系统急停报警闪烁指示灯的设计,以PMC梯形图和控制电路图进行详细说明。
关键词:数控系统;操作面板;PMC
引言
人机工程学中,数控机床操作面板设计面临两方面的问题:人控制机床和人接受信息。前者主要是指数控机床要适合于人的操作,应考虑人操作时的空间范围与数控机床的配置,在数控机床整体操作界面设计时应充分考虑到这点,根据用户要求,将南京日上CK6140型数控车床配置FANUC 0i-mate数控系统完成用户控制面板功能扩展设计的相关外部输入、输出信号的连接制作,完成内部PMC控制程序的设计,完成扩展设计、制作后的调试工作,最后完成与扩展功能相关的实验的开发设计。
1. PLC在数控机床中的应用
PLC全称为可编程序控制器(Programmable Logic Controller)。它是一种数字运算操作的电子系统,专为在工业环境下应用而设计。它采用可编程序的存贮器,用来在其内部存贮执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字的、模拟的输入和输出,控制各种类型的机械或生产过程。可编程序控制器及其有关设备,都应按易于与工业控制系统形成一个整体,易于扩充其功能的原则设计。在数控机床中成为可编程机床控制器(PMC)。
2. 南京日上CK6140数控车床 I/O 分配地址

表1 主要开关的输出信号地址分配

表2 主要开关输入信号地址分配

表3 G代码主要输出地址
3. FANUC 系统急停报警及闪烁指示灯设计
3.1 系统急停报警闪烁指示灯电路设计
急停电路及闪烁指示灯电路如图1(a)(b)所示


图1 系统急停及闪烁指示灯电路
3.2 系统急停原PMC梯形图
日上原有急停报警的PMC程序如图2所示:
X8.5、X8.6分别为X、Z左右极限,X8.4为急停输入信号,G8.4为急停输出信号,X16.7为超程解除。正常工作时,X8.5、X8.6即X、Z左右极限开关为高电平,X8.4为高电平,则G8.4为高电平。当机床超程或按下急停开关G8.4为低电平,系统显示急停。当机床超程时,按下超程解除开关X16.7,则越过限位开关,给机床信号,让X、Y轴运动并退出超程范围。
3.3 急停闪烁指示灯PMC控制的设计
急停闪烁指示灯的PMC控制如图3所示:

图2 系统急停PMC梯形图
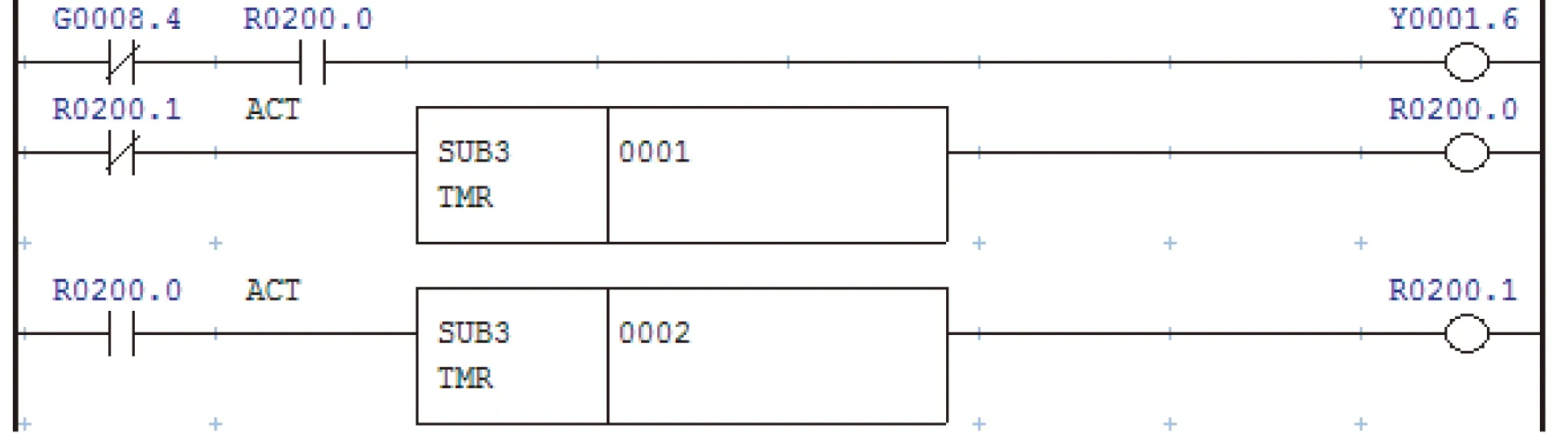
图3 急停闪烁指示灯的PMC程序
当系统有急停信号输出(G8.4)时,经过定时器1设定的时间后,内部继电器R200.0线圈得电触点接通,指示灯亮;经过定时器2设定的时间后,R200.1线圈得点,其触点断开,指示灯灭,如此反复的闪烁。
此PMC控制是结合机床原有急停PMC程序图4-2应用的,对原系统PMC没有影响,如果系统出现急停现象后,指示灯会闪烁,便于操作人员能及时发现报警并及时按下急停按钮。
4.结论
该设计主要是对南京日上RS-SX-0imateTC操作面板按钮多功能化的扩展设计,逐步了解数控车床的操作面板按钮能够实现的功能,这样在设计控制面板按钮的时候便有了切入点。在设计中,主要是对机床PMC程序及其与机床I/O分配地址连接的电路控制进行设计,并能够完成在控制面板上急停报警闪烁指示灯的显示。
参考文献:
[1]杜国臣.《机床数控技术》[M].北京:中国林业出版社,2006.7
[2]张浩风.《PLC梯形图设计方法与应用实例》[M].北京:机械工业出版社,2008.8
[3]龚仲华.《数控机床维修技术与典型实例》[M].北京:人民邮电出版社,2005.9
[4]冀敏.《数控机床维修与排故》[J].技术与创新管理.2008,(1).
Design of Emergency Stop and Flashing Light Indicator in Numerical Control Training System
LIU Jiao-yan1,HUANG Man-xia2
(1.Shangqiu Technician Institute, Shangqiu, Henan 476000, China;2. Shangqiu Polytechnic, Shangqiu, Henan 476000, China)
Abstract:In this paper, from the point of view of practical application, the selection of RS-SX-0imateTC, configuration is FANUC CNC system, for the operation of the original button to expand its function. Nanjing on the RS-SX-0imateTC CNC lathe control panel to leave some empty buttons and lights, we can facilitate the development and expansion of teaching. In this paper, the design of the system is increased, and the PMC ladder diagram and the control circuit diagram are described in detail.
Key words:numerical control system; operation panel; PMC
收稿日期:2016-04-06
作者简介:刘姣艳(1982- ),女,大学,商丘技师学院助理讲师,从事机电类等课程教学与研究。
中图分类号:TG659
文献标识码:A
文章编号:1671-3974(2016)02-0064-03
