ATP干馏系统中粉尘的产生与危害
2016-06-30单明志徐振宇
单明志,王 娜,徐振宇
(抚顺矿业集团有限责任公司,辽宁 抚顺 113000)
ATP干馏系统中粉尘的产生与危害
单明志,王娜,徐振宇
(抚顺矿业集团有限责任公司,辽宁 抚顺 113000)
摘要:通过对ATP干馏系统生产过程和数据的分析,研究油页岩小颗粒干馏中粉尘的产生及危害,对小颗粒页岩干馏技术的发展具有重要意义。
关键词:油页岩;小颗粒;干馏;粉尘;危害
随着近年来国内经济的快速发展,我国对石油资源的需求不断增多,2013年中国石油需求为5.14亿吨,同比增长4.8%。然而,受限于我国“富煤、贫油、少气”的资源赋存情况,2013年我国进口石油达3.05亿吨,对外依存度已达59.4%,严重威胁着国家安全。因此,寻找石油的替代产品是当务之急。油页岩作为一种重要的石油补充和替代能源,以其巨大的储量、丰富的综合利用层次,引起了我国乃至全世界的关注[1]。
国内油页岩生产企业众多,但是应用的干馏技术十分有限,最为普遍的是抚顺式干馏技术、成大全循环干馏技术和窑街气燃式方炉技术。这三种技术仅能够处理块状页岩(10 mm-75 mm),占矿石总量20%左右的小颗粒(0 mm-10 mm)只能堆积留存,既造成能源资源的浪费,又存在自燃等危害。因此,发展小颗粒干馏技术是目前国内油页岩行业的当务之急。
小颗粒油页岩干馏宜采用固体为热载体,除美国Tosco公司开发的Tosco-Ⅱ使用瓷球作为热载体外,绝大部分采用的是燃烧后的页岩灰渣作热载体[2-3]。最具代表性的小颗粒油页岩干馏技术主要分为两大类:水平旋转窑干馏和流化床干馏[4],目前这两类干馏反应器国内均有试验装置。在小颗粒干馏技术开发、试验乃至生产过程中出现了各种问题,与块状油页岩干馏技术相比较,粉尘问题尤为突出。
1小颗粒油页岩干馏系统粉尘产生分析

图1 ATP进料筛分比例柱形图
小颗粒油页岩干馏生产中,粉尘的问题表现在物料运输、干馏、油气冷凝回收、烟气处理等各个生产过程,特别是在油气冷凝回收过程中,粉尘的影响尤为严重。粉尘含量增多,主要有以下几方面原因。

图2 ATP炉烟气系统粉尘粒径分布图
(1)过度破碎造成粉源码含量增多。以ATP为例,其原料来源为抚顺式干馏炉尾矿,将油页岩破碎至75 mm以下,其中12 mm-75 mm为抚顺炉原料,12 mm以下为ATP原料。图1为ATP进料的筛分数据柱形图,可见进料中大颗粒较多,小于1 mm的粉尘量占10%左右。如果将页岩直接破碎至12 mm以下,小于1 mm的粉尘量会有所增加。
(2)由于ATP炉采用是的水平旋转窑,在旋转窑干馏过程中,料床整体呈一定的倾斜角度,物料在径向截面内是循环滚动的过程,物料间、物料与器壁的碰撞和摩擦会增加粉尘的含量。
此外,在ATP炉中,燃烧区物料会被旋转的器壁带到高处并抛落,这也会增加粉尘含量,这部分粉尘除了进入到干馏区外,最终会通过烟气系统和排渣系统排出。这也会增加烟气系统的粉尘负荷,ATP炉在230 t/h处理量运行时,会有超过50 t/h的粉尘通过烟气系统进行排放,这部分粉尘颗粒较小,如图2的ATP炉烟气系统粉尘的粒径分布可见,烟风系统中粉尘的粒径在1 mm以下。烟气系统的粉尘量超过50 t/h,占230 t/h进料量的20%,远远超出了进料中的粉尘含量,可见在页岩入炉后,经过干馏、燃烧以及运输的过程中,粉尘大量的产生,且颗粒很小,100 μm以下的粉尘占到了粉尘总量的65%。
2小颗粒油页岩干馏中粉尘的危害
粉尘的处理一直是小颗粒油页岩干馏的核心问题之一,粉尘的危害表现在方方面面。由于干馏工艺以及干馏炉型的不同,粉尘对各种干馏炉型的影响也不尽相同。本文对粉尘的主要危害进行分析,并列举在特定干馏工艺中粉尘的危害。
2.1粉尘对原料及废渣输送的危害
由于小颗粒干馏的原料粒度较小,其中含有的粉尘量较大,这就给原料和废渣的输送带来一定的难度。以ATP炉为例,原料经过干馏、燃烧、传热等过程后,通过灰加湿器加湿冷却,排出干馏炉,进入到皮带运输系统。此时物料的粒度分布已与进料有很大区别,图3为ATP炉废渣筛分比例柱形图。
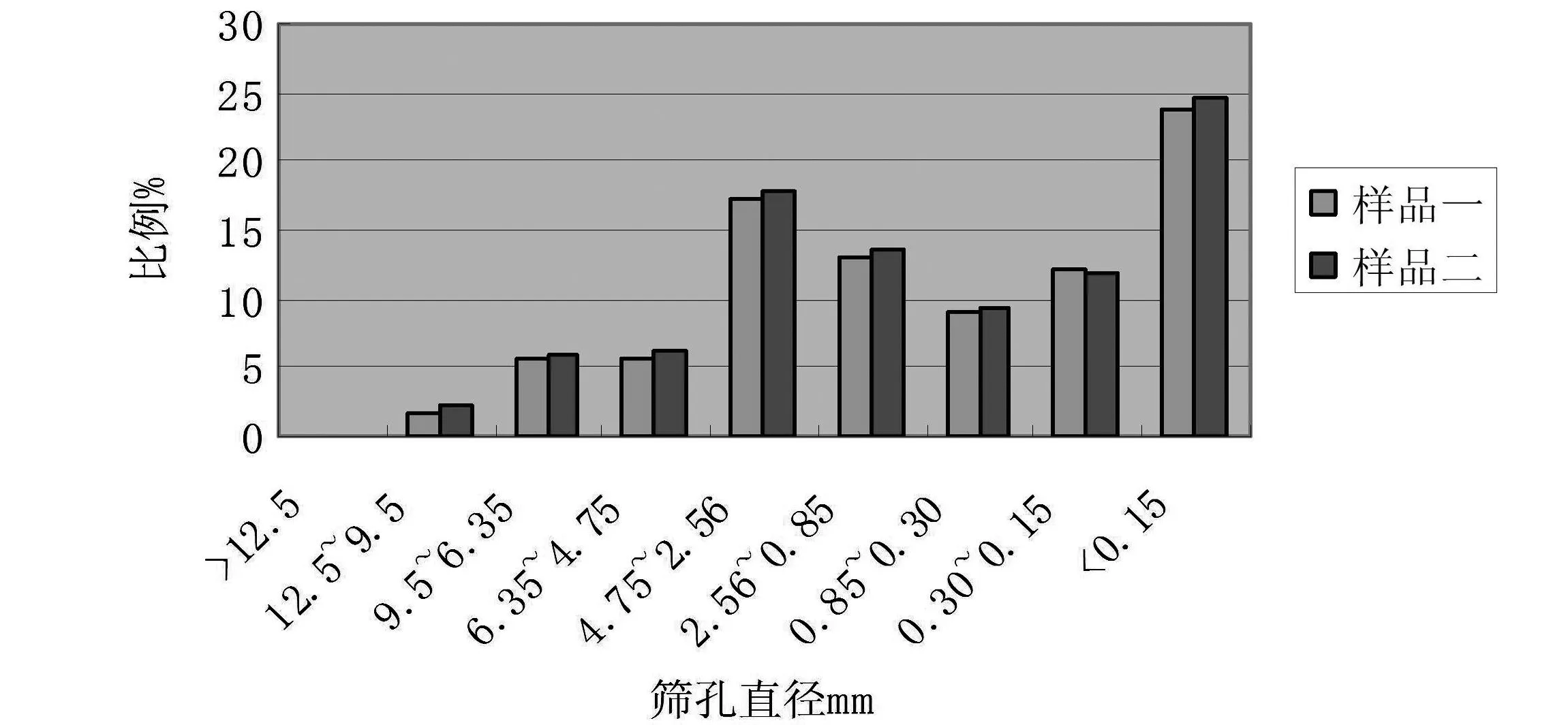
图3 ATP进料筛分比例柱形图
通过与图1的对比可发现,粒径在0.85 mm以下的物料已超过40%,远大于原料中10%左右的比例;原料中大于12.5 mm的物料约占25%左右,而废渣中为0%,可以说明整个生产过程对物料的粉碎程度。废渣中的粉尘含量更高,更难于输送。在ATP炉中,废渣排出ATP炉进入到灰加湿器的温度约为400 ℃,设计灰加湿器出口温度为80 ℃,但是由于灰加湿器未发挥其应有的作用,特别是在小处理量运行时,加湿水量很难控制。加水量过多,造成皮带运输机无法输送物料;加水量过少,粉尘未达到降温效果,给皮带带来损害,同时,大量粉尘充斥在皮带廊,严重时能见度不足一米,给设备和操作人员的安全带来隐患。在ATP炉试运的过程中,废渣输送系统故障多次造成系统运行波动乃至系统停车,是ATP炉运转时间较短的主要影响因素之一。以上研究还没有反映出该系统的全部问题,经加湿后的废渣能否经受住寒冬的考验,平稳的通过皮带系统、废渣仓和机车排出系统,尚需验证。
2.2粉尘对热效率以及干馏效率的影响
目前,粉尘对热效率以及干馏效率的影响主要体现在粉尘自干馏系统中的流失上。这种问题主要会出现在有预热单元的干馏工艺中。比较严重的如ATP干馏炉,页岩首先进入到ATP炉的预热段,预热段相当于一个管壳式换热器,页岩在那里与烟气及废渣换热至约300 ℃,产生的气体通过风机抽出干馏炉。如果页岩中的细分过多,会导致被抽出的原料增加,此时的损失是体现在质量与热量两个方面,因为被抽出的粉尘不但携带走了热量,而且减少了进入干馏区进行干馏页岩的量。因此,ATP炉对原料中小于1 mm的原料所占的比例进行了规定。同样的问题会出现在有预热单元的工艺中,如Galoter炉的气流干燥单元[5]、大工新法干馏的干燥提升管单元[6]等;并且原料的粒径越小,所含的细分颗粒的比重就越大,损失的原料就会越多。
此外,废渣的松散密度约1200 kg/m3,而粉尘的松散密度约为600 kg/m3,在相同的体积下,粉尘的质量约为废渣的一倍。在以固体为热载体的小颗粒干馏中,热载体中粉尘含量越高,其携带的热量越少,也就是所需要的热载体的量越多,这对干馏是不利的。
2.3粉尘对油气回收系统的危害
细粉流失的问题也会出现在干馏系统内,因为细粉同样会随着干馏油气离开干馏系统进入到油气冷凝回收系统,特别是流化床干馏炉内,流失会更加明显。粉尘在油气冷凝回收系统的危害最为严重,是困扰国内小颗粒技术发展的瓶颈之一。与预热单元流失不同的是细粉在随干馏油气流失的过程中,不管是热量还是质量,依然在进行有效的干馏反应。因此,它的危害体现在粉尘本身上。图4为ATP炉油气旋风分离器捕集到的粉尘的粒度分布。
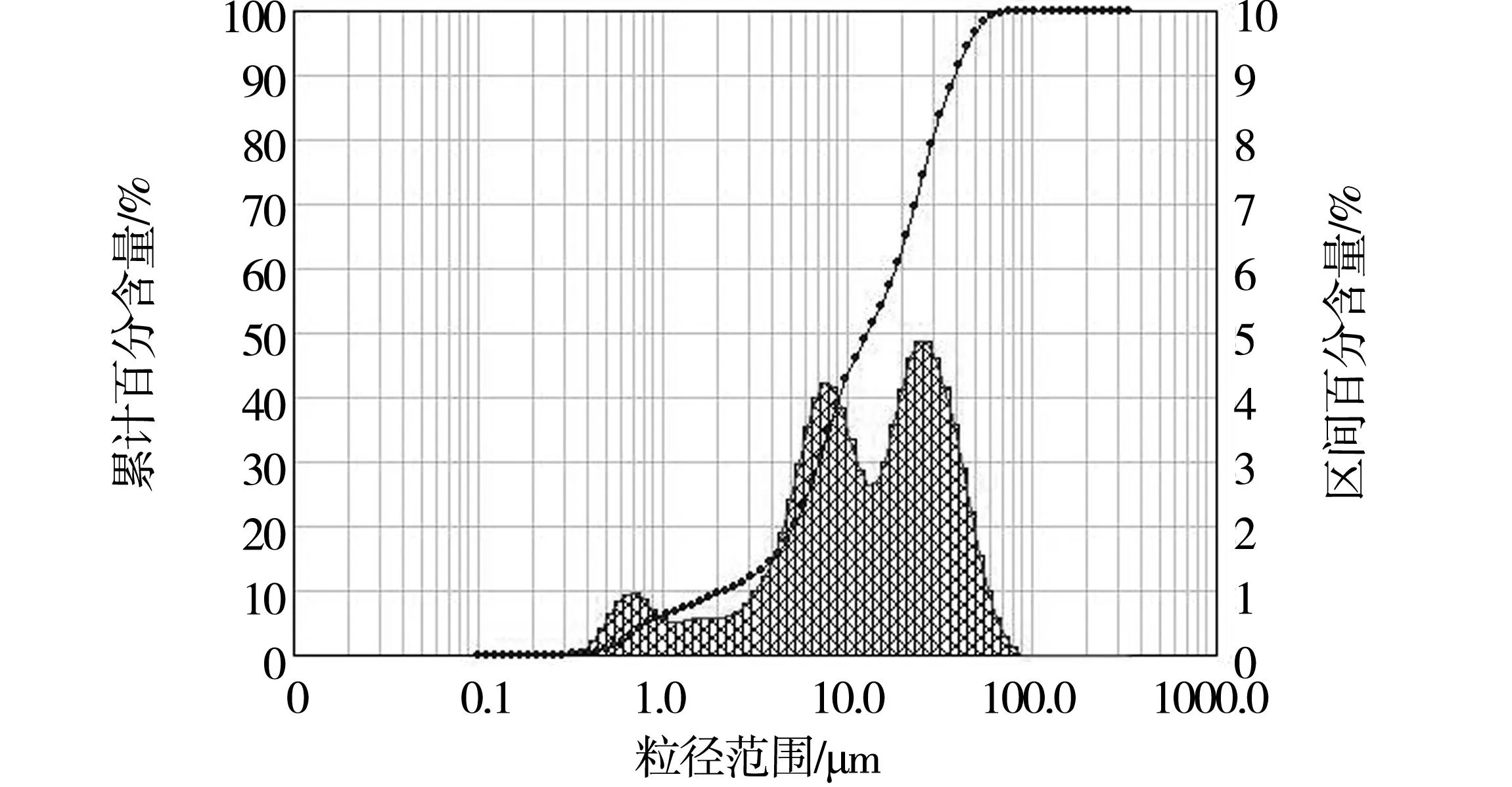
图4 油气旋风分离器捕集到的粉尘的粒度分布
由图4可见,干馏炉出口高温油气中的粉尘粒径非常小,其中10 μm以下的占到了40%,且数据来自于旋分器捕集的粉尘,可以预见实际高温油气中小于10 μm的粉尘的量会更多。因此,高温油气自干馏炉出口,经过旋风分离器、沉降室等除尘设备除尘后,仍会有一部分粉尘进入到油气冷凝回收系统,这部分粉尘的粒径会更小。随着操作的波动,粉尘含量会发生变化,其中旋风分离器效率的变化是引起这一变化的主要原因之一。当粉尘进入到油气冷凝回收系统后,会造成气相管道的阀门关不严、膨胀节失效、塔盘堵塞、泵、管线、阀门的磨损等问题[7]。
2.4粉尘对页岩油品质的危害
进入到油气冷凝回收系统的粉尘,有一部分进入到页岩油产品中[8]。当前页岩油的主要消耗途径为燃料油的调和,虽然国家暂时没有页岩油的相关标准,如果页岩油中的粉尘含量过高,势必影响调和后燃料油的品质,而且国家对燃料油的杂质有相关的标准。4号燃料油的水和沉淀物≯0.5%(v/v),6号燃料油的水和沉淀物≯2%(v/v),国外进口的180#重油要求机械杂质≯0.01%(m/m)。从抚顺炉生产的页岩油,机械杂质的含量基本可控制在0.5%(v/v)以下。小颗粒干馏过程中的粉尘的含量更高、粒径更小,净化相对于大颗粒干馏来讲更加的困难,这势必造成工艺的延长(如采用离心机分离),投资增加以及更高的运行成本。
3解决小颗粒干馏粉尘问题的途径
粉尘问题是小颗粒油页岩干馏所面临的关键问题之一,粉尘在油气冷凝回收系统的危害最为严重,不但大大降低设备的使用寿命,而且极易造成装置停产。因此,充分借鉴国外经验、开发更为先进的除尘技术是解决这一问题的主要途径。毕竟,国外有Galoter、ATP等技术成功运行的实例,说明此问题是可以变通解决的。开发新的、切实可行的气固分离技术,能够更好的提高小颗粒页岩干馏技术的先进性,对简化冷凝回收系统、降低系统投资、提高油收率具有现实意义,同时也有利于Galoter、ATP等技术的改进。
相比于高温油气系统,其他系统的粉尘处理则需要的正确的态度;同时,要借鉴其他产业中的成熟经验。目前有很多细粉输送的途径,如气力输灰、水力输灰、吊挂管状带式输送机以及埋刮板输送机等等[9]。同样对于干除灰来说,冷渣器等设备在电厂有成熟的应用,不但可以消除加湿灰冬季很难运输的问题,同时还能回收废渣高达700 ℃-800 ℃的显热[10]。目前,抚矿集团正在积极考虑将废渣系统改造为水力输灰,成功之后可有效解决粉尘给废渣系统带来的问题,从而进一步增加ATP炉的运行时间。
4结论
(1)小颗粒页岩干馏过程中的粉尘的产生形式多种多样,破碎过程、运输过程以及干馏过程都会不同程度的产生粉尘。
(2)粉尘的危害无处不在,不但会对工艺过程产生影响,而且会直接影响产品收率乃至产品质量。
(3)必须对粉尘有足够的认识,通过借鉴国外成熟技术以及其他行业的粉尘处理技术,有效解决粉尘问题,才能使小颗粒干馏技术得到长足发展。
参考文献
[1]冀星,郗小林,钱家麟,等.我国石油安全战略探讨[J].中国能源,2004,1(1):16-22.
[2]曹琳,王阿川.回转式油页岩干馏炉测温技术[J].化工进展,2013,32(1):27-32.
[3]韩晓辉,卢桂萍,孙朝辉,等.国外油页岩干馏工艺开发进展[J].中外能源,2011,1(4):69-74.
[4]王擎,肖冠华,孔祥钊,等.固体热载体干馏桦甸油页岩试验研究[J].东北电力大学学报,2013,33(5):15-20.
[5]钱家麟,尹亮.油页岩——石油的补充能源[M].北京:中国石化出版社,2008.
[6]刘德勋,赵群,王红岩.国内外小颗粒油页岩干馏工艺现状与展望[J].广州化工,2010,38(12):7-11.
[7]曹祖宾,等.页岩干馏工艺与工程[M].北京:中国石化出版社,2011.
[8]何红梅.油母页岩干馏生产过程中的油泥处理[J].辽宁石油化工大学学报,2009,29(4):50-52.
[9]贺永德.现代煤化工技术手册[M].北京:化学工业出版社,2004.
[10] 孙振龙.风水冷滚筒式冷渣机的研究[J].电站系统工程,2002,18(2):26-27.
Generation and Harm of Finesduring ATP Oil Shale Retorting Process
SHAN Ming-zhi,WANG Na,XU Zheng-yu
(Fushun Mining Group Co.,Ltd.Fushun Liaoning 114003)
Abstract:Research into the harm and generation of fines generated during the small sized oil shale retorting,through the analysis of production process and data of ATP retorting system,which is of great importance to the development of small sized oil shale retorting technology.
Key words:Oil Shale;Small-sized;Retorting;Fines;Harm
收稿日期:2016-02-29
作者简介:单明志(1983-),男,辽宁省锦州市人,抚顺矿业集团有限责任公司工程师,硕士,主要研究方向:油页岩干馏生产.
文章编号:1005-2992(2016)03-0052-04
中图分类号:TE349
文献标识码:A
