轴套自动挤孔机设计
2016-06-24陆林杰韩立祥
陆林杰 韩立祥
(南京航空航天大学金城学院,南京 211156)
轴套自动挤孔机设计
陆林杰 韩立祥
(南京航空航天大学金城学院,南京 211156)
摘 要:轴套是机械产品中常用的零件,尺寸精度、形状精度和表面结构的要求都比较高,所以制造成本也相对较高。文中针对钢球挤孔工作效率低的缺陷,提出了一种高效率的轴套挤孔自动化装置,使挤孔过程实现自动化。该轴套挤孔主要由三部分组成,即工件流动系统、工具循环系统、喂料机构,将三部分的工作统一协调起来,组成轴套挤孔机的总体机构。
关键词:自动挤孔机 轴套加工 工件流动系统 工具循环系统
引言
轴套是机械产品中的常用零件,尺寸精度、形状精度和表面结构的要求都比较高,所以制造成本也相对较高。现在常用的加工方法主要是铰孔。铰孔的余量要求控制得比较严,质量也不是很稳定,铰刀的磨损也比较严重。在大批量生产的时候,一些工厂采用挤孔的方法,在油压机的作用下,直接用精度较高的钢球(孔的精度主要取决于钢球精度)挤孔。其工艺过程为:钻孔——扩孔——挤孔。对于精度要求比较高的孔,如IT6及其以上精度度要求的孔,还可以通过两次或更多次的挤孔去满足精度要求。挤孔又有两种方法,一种是用专门的挤孔工具去挤压,另一种是用钢球挤压。用钢球挤压孔的方法有四个工步:第一步是人工将工件放在工作台的合适位置并使之固定;第二步是人工将与孔的大小相适应的钢球放在工件待挤的孔的上口;第三步是人工操纵推杆下移,推动钢球对孔实施挤压;第四步是人工将工件从工作台上取下放在容器中。现有的轴套内孔的挤压加工通常是用这种方法。这种挤孔的方法工作效率较低,工人的劳动强度也较大。本文所说的自动挤孔机是针对上述人工操作的钢球挤孔工作效率低的不足,提供的一种高效率的轴套挤孔自动化装置,从而使挤孔过程实现自动化。
轴套挤孔主要由三部分组成,即工件流动系统、工具循环系统、喂料机构。将这三部分的工作统一协调起来,组成轴套挤孔机的整体。
1 工件流动系统
工件流动系统主要包括工件的喂料、工件的转位、工件的挤压和下料四个部分。工件的喂料是由喂料斗完成的。下文将按工件加工的一个循环过程来说明工件的加工全
过程。
工件的流动系统是由工作台的转动来实现的。工作台有四个工位,即装料工位、挤压工位、空位和卸料工位(见图1)。工件加工的一个循环过程由四次转动实现,每次转动工作台逆时针旋转90º,旋转工作台中除空位外的三个工位有不同的动作内容。
(1)喂料工位:工件的喂料是由喂料斗实现的。将待加工的工件放入喂料斗,工件从喂料斗的出口流出,沿工件滑道进入装料工位。
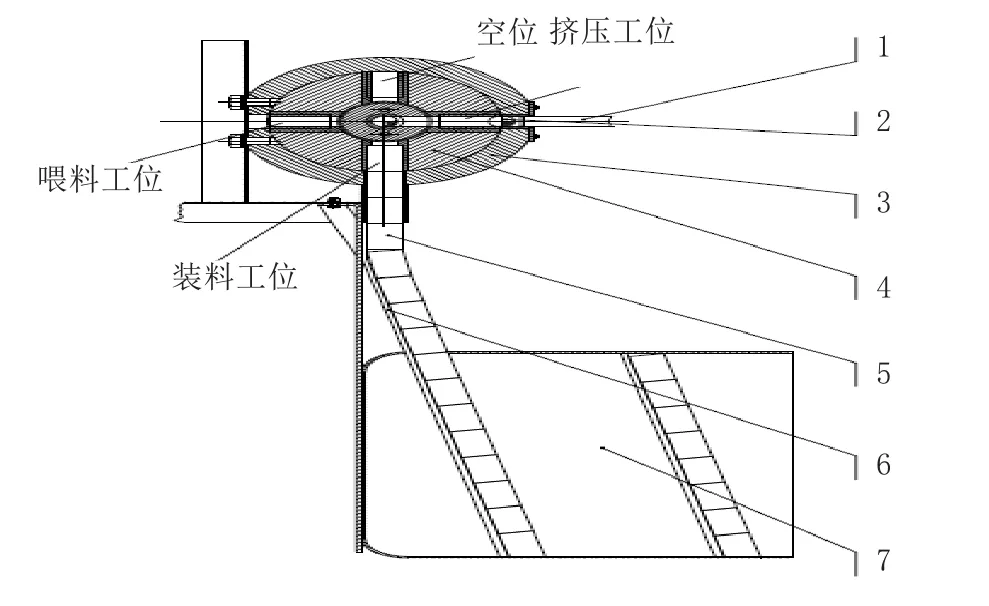
1.挤压杆;2.待挤压钢球;3.固定工作台;4.转动工作台;5.工件;6.工件滑道;7.喂料斗图1 工位示意图
(2)挤压工位:该工位在挤压油缸的作用下,挤压杆下移,推动挤压钢球下移,对工件进行挤压,完成对工件的加工。
(3)空工位:没有工步内容,是结构需要留下的一个空位。
(4)卸料工位:该工位工件在自重的作用下,流出转动工作台和固定工作台。
以上工作内容同步进行。工作内容完成后,转动工作台逆时针旋转90º,转动工作台内的工件同时旋转。卸料工位卸出工件后工位空出,旋转到喂料工位,接受喂料机的喂料;在喂料工位的工件转到挤压工位准备接受挤压加工;被挤压加工后的工件转到空位,为下一次旋转后进入卸料做准备;空位内的工件在转动90º后进入卸料工位,卸料工位的开口是向下的,在工件自重的作用下,工件流出工作台,完成工件加工的全部过程。
工件的转位是由转动工作台完成的。挤孔机有两个工作台,一个固定工作台和一个转动工作台,转动工作台套则在固定工作台的内部。转动工作台是在转动油缸的作用下推动转动工作台的旋转。转动工作台每次逆时针旋转90º,使四个工位都得到转换。
转动工作台的旋转是由转动油缸实现的。在工件进入挤压工位后。挤压杆在挤压油缸的作用下完成加工,挤压杆退回。在转动油缸的作用下,旋转工作台逆时针旋转90º,各工位的工件和旋转工作台一起进入下一工位。工件在各个工位的加工时间只有挤压工序的工序时间比较长,转动工作台的转动时间是由挤压工位的挤压时间来确定。具体的说,在挤压杆退出旋转工作台后,传感器给出信号,旋转油缸得到信号后开始工作,推动旋转工作台逆时针旋转90º,从而完成工件的流动。
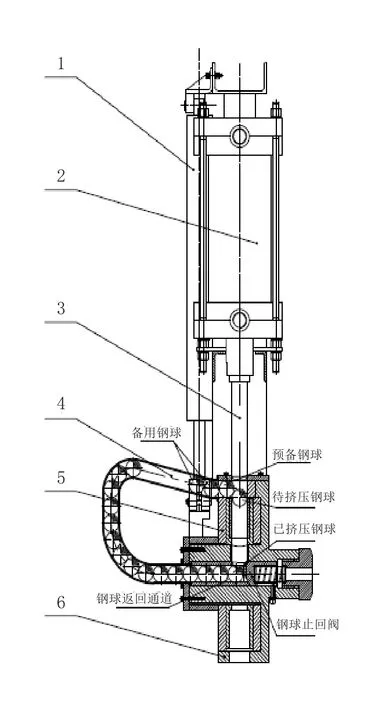
1.转动油缸;2.挤压油缸;3.挤压杆;4.钢球返回通道;5.旋转工作台;6.转动工作台图2 挤孔机构工作示意图
2 工具循环系统
轴套挤孔的工具选用了钢球,一方面节省了加工成本,同时也方便实现工具的循环。工具的循环在四个工位中只与挤压工位相关。在工件进入挤压工位后,在自重作用下,预备钢球进入挤压钢球的位置,并挡住后面的钢球不再前移,如图2所示。在挤压油缸的作用下,挤压杆下移,推动挤压钢球下移对在挤压工位的工件进行挤压。在挤压钢球挤出工件后,挤压杆继续下移,推动钢球下移,在钢球移到钢球止回阀的上斜面时,推动钢球止回阀右移,使钢球能够进入钢球返回通道,成为已挤压钢球,并推动前一次挤压的钢球在钢球返回通道内顺时针移动一个钢球的位置,进一步推动在钢球循环通道内最高处的钢球滚下来成为备用钢球。
在挤压杆推动待挤压钢球成为已挤压钢球后,挤压杆返回。钢球止回阀在弹簧的作用下左移,钢球止回阀的下斜面挡住已挤压钢球,使已挤压钢球不会退回去,而只能在钢球返回通道内移动。至此,钢球就这样循环运行。
在挤压杆返回并离开转动工作台后,给控制系统一个信号,让转动油缸的活塞杆伸出,推动转动工作台逆时针旋转90º,进入下一个工作循环。
用于控制两只油缸的工作控制系统和旋转工作台的定位机构比较简单,而喂料机是由专业厂商生产的外购件,本文中将不作介绍。
3 结束语
本轴套自动挤孔机结构简单,自动化程度高,同时避免了人工挤压时钢球有时会拿错造成产品的报废,也避免了钢球滚落地面造成安全隐患。经验证,本文的研究成果可应用于工业生产。
参考文献
[1]刘丹青.典型轴套类零件设计及加工工艺分析[J].赤子,2015,(24).
[2]张怀奎.轴套加工工艺分析和工装设计[J].机械,2013,(6):42-43.
[3]杨久书.薄壁轴套加工工艺及工装分析[J].新技术新工艺,2013,(5):18-19.
Automatic Sleeve Hole Extruding Machine Design
LU Linjie,HAN Lixiang
(Jincheng College of Nanjing Univers ity of Aeronautics & Astronautics, Nanjing 211156)
Abstract:Sleeve is a mechanical product used in the parts,size precision and shape precision and surface structure of the requirements are relatively high, so the manufacturing cost is relatively high. In this paper aiming at the d efect of steel ball extrusion hole work efficiency low, put forward a hi gh-efficiency sleeve extruding hole automatic device, the extrusion hole process automation. The shaft sleeve extruding hole m ainly consists of three parts, that flow system of workpiece, tools circulatory system,feed mechanism, the harmonization of the three parts of work up,consisting of sleeve extrusion hole machine of the overall structure.
Key words:automatic hole extr usion machine, shaft processing, tool workpiece flow system, circulation system