发动机机油加注系统的设计*
2016-07-04袁付贵于洪增
袁付贵,于洪增,杨 涛
(大连豪森设备制造有限公司 a.机械设计部;b.电气设计部,辽宁 大连 116036)
发动机机油加注系统的设计*
袁付贵a,于洪增a,杨涛b
(大连豪森设备制造有限公司 a.机械设计部;b.电气设计部,辽宁 大连116036)
摘要:在进行汽车发动机的装配时,需要向发动机的油嘴中加注机油,传统的发动机机油加注装置结构复杂、占地面积大,不利于车间管理和布局。为了解决现有技术所存在的上述不足,设计了一种直接整合在发动机夹紧定位装置机架上的注油装置,分析了其结构原理和工作过程,搭建了以软PLC为控制核心的自动半自动控制系统,采用多种通讯方式完成各层级间数据的快速传输。该装置结构紧凑,占用空间小,控制系统稳定可靠。
关键词:软PLC;发动机;机油加注
0引言
汽车发动机是有很多金属零部件组成的机械系统,为了减小机械系统各摩擦表面的运动阻力,大多采用各种方式向发动机中注油,以实现流体摩擦,减小摩擦阻力,减轻机件的磨损,并对零件表面进行清洗和冷却。机油是机械设备以及运输设备的润滑保养剂,以前设备机油加注多依赖手工作业,主要有点对点滴油加注和浸油加注方式两种[1-4]。由于发动机、变速器型号和油品存在差异,故在油品加注时就会存在加注量或多或少、错加或漏加的现象,机油加注应遵循“少量、勤加”的原则,使油平面始终保持在1/2~1[5-6]。机油或其它油类加注设备在汽车生产企业里被广泛使用,但因一些特殊条件限制,需要对加注设备进行改造,以提高设备使用的安全性,同时提高企业生产效率[7],合理加注润滑油必须采用高精度,高可靠性的自动化程度很高的加注设备[8]。
在进行汽车发动机的装配时,需要向发动机的油嘴中加注机油,而发动机上一般会有两个油嘴,一个方向为纵向向上,一个横向设置,这样在加注机油时就较为麻烦和繁琐;传统的发动机机油加注装置都是在发动机夹紧定位装置的旁边单独设置一个机架,在该机架上设置气缸等驱动装置,以驱动注油头运动,这样就造成发动机注油的工位结构复杂、占地面积大的问题,不利于车间管理和布局,而且注油头所需行走的距离相对较长,所架设的机构的成本也相对较高。
1发动机机油加注装置的结构组成
本文设计一种结构简单,布局紧凑、合理,注油头行走距离较短的发动机机油加注装置。
该机油加注装置的结构组成:包括机架1,与机架1相配的设置有辊道2,在机架1上设置有发动机夹紧定位装置3,发动机夹紧定位装置3上方的机架1上设置有纵向摆放的第一气缸4,第一气缸4工作轴的底端设置有纵向注油头5,机架1上还设置有纵向摆放的第二气缸6,在第二气缸6工作轴的底端设置有连接板7,连接板7上设置有横向摆放的第三气缸8,在第三气缸8工作轴的端头处设置有横向注油头9,具体结构如图1、图2所示。
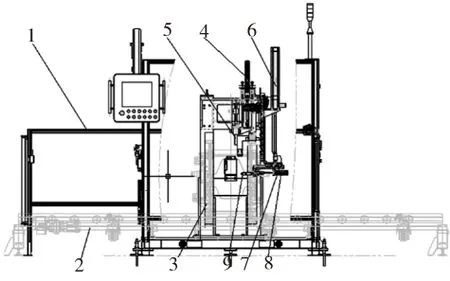
1.机架 2.辊道 3.夹紧定位装置 4.第一气缸5.纵向注油头 6.第二气缸7.连接板 8.第三气缸 9.横向注油头
图1发动机机油加注装置结构原理图

图2 夹具工作状态图
采用该结构形式的发动机机油加注装置,解决了传统发动机注油装置结构复杂、占地面积大,特别是注油头所需行进的距离相对较长等问题,设计出一种直接整合在发动机夹紧定位装置机架上的结构,它具有结构紧凑,占用空间小等优点,而且其注油头行走的距离较短,从而达到降低成本的目的。因此该机构具备了诸多优点,特备适合于推广应用。
发动机机油加注装置的工作过程如下:承载有发动机的托盘在辊道的作用下行进,当行进至发动机夹紧定位装置处时,被发动机夹紧定位装置夹紧并固定,此时第一气缸开始工作,带动纵向注油头下行,由于纵向注油头在水平方向上的位置预先设置的与被定位后的发动机上纵向的油嘴相对应,因此纵向注油头能够顺利的插入到发动机上纵向的油嘴中;与此同时,第二气缸带动连接板下行,当连接板上的横向注油头运动至与发动机上横向油嘴水平高度一致时停止动作,然后第三气缸工作,带动横向注油头水平伸出,横向注油头插入发动机上横向油嘴中;注油完毕后,上述动作反向进行,纵向注油头和横向注油头分别回到初始位置,等待下一次注油工作;发动机夹紧定位装置松开托盘,托盘上的发动机在辊道的作用下行进至下一个加工工位。
2基于软PLC的控制系统的设计
软PLC是采用基于PC的PLC作为装配线控制系统的核心,以Windows操作系统作为开发平台,以C++为PLC开发系统的开发语言,解决以PC为基础的控制引擎的实时性问题,最终实现快速、确定而且可重复的响应,PLC控制系统良好的开放性,简单的网络化结构和强大的兼容性,提高整个系统的智能化和柔性化程度[9-12]。
项目采用自动、半自动的工位,配置了WINAC RTX F2010,每个自动、半自动工位由独立的PLC进行控制,人机界面使用带有多种软件的面板式工控机PC677C和升降使用别的KPT600(单色)面板。
自动工位上的I/O元件连接到SIEMENS ET200Pro I/O模块。每个自动、半自动工位配备1个RFID读写装置,RFID控制器何读写头型号分别为SIEMENS ET200PRO RF180C、SIEMENS RF310R,操作台上的按钮和指示灯通过位于操作台内的ET200S 连接。柜内IO通过位于柜内的ET200S 连接。自动、半自动工位负责为本工位内的所有元件提供电源,控制本工位内的所有元件。每个自动或半自动工位配备独立电柜和操纵台,操纵台上安装HMI,在调整模式下,操作者可通过HMI对线上的执行元件进行手动操作。辊道线控制的皮带传动由就近的OP盒中的接触器“中央控制”,电机断路器直接位于电机旁。
根据自动/半自动工位运作实际情况以及自动/半自动工位功能需要,得到自动/半自动工位控制结构如图3、图4所示。
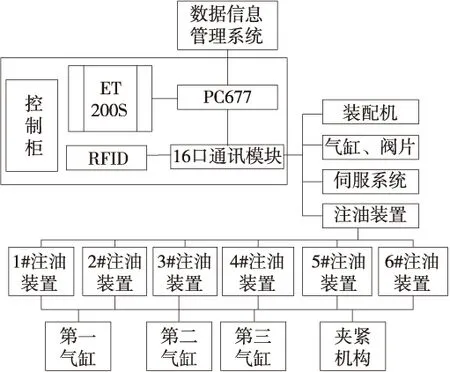
图3 控制系统原理

图4 自动、半自动工位电气控制结构
3通讯与组态
本文采用集散控制理论,现场拟采用集中控制,通过上位机对生产过程进行实时监控,并对机油加注系统和现场控制器发送执行命令,实现现场设备的实时监控、生产数据的采集及显示、报警的采集及显示。实时监控整个发动机装配主线的所有工位,并显示部分工位的状态。通过质量数据的采集、查询改善发动机质量的改进、维护和追溯。
项目的控制核心为PC677,通过16口网关保持各级系统的通讯和数据传输,拧紧工位通过自动控制,核心控制部件集成在一个控制柜内,现场所有数据通过现场总线传输给PC677,PC677通过以太网接入整个装配线的控制环网,将数据上传给上位机数据信息管理系统,整个通信过程是双向的,数据传输稳定,快速。通过组态可以实时的显示设备的运行状态和故障报警,部分组态界面如图5所示。

图5 组态界面
4结论
针对传统的发动机机油加注装置,结构复杂、占地面积大,不利于车间管理和布局问题,设计了一种直接整合在发动机夹紧定位装置机架上的注油装置,具有结构紧凑,占用空间小等优点,而且其注油头行走的距离较短,降低了生产成本。该装置具有多种优点,特别适合于在本领域中推广应用,其市场前景十分广阔。
[参考文献]
[1] 杜建政,路佳斌. 汽车装配线油液加注系统[J]. 汽车工艺与材料,2010(4):57-60.
[2] 冯泉水. 发动机润滑系统常见故障原因浅析[J]. 山东工业技术,2015(3):12.
[3] 倪伟. 机油加注量对发动机性能影响的研究[J]. 内燃机与配件,2012(7):1-3.
[4] 金世勇,詹可炬. Oilmaster机油自动加注装置的应用[J]. 客车技术与研究,2013(3):40-41.
[5] 胡建军. 汽车发动机润滑油以及检查基础知识(下)[J]. 汽车维修与保养,2015(1):98-100.
[6] 庄威,司培乐,邱胜苗,等. 信息化油品加注设备在汽车制造业中的应用[J]. 汽车工艺与材料,2011(3):59-63.
[7] 伍可文. 加注设备改造方法[J]. 装备制造技术,2012(12):120-122.
[8] 宋丽华. 机油加注系统中CAN总线技术的应用[J]. 数字技术与应用,2011(10):97.
[9] 于恩超,杜莹. 对软PLC技术的发展趋势及前景展望[J]. 科技风,2014(13):253.
[10] 陈婵娟,李龙. 软PLC开发系统指令表编辑模块的研究与实现[J]. 制造技术与机床,2012(12):224-226.
[11] 代征宇,杨观赐,李少波. 软PLC逻辑控制元件图形化分析与实现[J]. 组合机床与自动化加工技术,2012(10):74-76.
[12] 王树梁,任锴胜,王增才. DSP和组态王通讯方法的设计[J]. 煤矿机械,2010(12):186-189.
(编辑赵蓉)
The Design of the Engine Oil Filling System
YUAN Fu-guia,YU Hong-zenga,YANG Taob
(a.Mechanical Design Department;b.Electrical Design Department, Dalian Haosen Equipment Manufacture Co., Ltd.,Dalian Liaoning 116036, China)
Abstract:It is necessary to refill the oil in the engine nozzle When the car engine assembly. the structure of the Traditional engine oil filling devices complex,covers an area of great in convenience ,all of above are not conducive to Workshop management and layout .An oil injection devices with Engine clamping positioning device directly fixed on the rack is designed to solve the issue. Structure principle and working process was analyzed, automatic /semi-automatic control system with the soft PLC as the core is established .information transfer between control equipment at all levels by multiple communication methods .The equipment was simple and occupies little space, the control system was reliable.
Key words:soft PLC; motor; engine oil refueling
文章编号:1001-2265(2016)06-0141-03
DOI:10.13462/j.cnki.mmtamt.2016.06.038
收稿日期:2015-07-13
*基金项目:辽宁省科技创新重大专项(201408001)
作者简介:袁付贵(1981—),男,河南周口人,大连豪森设备制造有限公司工程师,研究方向为汽车动力总成智能化装备技术,(E-mail)yuanfugui@haosen.com.cn。
中图分类号:TH122;TG506
文献标识码:A
