西门子系统数控车床椭圆曲线回转曲面加工参数化编程探索
2016-06-24刘明玺
李 红 刘明玺
(西安铁路职业技术学院,西安 710014)
西门子系统数控车床椭圆曲线回转曲面加工参数化编程探索
李 红 刘明玺
(西安铁路职业技术学院,西安 710014)
摘 要:文章结合本人在教学过程中遇到的曲线回转表面加工问题,提出利用参数化编程方法解决任意形状椭圆曲线回转曲面零件粗精加工的通用解决方案。实践表明,这对于提高此类零件加工编程效率,指导编程人员完成不同形状椭圆加工编程,具有一定的实用价值。
关键词:数控加工 数控编程 R参数编程 椭圆曲线回转 表面加工
引言
数控车床在加工非线性曲线回转曲面时,由于机床系统没有适用的代码指令,通常在加工时需要通过算法研究,利用机床系统运算功能,结合零件加工精度要求,设置参数,实现零件表面的粗精加工。该过程编程方便,机床内存占用小,并可作为系统二次开发的形式固化存储于系统中随时调用,是编程人员解决此类问题的重要参考资料。
1 参数编程的特点
参数编程适用于不能用直线插补G01、圆弧插补G02 (G03)加工的、能够用数学公式描述的各种类型的非线性回转曲面加工。参数化编程可以满足不同精度要求的零件加工。由于曲线形状的改变,曲线回转表面的表面特征也在发生变化。因此,寻找一种通用的解决任意形状椭圆曲线回转表面编程的方法,对于解决椭圆曲线回转表面加工具有重要的借鉴意义。
2 椭圆曲线通用参数化方程及其加工编程走刀路线规划
2.1 椭圆曲线通用参数化方程
如图1所示,在回转轴线与椭圆a轴平行情况下,设(A,B)为椭圆圆心坐标,a为椭圆长轴,b为椭圆短轴,β为椭圆起始位置与终止位置对应圆心角,t为编程时的参数变量。当a、b、A、B、β的数值确定后,椭圆上某个对应于角度参数t的坐标就可以通过参数化方程确定。坐标点的数学表达式为:X(t)=A+bsin(t),Z(t)=B+acos(t)。
2.2 椭圆回转曲线加工编程走刀路线规划
为了保证曲面加工精度以及提高加工效率,防止加工过程刀具与工件已加工表面发生碰撞干涉情况出现,曲面在加工时选择的走刀路线为等距方式。每一刀均按照椭圆轮廓走刀,背吃刀量要根据毛坯大小确定,以防止切削力对加工精度的影响。精加工加工精度的确定要通过数学运算的方法,确定参数t的最小变化量。精度要求越高,参数t设置时变化量越小;相反,则越大。
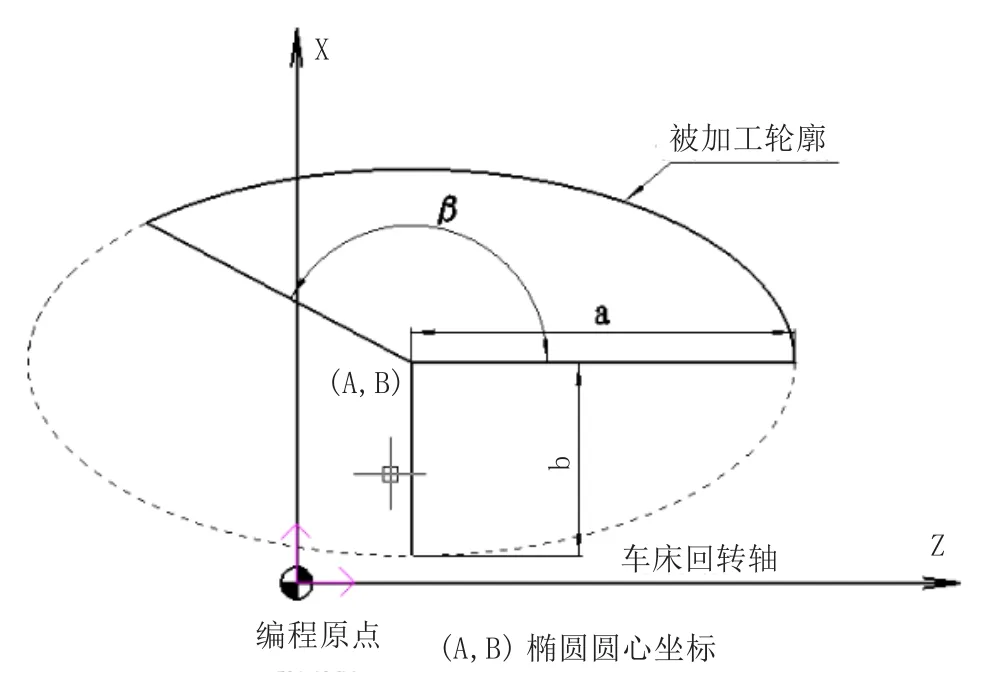
图1 椭圆曲线通用参数化模型
3 椭圆参数化编程过程
3.1 椭圆加工子程序
ZTY.SPF %椭圆加工子程序程序名
R8=R6 %R8参数赋初值,椭圆起点对应的圆心角
AB1∶R20=2*[R3+R2*SIN(R8)] %定义R20
R22=R4+R1*COS(R8) %定义R22
R21=R20+R19 %定义R21,X向坐标包括加工余量
G01X=R21 Z=R22 %刀具按直线插补走到R8对应的点
IF R7<90 GOTOF AB2 %如果椭圆圆心角小于90度,跳转至AB2
R17=2[R3+R2*SIN(R5)]+R19 %定义R17,椭圆弧终点X坐标
IF R17<R18 GOTOF AB2 %如果R17小于毛坯尺寸,跳转至AB2
AB2∶IF R21>R18 GOTOF AB3 %如果X坐标大于毛坯,跳转至AB3
R8=R8+R13 %角度变量加粗加工角度增量后赋值给R8
IF R8<=R7 GOTOB AB1 %如果角度变量小于等于椭圆终点对应的圆心角,跳转至AB1
AB3∶G91G01X10 %向X正向退刀10mm
G90G01Z=R1+R4 %Z向退刀至毛坯端面
M17 %子程序结束
3.2 椭圆加工主程序
TTY.MPF %椭圆加工主程序程序名
G90G54M03S1200F=R15 %R15为粗加工进给量
M6T1 %确认1号刀位刀具
R7=R5+R8 %定义R7,椭圆终点对应的圆心角
R9=2*(R2+R3+10) %定义R9,粗加工起点X坐标
R10=R1+R4+10 %定义R10,粗加工起点Z坐标
R19=R18 %加工开始时,加工余量为毛坯尺寸
G0X=R9 Z=R10 %刀具定位至粗加工起始点
AB4∶ZTY %执行子程序,按照椭圆轮廓进行粗加工
R19=R19-R11 %加工余量减少一次粗加工的背吃刀量
IF R19>R12 GOTOB AB4 %如果加工余量大于精加工的背吃刀量,跳转至AB4,继续执行子程序进行粗加工
G0X=R9 Z=R10 %粗加工结束,刀具定位至粗加工起始点
R13=R14 %将精加工的角度增量值赋值给R13
S1500F=R16 %定义精加工的主轴转速与进给量
ZTY %执行子程序,按照椭圆轮廓进行精加工
G0X100 %X方向退刀
Z100 %Z方向退刀
M5 %主轴停转
M30 %程序结束
3.3 不同参数条件下加工刀具路径、实体仿真后的零件外形图
椭圆中心与工件坐标系原点重合时,加工刀具路径、实体仿真后的零件外形图,如图2所示。长半轴尺寸为40,短半轴尺寸为20,圆心角120°,毛坯尺寸45mm,粗加工背吃刀量2mm,进给量0.2mm/r,角度增量1°;精加工背吃刀量0.5mm,进给量0.1mm/r,角度增量0.5°;G54中,Z向偏移40。

图2 椭圆中心与工件坐标系原点重合时加工刀具路径、实体仿真后的零件外形图
椭圆中心与工件坐标系原点不重合时,加工刀具路径、实体仿真后的零件外形图,如图3所示。椭圆中心坐标为(10,10),长半轴尺寸为40,短半轴尺寸为20,圆心角120°,毛坯尺寸55mm,粗加工背吃刀量2mm,进给量
0.2mm/r,角度增量1°;精加工背吃刀量0.5mm,进给量0.1mm/r,角度增量0.5°;G54中,Z向偏移40。
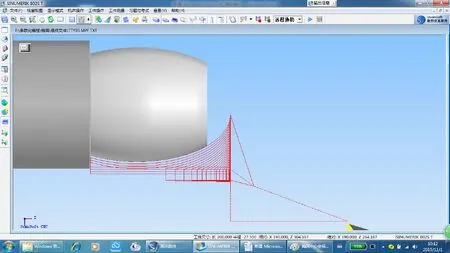
图3 椭圆中心与工件坐标系原点不重合时加工刀具路径、实体仿真后的零件外形图
4 总结
R参数编程过程简单,易于掌握。在编程过程中,它可以将曲线方程、数学公式等运用到程序中,利用逻辑运算、条件语句将复杂的运算过程转移给操作系统,这样使复杂问题简单化,便于解决工程问题,对生产具有重要的指导意义。
参考文献
[1]陈宏军.机械加工工艺施工员手册[M].北京:机械工业出版社,2008.
[2]薛峰.车工工艺与技能训练[M].北京:机械工业出版社,2008.
[3]刘明玺.数控车床编程与操作[M].重庆:重庆大学出版社,2013.
[4]SIEMENS CHINA.SINUMERIK 802S base line简明操作与编程[EB/OL].(2003-08-01)[2016-04-08].http∶//wenku.baidu. com/link?url=5Oqju9ajfH60KNZReuKXf0UYH7j-q4bB9AFf49Rc ZQvNlCqyrS7DWYDoj3jcM7Fkp7c2TUKPx1S9dUvy0IWWe7lmVDqwp UMrEMqHTLXCSy3.
The Exploration of Parametric Programming for The Machining of the Ellipse Curve of the SIEMENS System
LI Hong,LIU Mingxi
(Xi'an Institute of Railway Technology, Xi'an 710014)
Abstract:Combining curved surface of revolution processing problems I encountered in the teaching process, and propose solutions to the use of parametric programming of any shape elliptic curve convoluted part of the problem through rough finishing solutions for improving the efficiency of such parts machining programming guide programmers complete different oval shape machining program, has some practical value.
Key words:NC Machining,CNC P rogramming,R Parameter Programming, Nonlinear Curve Rotary, Surface Processing