国内外全自动锻造生产线的现状及设计理念
2016-06-21钱浩臣曾琦北京机电研究所
文/钱浩臣,曾琦·北京机电研究所
国内外全自动锻造生产线的现状及设计理念
文/钱浩臣,曾琦·北京机电研究所
现代化的锻造生产要求实现生产线的柔性化,可快速实现多品种、多工艺的转换。在生产线联线设计时要考虑以上多种产品的物流和模具更换时的摆放,同时又能对整个锻造过程进行全程监控和管理。锻造自动化生产线中的锻造生产并不是孤立进行,而是针对不同产品、不同材质、不同炉号进行锻、热、表面处理一体化的设计。“一体化”设计主要体现在联线设计中不同产品物流方向、节拍控制、各监控单元的可协调性,并对可利用价值的能源进行合理匹配的精细设计和量化设计。根据订单来组织原材料,并进行锻造生产的全程监控与管理。
自动锻造生产线的目的
自动锻造生产线的目的是实现生产线的高效、高质、低成本、高可靠性、高安全性和信息化。高效即提高生产节拍和有效开工率,保证单位时间的产出;高质是提高锻造产品的质量,包括产品的尺寸精度、表面质量、组织结构、批首尾锻件的一致性等性能指标;低成本是指通过提高生产节拍和实现工艺的优化来降低单位产品能耗;高可靠性是指自动锻造生产线上每台设备和每个生产要素单元在额定开工期内能够可靠运行,不产生中断;高安全性主要是针对设备和人身安全而言,对于一条高效锻造生产线,速度决定了利润,但是速度也带来了安全隐患,想要消除安全隐患,必须采用多项安全措施保证生产线的安全;信息化是以信息化技术和智能化工具来提升生产力,形成具有庞大规模的、自上而下的、有组织的信息网络体系,从而带来锻造生产的革命性进步。
自动锻造生产线的分类
自动锻造生产线有多种分类方法,按其生产产品功能分:有单一产品的自动锻造生产线,如国内多条前轴自动锻造生产线,称为刚性功能自动锻造生产线;二是可以实现多种类型产品生产的自动锻造生产线,称为柔性锻造生产线。柔性锻造生产线按控制原理可分为刚性控制自动线和柔性控制自动线。
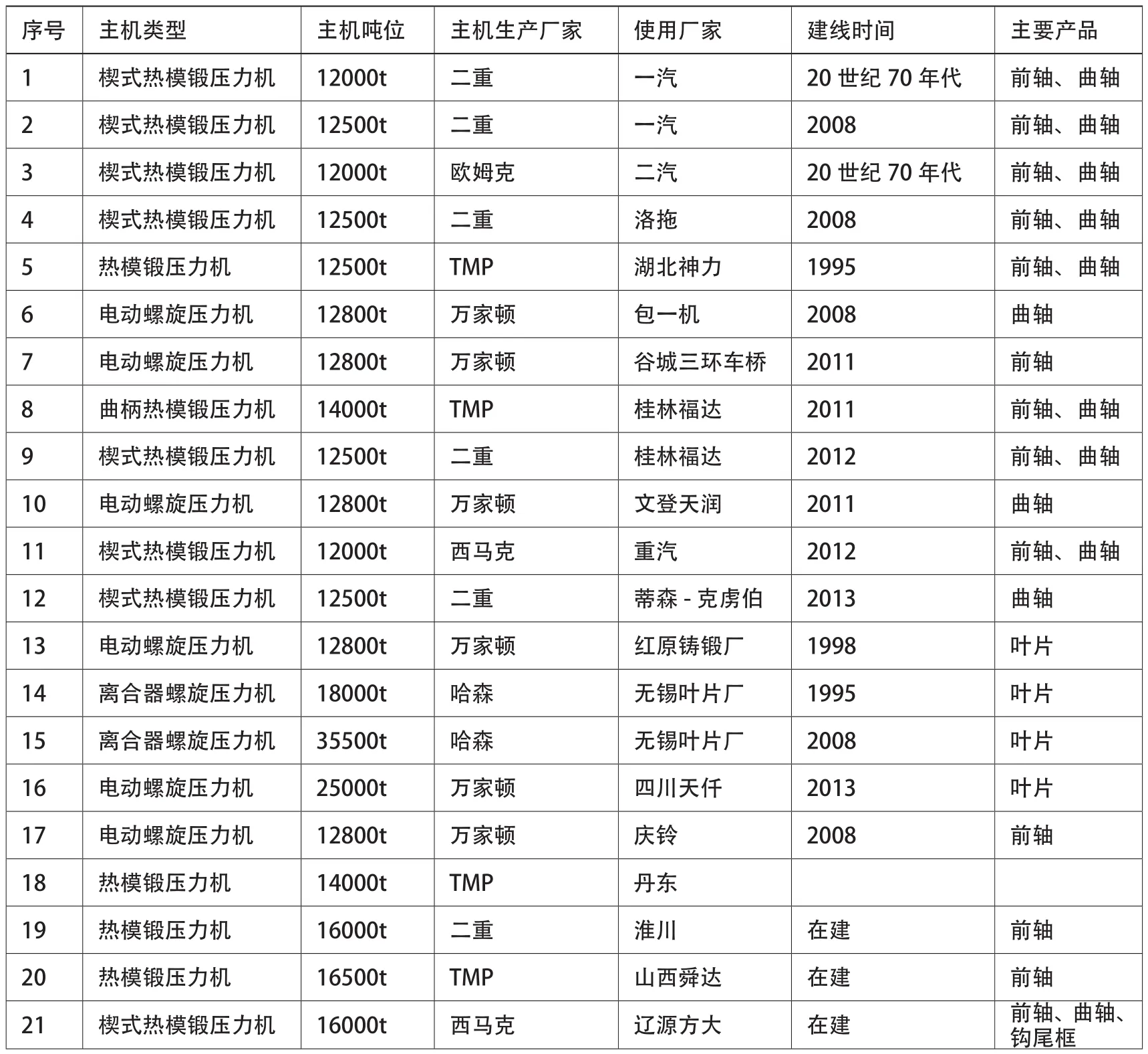
表1 国内现有的万吨锻造生产线
刚性控制自动线是指仅靠简单机械位置信号连接实现的生产线,这种生产线虽然能够自动进行锻件搬运和中转,但整个生产过程需要人工监控和干预,并且生产过程中任何故障都可能造成因每次全线停产而产生的大量废品。
柔性控制自动线不再是设备的简单衔接,而是设备的信息信号通过总控智能化处理后的柔性连接,并且通过对整个锻造过程进行全程监控和管理,有效在线识别并处理设备和模具故障,保证生产的正常运行。
表1为国内现有的万吨锻造生产线。
自动锻造生产线的设计
自动锻造生产线的设备配置
⑴下料及原材料的整理。
在传统锻造生产线的设计理念中,认为每条锻造线配置一台下料设备是一种浪费,但新型工业化企业理念是每天24h开机生产,尽量减少在线的生产准备工作,保证生产线最大开机量。在这个前提下,一条自动锻造生产线配置一台下料设备就不足为奇了,这样不仅可以减少坯料中转的工作量,减少下料和生产的不连续性脱离,而且坯料尺寸可以在总控智能化管理下随锻件体积变化而随机调整,同时使原材料的化学成分得到细分管理,为后续热处理和锻件的机械性能建立可靠的保证体系,尽可能减少废品。
下料后的坯料直接进入中频炉加热并进行后续生产,不同批次的来料型号将与锻件号一起记录,这样产品的质量可以追溯到原材料。此外,生产过程中也可根据产品抽检情况随时变更下料参数,保证最优下料尺寸。
⑵加热。
近年来国际上新建的生产线已经逐步往单排炉的方向发展,尽可能将中频炉功率开到满负荷,减少无功功率的出现。因为感应加热炉的能耗是自动锻造生产线中能耗最高的设备,其中10%的无功能耗几乎接近全线其他设备能耗的总和。
⑶锻后热处理。
为了减少能耗,提高生产效率,现代的生产线技术将锻造工序和热处理工序集成起来,充分利用锻后的锻件余热进行热处理,避免了锻件的二次加热,因此降低了能耗和生产成本。
对于非调质钢的锻件热处理而言,锻后将锻件悬挂在链式集散炉进行控冷处理,即在锻造后增加一条控冷炉;对于调质钢的锻件热处理而言,锻后进悬挂正火炉,锻件的心部温度小于600℃,即先升温加热到淬火温度进行淬火,后进回火炉,从而节省大量能耗。
⑷去除氧化皮装置。
在锻造生产过程中,中频加热后锻件表面会产生一次氧化皮,由于该氧化皮较厚,在后续工艺中不易去除,锻打过程中很容易打压嵌入到锻件表面,喷丸处理后,锻件表面就会形成凹坑,从而严重影响锻件的表面质量。但是,国外采购我国的锻件,均对产品的表面质量提出较高的要求,同时也对锻造生产提出了去除氧化皮的要求,可以说,加热后的坯料去除氧化皮是锻造的必然趋势。
⑸模具的清扫、冷却、润滑。
对于自动化锻造生产线而言,喷雾润滑是个难点,也是制约锻造线实现无人化的关键。喷雾润滑并不是简单地吹气、冷却和喷润滑剂,而是需要根据产品的模具形状、锻造中金属材料流动特点和模具的温升情况动态调整喷雾润滑参数,从而达到良好的冷却和润滑效果,保证自动生产线的顺利运行。
⑹快速转换模具机构。
对于自动锻造生产线而言,模具更换速度决定了生产线的模具切换速度,并最终决定了生产线的生产效率,因此,模具的更换方式是决定生产线设计是否合理的重要组成部分。
目前国外的先进锻造生产线基本上都已经实现了全线所有模具快速换模,根据生产线的规模大小不同,模具更换时间可控制在30~60min之间。但国际常用的快速换模方式是模具模座一起更换,这需要用户再投资一套模座,相对于用户而言将是一笔较大的投资。为了实现快速换模,又能达到投资最小化,可以采用仅更换模具的快速换模方式,这样用户只需准备一套模架、两套以上模具和一个用于模具预热的台车炉即可实现快速换模。
自动锻造生产线的控制
现场总线
制造技术的生产方式经历了手工→机械化→单机自动化→刚性流水自动化→柔性自动化→智能自动化的一个发展过程。现场总线技术将感知部件、各种操作终端和各单机设备控制器连接并集中至总控PLC进行统一控制。消除各单机设备的“自动化孤岛效应”,实现生产线的柔性化、智能化。
PROFIBUS是德国标准的现场总线标准。其中PROFIBUS-DP用于分散外设间高速数据传输,适用于加工自动化领域。PROFIBUSDP支持主―从系统、纯主站系统、多主多从混合系统等传输方式。PROFIBUS的传输速率在9.6kbit/s~12Mbit/s之间,最大传输距离在9.6kbit/s下为1200m,在12Mbit/s下为200m,可采用中继器延长至10km,最多可挂接127个站点。
现场布线路径复杂,使得PROFIBUS-DP总线绝对长度增加,对提高总线通信速率造成障碍;且现场存在多台变频器、伺服电机驱动器等谐波干扰源。针对上述技术难点,完善网络拓扑结构,合理应用,才能做到整个设备现场总线合理分配网段,根据设备类型和安装位置把生产线上总线设备分配到不同的网段,需要电气隔离的特殊设备分配到单独网段。
管理总线
现场总线统计的生产数据汇总上传给管理总线,管线总线是负责连接车间级生产线,并与企业ERP系统进行对接,实现在办公室对生产线的实时监控,打通企业管理与车间管理的信息纽带。管理总线包括产量统计、成本统计、质量统计、故障统计、工艺参数统计和生产管理等功能。
安全总线
在压力机与机器人这种高速重载,现场设备离散分布的复杂锻造环境下,一旦出现重大事故对人员和设备的伤害都是巨大的。基于欧盟最新安全标准,锻造生产线安全风险的评估如图1所示。S表示受伤害的程度,S1为轻伤,S2为重伤或死亡;F表示面临危险的时间和频率,F1为从无到经常发生,F2为从经常发生到持续发生;P表示避免危险的可能性,P1为在特定条件下可能避免危险,P2为几乎不可能避免危险。
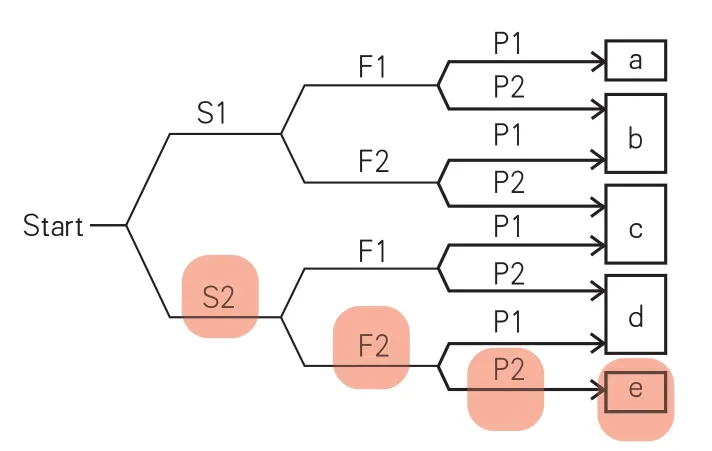
图1 锻造生产线安全风险评估
对于锻造生产线,根据安全风险评估标准评估如下:
⑴机器人能够击中人体,压力机可能切断手或手臂,导致重伤或死亡(S2)。
⑵生产节拍15~50s不等,一天24小时,意味着机器人平均32.5s搬运工件一次,压力机32.5s内工作一次到两次,潜在危险持续发生(F2)。
⑶机器人运动平均速度为900mm/s,压力机完成一次打击约为2s,操作人员几乎不可能避免此危险情况(P2)。
依据安全标准EN ISO13849-1,锻造生产线的危险等级为e级,因此安全控制电路的设计也要求为e级,要求能够及时检测出单一故障以防止安全功能的丢失;先前累计的故障不会导致安全功能的丢失。
因此模锻生产线采用了SAFTYBUS P安全总线系统。通过该安全总线可以将分散在现场的安全输入信号通过一根电缆集中至PSS主站进行控制,确保设备和人员的绝对安全。总控安全PLC通过该安全总线连接分布式安全输入/输出模块,安全模块以双回路的形式与各单机设备连接急停及安全门信号,并与现场的安全门锁、安全光栅、急停按钮连接。
远程监控
远程监控是现代锻造生产线的一个远程诊断和维护系统,它基于INTERNET和VPN技术,通过VPN网关连接到INTERNET进行远程连接,构建一个虚拟的局域网,从而可以按照局域网内部的访问方式来互相访问。
采用远程监控技术不仅便于企业管理者对生产进行监控,还便于生产线的总控工程师在生产线故障的第一时间连通生产现场,找出故障点和故障原因,及时为用户提供维护信息和帮助,保证生产快速恢复。

郭俊敏,锻造研发工程师。
