一种用于CFRP深孔镗削的阻尼导向头的研究*
2016-07-04徐玉高倪玉晋
徐玉高,程 寓,倪玉晋
(南京理工大学 机械工程学院,南京 210094)
一种用于CFRP深孔镗削的阻尼导向头的研究*
徐玉高,程寓,倪玉晋
(南京理工大学 机械工程学院,南京210094)
摘要:通过对碳纤维增强复合材料(CFRP)切削加工的研究,并结合深孔镗削的加工特点,研究了一种安装在镗杆悬伸末端,利用摩擦阻尼减振的特殊导向装置。建立阻尼导向镗杆系统的动力学模型,研究了阻尼对镗杆系统共振振幅的影响,并分析了阻尼导向装置在减小共振振幅中的作用。最后用有限元法分别对安装摩擦阻尼导向的镗杆系统和普通镗杆系统进行了对比仿真验证。结果表明摩擦阻尼导向头不会降低镗杆系统的固有频率,但能有效的减小共振振幅,提高了镗杆系统的抗振性能。
关键词:碳纤维增强复合材料;深孔镗削;摩擦阻尼
0前言
碳纤维增强复合材料(CFRP)作为一种先进的复合材料,在许多领域得到了广泛的应用。但由于碳纤维增强复合材料具有硬度高、导热性差、各向异性等特点,在切削加工过程中易产生基体开裂、分层等缺陷[1-2]。CFRP由碳纤维和树脂基体复合而成,为层状结构,所以加工过程中的切削力也极其不均匀,刀具振动磨损厉害。
对于CFRP制件深孔镗削而言,刀具的大悬伸比和不均匀的切削力导致加工过程中镗杆振动非常厉害。深长孔加工中镗杆的振动一直是业界内难以解决的问题,在长径比小于10时,通过优化镗杆本身结构,采用高强度材料或设计减振镗杆可以有效的控制镗杆的振动。当长径比大于10甚至达到20的时候,仅优化镗杆本身的结构已经不能满足加工的要求。因此针对CFRP制件深孔镗削中镗杆振动问题,设计摩擦阻尼导向头来减少镗杆的受力变形和受激振动是非常有必要的。
1CFRP制件深孔镗削的特点
1.1CFRP制件切削加工特点
CFRP是由碳纤维和树脂基体组成的,它各向异性,且为层叠结构,碳纤维抗拉强度较大,但各碳纤维间粘附力较小,在切削时刀具受力是极其不均匀的,且切削力在不断变化[3]。当切削力的变化频率等于或在刀具固有的弹性变形频率范围内时,切削振动就会产生[4]。CFRP的硬度也比较高,加工时切削力比较大,这也导致加工时镗杆的受力变形比较大,对镗杆的刚度要求比较高。
1.2深长孔镗削特点
在镗削加工过程中,由于镗刀处于半封闭状态,镗杆的结构尺寸受到限制,镗杆的刚度相对较弱,尤其在加工的孔比较深时,镗杆的悬伸长度会比较大[5]。在不加导向支撑的情况下,切削力很容易使镗杆变形[6]。在深长孔镗削加工中,切削力多为不均匀,而镗杆的刚度又相对较弱,使得加工过程中很容易产生振动,加工表面的质量和精度很难得到保证,刀具磨损严重,加工效率低[7]。
1.3阻尼导向头的工作对象
CFRP深孔镗削较为困难,直径较小的深长孔镗削精度更难保证。阻尼导向头主要适用于直径22~30mm、长径比10~20的深长孔加工,孔的原始直径约为20mm。
2摩擦阻尼导向头的结构
2.1阻尼导向头的结构
摩擦阻尼导向头分为导向部分和摩擦减振部分如图1、图2所示。导向外套的直径比轴颈要略大一些,它与工件孔径是名义尺寸等同的间隙配合,在切削加工时导向外套可在轴颈上随工件内壁转动,轴颈与工件内壁不接触。通过轴颈连接的方式可以大大减少旋转时的摩擦力,不会给镗杆增加附加的扭矩,同时也能给镗杆杆头竖直方向支撑,避免了悬伸镗杆受切向切削力而变形。
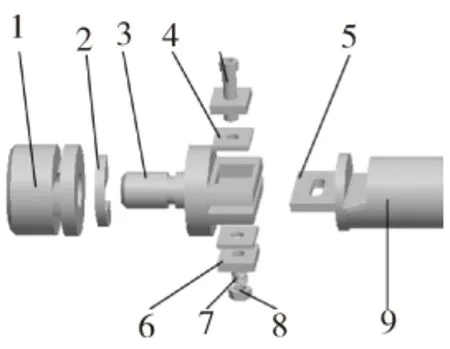
1.导向外套 2.弹性卡片 3.轴颈 4.摩擦片 5.螺栓

图2 阻尼导向头三维图及安装示意图
摩擦减振部分主要由轴颈、摩擦片、金属垫片、弹簧和滑块组成。摩擦片和金属垫片通过螺栓固定在轴颈的方形槽里,压住轴颈扁槽中的滑块,通过螺母和弹簧可以调节摩擦片和滑块之间的摩擦力。滑块中间的槽可以保证轴颈跟随滑块轴向移动,滑块安装在镗杆的末端,它和镗杆刚性连接。在切削加工的时候,镗杆径向进给时,滑块可以在轴颈的扁槽中克服摩擦力滑动。刀头切削工件发生振动时,滑块和摩擦片之间发生相对滑动,此时摩擦力能够吸收振动的能量,有效的抑制刀头的振动,使加工平稳进行。
2.2阻尼导向头的安装
摩擦阻尼导向头安装在镗杆端部,给镗杆Y方向(竖直方向)的支撑,同时也不影响镗杆X方向(径向)进给,滑块通过螺钉安装在镗杆的端部,并可以自由拆卸和更换,如图2所示。滑块的滑动方向必须和镗刀径向进给方向一致,安装时保证刀尖高度和轴颈或导向外套轴线在同一个水平面上。导向外套与工件内壁接触,并跟随工件转动,对于不同孔径镗削加工时需要更换不同孔径的导向外套。阻尼导向头的摩擦阻尼的大小为可调节形式,通过调节螺母压缩弹簧来实现。
3摩擦阻尼导向头的力学模型及作用
3.1摩擦阻尼导向头的作用
悬伸量较大的镗杆在进行切削的时候,很容易发生颤振[8]。在镗杆前端装一阻尼导向头,能给镗杆一个支撑,使得镗杆能够承受较大的切削力。摩擦阻尼还能够有效的吸收镗杆振动的能量,从而降低镗杆的振动,实质上,就是通过能量传递,将有害的振动转变为对加工无害的摩擦做功。
3.2阻尼导向镗杆力学模型
镗杆是一个质量、弹性或阻尼在空间一定区域中连续分布的系统[9]。基于振动力学的理论分析可知,这样的系统可等效为单端固定的悬臂梁模型加上一个摩擦阻尼器,如图3所示。
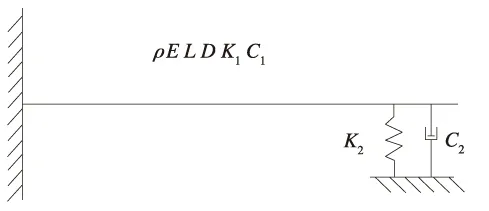
ρ—镗杆材料密度E—镗杆材料弹性模量L—镗杆装夹后的悬伸长度
D—镗杆的外直径K1—镗杆本体等效刚度C1—镗杆本体等效阻尼
K2—阻尼导向头等效刚度C2—阻尼导向头等效阻尼
图3镗杆原始模型
镗杆在切削过程中受到径向力、切向力和扭矩。如果针对镗杆的头部或靠近镗杆头部位置进行分析,切向力会通过导向头支撑卸载到工件内壁上,扭矩相对于径向力的影响要小的多,可忽略不计。
对于本次的振动研究,振动点选定在刀头位置对应的镗杆中心位置。镗杆的质量被集中在这一点。为了简化该模型使之更加方便后期建模计算,可以将镗杆等效成弹簧阻尼单元,弹性系数K1即为镗杆在振动研究点处的等效刚度,把空气摩擦和冷却液的影响等效为线性阻尼C1[10]。这样镗杆就可简化成如4 所示的动力学模型。
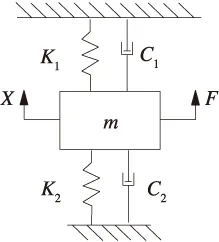
F—外部激励 m—镗刀杆等效质量 X—镗刀头径向位移
在图4中,阻尼导向镗杆系统简化成为一个单自由度的弹簧阻尼振动系统。应用该系统能够使镗杆动态特性的研究过程得到很大程度的简化。此系统为二阶线性有阻尼质量-弹簧系统。根据牛顿定律,可建立系统微分方程为:
(1)
在碳纤维切削加工过程中,交变切削力为周期激励。F(t)可展开为傅里叶级数。
带入(1)可求解出:
其中:w=2π/T为函数F(t)基频,

求解结果表明:当镗杆系统刚度较大的时候,镗杆的变形量会比较小,增大镗杆系统阻尼能够有效的减少变形量的波动,即有效减小共振振幅。阻尼导向头等效刚度较小,但它的等效阻尼较大,在实际镗削加工时能够有效的减小振动。
4动力学有限元仿真
4.1建立有限元模型
利用solidworks建立镗刀杆三维模型,取镗杆工作长径比为15,并作简化处理,把导向外套和轴颈简化成一个整体,把滑块和镗杆考虑成刚性连接简化成一个整体,将简化模型导入ANSYS软件中,如图5所示。
用弹簧阻尼单元等效阻尼导向头的摩擦阻尼,刀杆材料为硬质合金,定义单元属性为solid45,设置材料参数,密度为12000kg/m3,弹性模量为5.25e11Pa,泊松比为0.25。定义弹簧阻尼单元Matrix27,并将摩擦结合面三个方向的等效刚度和阻尼输入到Matrix27单元的刚度矩阵和阻尼矩阵中,法向接触刚度为3e8,切向摩擦阻尼为1e3,其它为0。在摩擦结合面两零件各自面上建立硬点,划分完网格后,分别连接对应的两个硬点,用Matrix27弹簧阻尼单元等效阻尼头摩擦结合面。

图5 镗杆系统简化模型
4.2系统振动模态实验
对刀杆装夹部位和导向头外圆柱面进行位移约束。分别对不加摩擦阻尼导向头镗刀杆和加摩擦阻尼镗刀杆进行模态求解,计算前三阶模态,结果如表1。由表1可知第三阶模态已超过1200Hz,工作很难达到,三阶以上模态可以不用考虑。通过模态分析的对比,一阶固有频率略有降低,二阶固有频率大幅提高,表明摩擦阻尼导向头并没有降低镗杆系统的固有频率,没有降低切削效率。

表1 两种镗杆系统固有频率
4.3系统谐响应分析
谐响应分析能够反映镗杆抵抗振动的能力。在模态分析的基础上(弹簧阻尼单元和约束等与之相同),根据材料能量损耗因子值及相关理论分析设定镗杆的阻尼比,能量损耗因子为阻尼系数的2倍,确定并输入镗杆的阻尼比[11]。定义激励载荷为100N(CFRP切削力),采用ANSYS模态叠加法分别进行谐响应分析。分析得出镗杆的幅频响应曲线如图6所示。镗杆系统的动刚度为径向载荷与振幅的比值,结果见表2。


图6 镗杆系统谐响应

无导向镗杆导向镗杆比值激励载荷(N)100100-共振振幅(mm)120.65%动刚度(kN/m)8.31662000%
综合图6和表2可以看出,镗杆系统一阶固有频率共振时振幅较大,导向镗杆系统二阶共振时振幅较小可忽略不计;加摩擦阻尼导向头镗杆系统在一阶固有频率处的振幅为不加导向镗杆系统在一阶固有频率处振幅的百分之五,即摩擦阻尼导向头能够大大的提高镗杆系统的动刚度。对比可知,在深孔切削加工时阻尼导向头能够有效的减少振动,降低了刀具磨损,大大提高了切削的稳定性。
5结论
(1)导向头安装在镗杆的末端能够给镗杆竖直方向的支撑,有效的降低了镗杆受力变形,同时采用滑块和扁槽的滑动配合不会影响镗杆的径向进刀。
(2)由镗杆系统的模态分析可见,摩擦阻尼导向头并不会降低镗杆系统的固有频率,但能够大大提高镗杆系统的阻尼。
(3)从镗杆系统的谐响应分析可见,镗杆系统一阶共振振幅较大,影响镗杆振动幅值的关键在于镗杆系统的阻尼。摩擦阻尼导向头增加了镗杆系统的动刚度,能够大大提高镗削的加工效率和加工质量。
[参考文献]
[1] 李志强,樊锐,陈五一. 纤维增强复合材料的机械加工技术[J].科技成果,2013(12):34-37.
[2] 刘浩文,程寓,苏飞. PCD成型铣刀铣削CFRP的试验研究[J].组合机床与自动化加工技术, 2014(5):19-22.
[3] 张厚江,陈五一,陈鼎昌. 碳纤维复合材料切削机理的研究[J].科技成果,2004(7):57-59.
[4] 罗玉军,高尚晗,高中庸. 动态切削力对切削颤振的影响[J].机械设计与制造,2007(11): 200-202.
[5] 王军,吴凤和,韩亚丽,等. 层状复合结构镗刀杆设计与性能研究[J].中国机械工程,2013,24(6): 711-714.
[6] 牛超,廖结安. 深孔镗刀导向块长度试验研究[J].新技术新工艺,2009(10):45-48.
[7] 秦柏. 阻尼动力减振镗杆动态特性仿真与优化设计研究[D].哈尔滨:哈尔滨理工大学,2009.
[8] Dai Gil Lee,Hui Yun Hwang,Jin Kook Kim. Design and manufacture of a carbon fiber epoxy rotating boring bar[J] Composite structures,2003,60:115-124.
[9] 张义民. 机械振动[M].北京:清华大学出版社,2007.
[10] B Moetakef-Imani,N Z Yussefian.Dynamic simul- ation of boring process[J].International Journal of Machine Tools&Manufacture,2009, 49:1096-1103.
[11] Akesson H,Smirnova T,Hakansson L,et al. Estimation and Simulation of the Nonlinear Dynamic Properties of a Boring Ba r[J]. International Journal of Acoustics and Vibration,2011,16(1):35-43.
(编辑赵蓉)
Study on a Guiding Device Design with Friction Damping for Deep-hole Boring of CFRP
XU Yu-gao,CHENG Yu,NI Yu-jin
(School of Mechanical Engineering,Nanjing University of Science and Technology,Nanjing 210094,China)
Abstract:Through the study of carbon fiber reinforced plastic (CFRP) cutting and deep-hole boring processing, a special guiding device was designed which is installed on the end of the boring bar,and it can reduce self-excited vibration that occurs in CFRP cutting with high friction damping.The paper established the dynamic model of damping boring bar system with guiding device,which can analyze how the damping impact on the amplitude of chatter vibration and the effect of guiding device in reducing the amplitude of chatter vibration.Finally, ANSYS was used to verify it.From simulation experiments of ANSYS,it was found that the guiding device will not lower the natural frequency of the boring bar system,but it can effectively decrease the amplitude of chatter vibration and enhance the dynamic stiffness of the boring bar system.
Key words:carbon fiber reinforced plastic(CFRP);deep-hole boring;friction damping
文章编号:1001-2265(2016)06-0121-03
DOI:10.13462/j.cnki.mmtamt.2016.06.032
收稿日期:2015-06-12
*基金项目:国防“十二五”预先研究项目(62201060402)
作者简介:徐玉高(1990—),男,江苏盐城人,南京理工大学硕士研究生,研究方向为先进制造工艺与装备,(E-mail)xyggaofan@163.com。
中图分类号:TH162;TG65
文献标识码:A
