用T形块工装改进插齿胎具的设计
2016-06-27陈敏
陈 敏
(资阳中车传动有限公司 四川 资阳 641301)
用T形块工装改进插齿胎具的设计
陈 敏
(资阳中车传动有限公司 四川 资阳 641301)
本文介绍了插齿加工的基本原理,对原插齿胎具存在的加工局限性进行了分析,提出了用T形块工装改进插齿胎具的设计,增大了插齿加工范围,提高了插齿机工作效率和胎具的使用可靠性。
T形块工装;Y51160插齿机;RPG齿圈;胎具
资阳中车传动有限公司主打产品RPG建材减速机内齿圈的加工主要采用插齿成形,而使用普通插齿机床进行插齿的效率较低,为提高插齿机工作效率,一方面从插齿工作原理和插齿夹具进行研究,另一方面改进胎具设计,增大加工范围,这样在提高工作效率的同时也达到节约制造成本的目的。采用T形块工装改进插齿胎具,在提高胎具使用可靠性的同时也增大了机床的加工范围,且可针对不同产品灵活调节,降低了胎具的制造成本,提高了插齿机的工作效率。
1 插齿的工作原理
插齿是按展成法原理来加工轮齿齿形的。插齿加工实质上相当于1对圆柱齿轮啮合,把其中1个轮齿制成具有切削能力的插齿刀具,当插齿刀与被加工齿轮(工件)按一定的转速比作啮合运动的同时,刀具沿齿长方向作往复运动形成切削加工。切削是强制啮合的连续运动,插齿刀与工件的模数、压力角须相等[1]。插齿时,插齿刀除做上、下往复的切削运动外,插齿刀与工件还应绕各自的轴心旋转,并严格保持1对渐开线齿轮的啮合关系,即插齿刀的转数n0与工件转数n之比等于它们的齿数比,其关系如下:
i=n0/n=z/z0
式中:i为传动比;n0为插齿刀转速;n为工件的转速;z为工件的齿数;z0为插齿刀的齿数[2]。
插齿机的工作原理可视为1对轴线相互平行的齿轮(一个为插齿刀,另一个为工件)作无间隙的啮合,插齿刀在工件上切出的齿形,就是插齿刀齿形相对于工件展成运动轨迹的包络线。
2 插齿夹具的选择和安装技术要求
安装夹具时,应检查夹具有无磕碰伤或划伤等缺陷,并清除毛刺,擦去污物;机床工作台面也应擦拭干净,不得有切屑和污物,以保证夹具工作台定位的精准性[3]。
校正夹具时,应将分齿交换齿轮脱开,开动辅助电动机使工作台转动,其调整精度视工件的加工精度要求而定(见表1)[4]。当夹具调整完毕后,拧紧夹具各紧固件,然后再用千分表找正复查一次。
3 Y51160插齿机胎具的局限性
在原齿圈加工工艺中,插齿工序加工前需在齿圈上先加工螺纹孔,用以固定齿圈。但由于各类齿圈尺寸有差异,齿圈螺纹孔在径向直径上存在较大差异,在原胎具上加工,需要在胎具上钻与齿圈螺纹孔径向和周向相匹配的的螺纹孔(见图1)。
这样就会产生2个问题,一是当加工不同类型的齿圈时需要重新在胎具上钻螺孔,浪费大量时间,降低了齿圈的生产效率;二是现车间最大齿圈是RPG35-2403,直径为1 720 mm,而车间现有的胎具最大加工直径为1 600 mm,不能满足该齿圈的加工要求。
4 问题的解决
原胎具在一定程度上只能满足RPG33以下齿圈的加工,不适用于直径大于1 600 mm的齿圈,为提高装夹效率并解决其局限性,在此基础上做了改进,从而更加充分地发挥胎具的使用性能,改进的胎具如图2所示。

表1 夹具的选择及安装

图1 原胎具
改进设计后的胎具不再使用传统的螺纹孔,而是改用T形槽。T形槽的优势在于不受工件大小的限制,可以在机床加工范围内自由调节尺寸。相比于螺纹孔,大大节省了人力,减少了装夹时间。加工直径大于1 600 mm的齿圈,可以在胎具上增加6个630 mm长的T形块工装(见图3) ,用螺栓分别紧固在胎具的6等分位置上,使之成为可张式插齿夹具,扩大了插齿加工范围,解决了原胎具装夹加工的局限性。

图3 T形块工装
5 固定方式
胎具通过6个螺栓对工件进行固定,对于不在冲程加工范围内的工件,可以通过垫块调节,利用工作台上的T形槽、T形块,螺杆连接压板的形式来进行,即在胎具6等分位置上加T形块工装,使之紧固连为一体,增大插齿范围,从而满足加工条件。胎具改进之后,将原有的以螺纹孔固定方式改为在T形槽上方,用螺杆连接T形块,螺母压紧U形铁、等高垫块和工件的固定方式。以T形块方式固定工件,灵活性加强,不再只限于固定的尺寸,工件加工范围也可以在允许的范围内随意调节。T形块装夹示意图如图4所示。
夹具安装时,利用工作台面上的同心环形槽初步定位后,再开动圆周进给按钮,工作台快速旋转找正夹具。
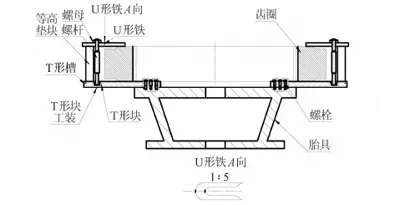
图4 胎具改进设计后的装夹示意图
6 结论
用T形块工装改进插齿胎具设计后主要有以下几方面作用:(1)增大了加工范围。1个胎具可以满足9个RPG系列共计18种齿圈的内齿加工,若齿圈直径不大于1 600 mm,可直接装夹,大于1 600 mm的,调节T形块工装即可完成加工,期间不用更换胎具;(2)节省了成本。不用为每种产品单独设计胎具,这种改进设计的可张式胎具互换性强,可节约成本约2万元;(3)最大限度地节省了劳动力,提高了生产效率。
[1] 冯宗青,辛 宁.齿轮手册[M].北京:机械工业出版社,1992.
[2] 张宝珠.制齿工的速成与提高[M].北京:机械工业出版社,2009.
[3] 机械设计手册联合编写组.机械设计手册中册[M].北京:化学工业出版社,1982.
[4] 齿轮制造手册联合编写组.齿轮制造手册[M].北京:机械工业出版社,1997.□
(编辑:缪 媚)
2095-5251(2016)06-0039-02
2016-05-24
陈 敏(1984-),男,本科学历,工程师,从事机械工艺设计。
TG61+3
B