海水钻井液用疏水淀粉的研制
2016-06-18郑成胜徐运波
陈 健, 蓝 强, 郑成胜, 张 鹏, 徐运波
(中国石化胜利石油工程有限公司 钻井工艺研究院,山东 东营 257017)
海水钻井液用疏水淀粉的研制
陈健, 蓝强, 郑成胜, 张鹏, 徐运波
(中国石化胜利石油工程有限公司 钻井工艺研究院,山东 东营 257017)
[摘要]针对目前疏水改性淀粉合成取代度较低、反应时间较长等问题,本文研究以玉米淀粉为原料,制备疏水改性淀粉过程中pH值、反应温度、反应时间、淀粉浓度、琥珀酸酐用量等因素对取代度的影响规律。通过优化对比实验得到了最佳的工艺条件:pH值8.0、反应温度35℃、反应时间4h、淀粉质量分数40%、琥珀酸酐用量为淀粉质量的25%。在最佳条件下制得的琥珀酸淀粉酯的取代度为18.32%。研究发现,疏水改性淀粉有利于提高钻井液的抗温能力和护胶能力,同时具有很强的储层保护效果(加量超过3.0%,渗透率恢复值超过90%)。
[关键词]蜡质玉米改性淀粉;琥珀酸酐;反应条件;钻井完井液;储层保护效果
目前海水钻井过程中存在一种新型的暂堵技术,即疏水暂堵技术。该技术中的关键处理剂是疏水暂堵剂,其要求合成出一种具有自动降解功能的天然聚合物和疏水纳米碳酸钙的复合物。这种复合物的存在,能够增强暂堵层泥饼强度和疏水性,增强完井返排阶段油流的通过能力,后期能够实现泥饼自动解除功能。经调研发现,适用于储层保护的疏水改性淀粉是高取代度的琥珀酸淀粉酯。其制备方法一般有三种:湿法、干法、有机相法[1-5],但目前市面的琥珀酸淀粉酯的取代度不高(<8.0%),抗温能力低(<100 ℃)。因此,迫切需要合成抗温能力强、取代度高的琥珀酸淀粉酯。本文选用蜡质玉米淀粉作为主要原料,通过疏水改性,合成出不同疏水程度的琥珀酸淀粉酯,为疏水暂堵技术的形成奠定必要的基础。
1合成和表征方法
配制一定浓度的蜡质玉米淀粉乳液,升温至一定温度后,用质量分数为3.0%的碳酸氢钠溶液调pH至弱碱性,之后逐渐缓慢滴加OSA,用1.0%的氢氧化钠来保持体系的弱碱性。经过一段时间的酯化反应后,用3.0%的盐酸中和,直至其pH为6.5-7.0,用60%的乙醇溶液来洗涤,充分干燥后密封保存。
称量5.0g改性淀粉置于100 mL烧杯之中,加入一定量的无水乙醇。润湿10 min后,加入2.5 mol/L的盐酸-乙醇溶液25 mL,搅拌30 min后,加入95%的乙醇100 mL,继续搅拌20 min。将样品全部转移至砂芯漏斗,进行抽滤,用浓度为90%的乙醇进行洗涤,直至无氯离子为止(用硝酸银检验即可)。将抽滤后的样品放置于80 ℃的烘箱中干燥5 h后,称量最终样品0.5 g,加入到250 mL的锥形瓶中,并在锥形瓶中加入150 mL的蒸馏水,在沸水浴中加热,直至溶液完全澄清,在锥形瓶中滴入2滴酚酞(浓度1%),随即用浓度为0.05 mol/L的 NaOH溶液滴定至终点,根据下面公式进行取代度的计算:
DS=0.1624A/(1-0.2A) ,
(1)
A=C/W.
(2)
式中,DS为取代度;A为琥珀酸淀粉酯所消耗的氢氧化钠的量,mmol/g;C为氢氧化钠溶液的浓度,mol/L;W为淀粉酯的质量,g。
DS=162M/(210-201M) .
(3)
式中,M为琥珀酸酐占淀粉干样的质量分数。
2合成影响因素研究
2.1淀粉质量分数
在其他条件一定的情况下,改变淀粉质量分数,考察最终产物的取代度的变化,结果如图1所示。

图1 取代度随淀粉质量分数变化
由图1可以看出,当淀粉质量分数在25%~45%之间时,取代度随淀粉质量分数变化呈现增加后降低的趋势,在40%时达到最高(18.32%),之后取代度开始下降。这主要是因为OSA的酯化和水解是同时进行的,淀粉质量分数增加到一定程度,酯化相对于水解的比例就有可能增加。但相对而言,淀粉质量分数的增加又会提高体系的粘度,使得难以充分搅拌,酯化剂的分散程度就受到了较大影响,从而降低了OSA的分散,所以淀粉质量分数增加到一定程度后,其取代度会有所降低。
2.2反应温度
酯化反应温度的选择,以不引起淀粉糊化为前提。控制好反应温度,不仅可以提高琥珀酸淀粉酯的取代度,而且还能降低能耗及产品成本。控制其他条件不变,改变温度,考察温度对取代度的影响,结果如图2所示。

图2 取代度随反应温度变化
由图2可见,反应温度对酯化反应影响较大,随着温度的增加,从25 ℃增加至30 ℃时,其取代度有较大提高,取代度从12.79%提高到16.45%,当反应温度达到35 ℃,取代度达到了最大值,之后,再增加反应温度,取代度开始下降。酯化反应对反应温度相当敏感,该反应不属于自发反应,需要越过一定能垒,温度较低时,能垒的存在使得反应难以进行,随着反应温度的增加,OSA在水中的溶解度开始增加,同时其在淀粉乳液中的渗透能力有所增强,所以,开始时温度的升高有利于酯化反应向正向移动。但随着温度的增加,OSA的水解程度及其与碱试剂的反应程度也有所增加,这种现象有利于反应向反向移动,此时取代度是有所减弱的。因此适当的温度有利于提高淀粉乳液的分散,增强OSA的扩散,提高反应越过壁垒的能力,从而提高反应取代度,在该反应中的最佳反应温度为35 ℃。
2.3pH值
控制其他条件不变,改变反应体系的pH值,考察其对取代度的影响,结果如图3所示。
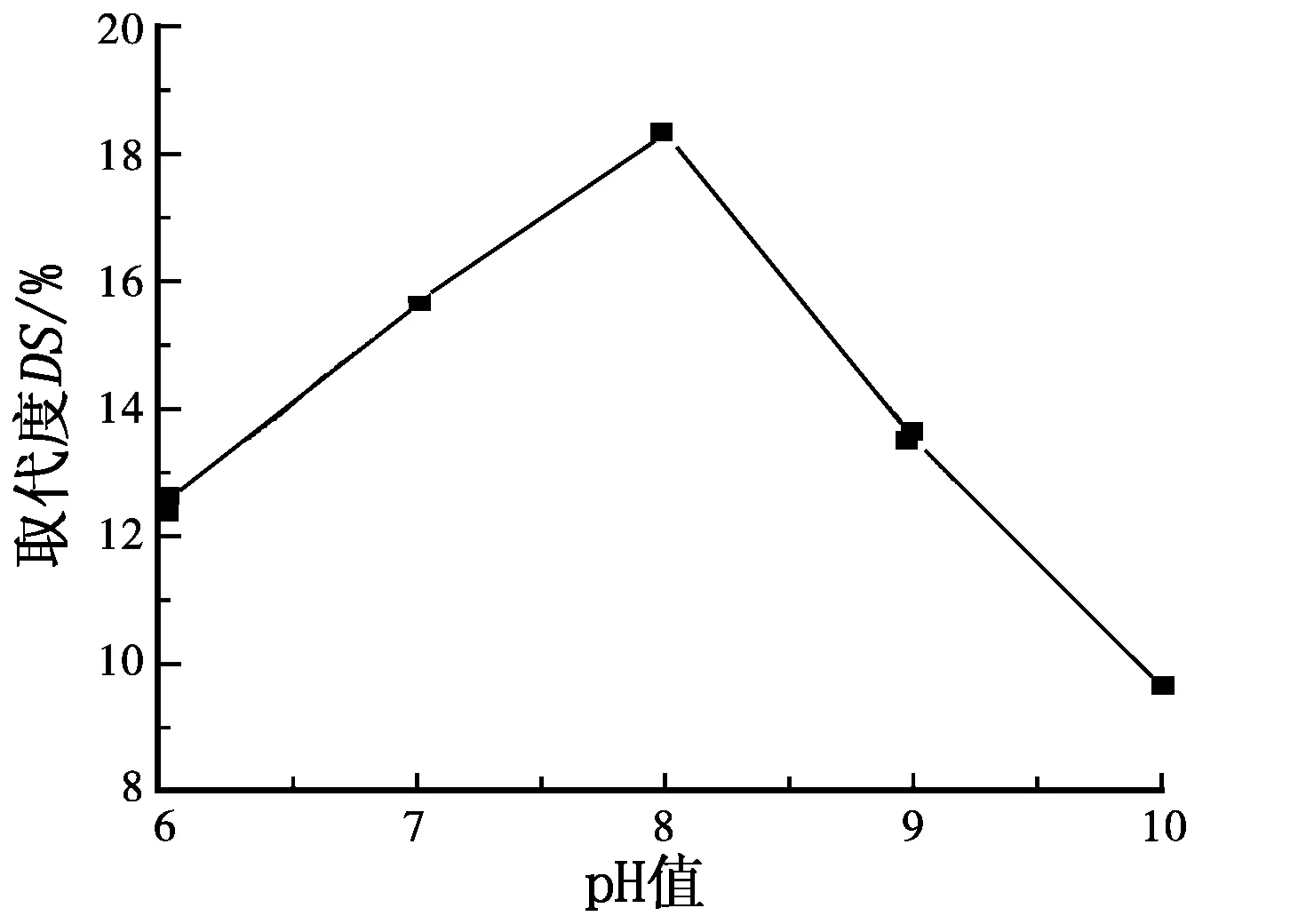
图3 取代度随反应pH值变化
由图3可以看出,随着pH值的增加,取代度有所增加,但pH增加至8之后,反应程度有所减弱,特别是pH高于10之后,其取代度降低更为明显。这主要是由于pH高于9.0时,琥珀酸酐就和OH-反应生成羧酸钠,从而导致了实际反应的琥珀酸酐质量降低,同时生成的淀粉酯酯键在碱性条件下极容易发生水解,造成脱酯严重,当pH增加到10之后,进一步加剧了淀粉的糊化反应,从而使体系的黏度急剧增加;当pH<8.0时,淀粉分子上的三个羟基没有得到足够的活化,与琥珀酸酐分子的反应难以进行,从而降低了其反应速率。因此,必须控制适当的pH才能制得高取代度的淀粉酯,在该反应中的最佳反应pH为9。
2.4反应时间
反应时间对琥珀酸酯的取代起着较为重要的影响,一般而言,反应时间越长,取代度越高,但是反应一定时间后,其反应速率降低,最终达到一个平衡值,因此,寻找合适的反应时间是工业合成的主要因素。控制其他条件不变,改变反应时间,考察其对反应取代度的影响。结果如图4所示。
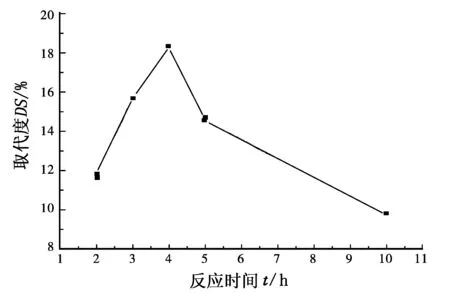
图4 取代度随反应时间变化
由图4可见,在2~5 h的反应时间内取代度经历了一个先增加后降低的过程,在反应时间为4 h时达到最佳。一方面,反应开始时主要以酯化反应为主,随着反应时间的增加,OSA的分散程度有所增加,反应充分。另一方面,反应后期自由OSA分子越来越少,反应以淀粉酯的酯键水解为主,这时候,反应时间越长,水解程度越高,此时取代度有所降低。
2.5琥珀酸酐用量
琥珀酸酐的用量只有在一定范围内,才能使反应时间最短,反应速度最快,反应最为充分。因此,控制其他条件不变,改变琥珀酸酐的加量,考察其对反应取代度的影响。结果如图5所示。
由图5可看出,OSA从质量分数的5%增至25%,取代度逐渐增大,在25%时达到最大,继续增加OSA的用量,DS反而下降,这主要是由于OSA不能在淀粉浆中很好的分散,导致反应效率急剧下降,即使延长反应时间也不能使OSA进一步发生反应,由此可见,高浓度的OSA试剂很难取得高的取代度,而OSA用量过低又不能满足淀粉疏水衍生物对
取代度的要求。

图5 取代度随OSA用量变化
3疏水改性淀粉对海水钻井液性能的影响
选取优化后的最优合成因素所制得的疏水改性淀粉,考察其在钻井液中的性能。
取新疆夏子街膨润土配成基浆:海水+4.0%膨润土+0.5%,静置老化24 h后备用。分别在基浆中加入质量分数为0.5%、1.0%、2.0%、3.0%和5.0%的HMS-1,考察其对钻井液性能的影响和储层保护性能的评价。用JHMD型高温高压岩心动态损害评价系统测岩心污染前后油相渗透率,根据渗透率前后的变化来评价钻井液保护储层的性能。岩心选用初始渗透率相近的模拟陶瓷岩心,初始气测渗透率(350~369)×10-3μm2、长度6.1 cm和直径2.51 cm。损害评价系统操作条件如下:污染时间125 min,设定压差3.5 MPa,设定围压3.0 MPa,污染压力6.0 MPa。其测试结果如表1所示。

表1 疏水改性淀粉HMS-1对钻井液性能的影响
从表1的结果可以看出,疏水改性淀粉HMS-1的加入,对钻井液具有很好的调节作用。在没有加入MHS-1之前,黏土水化结构被严重破坏,导致屈服值和初终切大幅度下降,实验数据显著表明基浆不能抗120 ℃。在加入0.5%的HMS-1之后,基浆的粘度得到大幅度改善,即使经过120 ℃/16 h老化后,屈服值仍有所保留(从5.5降到2.5),随着HMS-1加量增加,改善效果增强。当加量增加至5.0%时,120 ℃/16 h老化前后性能变化不大,这充分说明,疏水改性淀粉具有很强的抗温能力和护胶能力。同时,从渗透率恢复值效果还可以看出,随着HMS-1的加入,岩心渗透率大幅度提高,在加入0.5%的HMS-1之后,渗透率恢复值从41.2%增加至72.6%(老化后),提高率达到了76.2%,这充分说明疏水改性淀粉的加入能提高储层保护效果,而且随着HMS-1加量的增加,其储层保护效果就越加明显,当其加量超过3.0%之后,其渗透率恢复值超过了90%,证明了疏水改性淀粉具有非常高的储层保护能力。
4结论与建议
(1)该反应主要受到淀粉质量分数、反应温度、pH、反应时间和OSA质量分数等因素的影响,其中,温度和pH的影响最大,OSA质量分数和淀粉质量分数的影响次之,反应时间影响最小。最佳反应温度为30 ℃,当反应温度超过40 ℃时,会发生糊化;最佳的pH为8.0,当pH超过10之后,水解反应增强,反应逆向进行。
(2)获得琥珀酸淀粉酯的最佳合成条件:淀粉质量分数40%、反应温度35 ℃、pH值8.0、反应4h和OSA用量为淀粉干重的25%。在这种条件下合成出的琥珀酸淀粉酯的取代度高达18.32%,抗温超过150 ℃,接触角>90°。
(3)疏水改性淀粉的加入有利于提高钻井液的抗温能力和护胶能力,同时具有很强的储层保护效果(加量超过3.0%,渗透率恢复值超过90%)。
[参考文献]
[1]蓝强,郑成胜,徐运波,等.暂堵用疏水改性纳米碳酸钙的研制[J].钻井液与完井液,2013,30(4):1- 4.
[2]王凤平,张佳佳,陈美龄,等.辛烯基琥珀酸淀粉酯的合成与应用[J].粮油加工,2008,12(2):102-104.
[3]柳志强.辛烯基琥珀酸淀粉酯的制备、性质及应用[D].吉林:吉林农业大学,2002.
[4]卢时勇,钱俊青,邹小明,等.辛烯基琥珀酸淀粉酯的性能与合成方法[J].浙江化工,2004,35(2):15-17.
[5]高嘉安.淀粉与淀粉制品工艺学[M].北京:中国农业出版社,2001.
[责任编辑]印树明
[收稿日期]2016-01-15
[基金项目]国家重大专项课题(2016ZX05021004);中石化重点攻关项目(JP14013)
[作者简介]陈健(1987—),男,山东东营人,中国石化胜利石油工程有限公司钻井工艺研究院助理工程师,主要从事钻井液处理剂研制及现场应用研究。
doi:10.3969/j.issn.1673-5935.2016.01.007
[中图分类号]TE357
[文献标识码]A
[文章编号]1673-5935(2016)01- 0022- 04
