基于Partmaker的变导程螺杆的复合加工编程
2016-06-16章伟涌周旭丹
章伟涌 朱 丹 周旭丹
(绍兴职业技术学院,浙江 绍兴312000)
基于Partmaker的变导程螺杆的复合加工编程
章伟涌朱丹周旭丹
(绍兴职业技术学院,浙江绍兴312000)
摘要:概述了变导程螺杆特点与用途,指出了变槽变导程螺杆加工问题.通过PartMaker软件,给出了一种加工变槽螺杆方法.通过该方法所获取的数控加工程序进行了仿真检验,结果表明该方法有效地解决了变槽螺杆加工,并且取得了很高的加工编程功效.
关键词:变槽变导程螺杆;PartMaker;复合机床;NC代码;仿真
引言
随着注塑、食品、化工等新开发设备功能要求的提高,对一些零件的结构也提出了更高要求,如图1所示变槽大导程螺杆就是其中之一.这种螺杆因具有挤压性更好,出料连续和物料输送快等优异性能,渐渐受到重视而得到应用.但是,这种螺杆因其导程和槽宽连续均匀变化的特点,一般普通机床缺乏连续变速运动的功能,使得在普通机床上加工困难,不好操作,致使其应用受到了很大限制[1].
现代数控复合加工技术的应用,为这类变槽大导程螺杆零件的加工提供了一条新途径.本文运用PartMaker软件,着重研究了这种牙宽相等、槽宽均匀变化的螺杆加工,给出了一种可行加工方法.
1加工工艺分析

图1 螺杆图样
分析图1的变槽变导程螺杆,该螺杆的槽宽随着螺距变化而变化.在PartMaker环境中,导入该零件实体模型(如图2)所示.

图2 螺杆模型
根据该零件几何结构特征,确定工艺流程为:选择带C轴车铣复合机床,分别车削外圆和铣削变槽螺杆.
毛坯材料:选用圆棒料由于零件较长为减小加工引起的弯曲变形,在实际加工中可以采用尾架顶尖或副轴夹持.
机床设备:选择复合机床通过一次性装夹的方法,完成该零件的全部工序加工.
刀具选择:为减小和消除切削过程引起的径向变形,可选择90°偏刀车削零件外形.铣削螺杆槽时尽量选用大直径立铣刀,以提高加工效率,但保证刀具直径小于最小槽宽,PartMaker中以实现沿螺旋完成变槽铣削.
2选择加工策略
在PartMaker软件中,通过“文件”导入模型.点取工作界面“设置”图标,出现对话框,以工件右端面中点为加工坐标系,进入设置界面,设定加工时的换刀位置、毛坯参数,主、副轴设置等(如图3所示).
在面视窗列表,输入“右端外圆车削”选择“车削”加工策略;输入“变槽螺杆铣削”选择“柱面铣削”加工策略.
同样副轴夹持加工,在面视窗列表输入“左端车削”选择“车削”加工策略.

图3 加工策略设置
3提取几何特征
PartMaker采用“divide & conquer”(分割而攻克)编程策略专利技术,将复杂零件加工特征,分解为车削、铣削XY平面、铣削ZY平面、铣削圆柱体等十一种功能,大大简化了零件结构,使复杂零件编程不再是一件困难的工作.
3.1提取车削特征
在“面视窗列表”依据建立的加工策略提取零件特征.选择“右端外圆车削”为例,点击“提取车削几何形体”,完成该零件车削右端车削特征.同理,可以建立副轴控制的该零件左端车削几何外形特征.
3.2提取螺杆特征
在PartMaker中从模型提取螺杆特征,可通过“转换展开的几体形体”提取,将螺杆槽展开成几何形体曲线(如图4所示).
在面视窗列表中,选择以“铣削圆柱面”加工的“变槽螺杆铣削”工序.双击圆柱面,点击“曲面信息”对话框中的“转换展开的几何形体”按钮,展开变槽宽螺杆的几何形体特征曲线(如图4所示).
从图4可知螺杆槽展开为几何形体特征曲线组.分析得出,在空间实际它们是一条连续的螺旋特征曲线.通过PartMaker编辑操作工具,构成为螺旋闭合曲线即提取了变槽螺杆特征(如图5所示).

图4 螺杆特征提取

图5 螺杆特征
在PartMaker中将复杂的变槽螺杆加工通过提取特征方法来编程,有效地降低了人工编程的复杂刀位数据计算问题,大大提高了编程效率.
利用PartMaker仅简单的几步操作,即可提取零件几何特征.目前一般通用编程软件很难解决此类特征.运用PartMaker使整个过程操作简单、快捷高效[2].
4刀具路径生成
4.1车削刀具路径
取得零件特征后,方便了各加工策略生成刀轨.通过点取工作界面上“新的轮廓组”,点取“车削特征”出现右端外圆车削刀具路径(如图6所示).

图6 车削刀具路径
4.2变槽螺杆加工路径
在主菜单选取“零件特征”下的子菜单“新的轮廓特征”,出现“轮郭组参数”对话窗口,通过“实体提取参数”,获取螺纹槽深度,循环类型选取“型腔铣削”,选择¢10mm立铣刀,设定铣削步距取刀具直径40%,点取所构建特征曲线,生成铣削加工刀轨.在实体模型上,同时显现出刀具路径[2](如图7所示).
从刀具路径可以看出,运用PartMaker实现了沿变槽螺旋线加工路径,从而解决了变槽螺纹的加工编程,极大提高了加工质量和效率.
在PartMaker中零件的切削工艺数据(切削速度、进给率、每刀切深),通过工艺知识库文件,以选定毛坯材料自动计算主轴转速、进给率等来实现,用户选择工件材料之后,只需选择加工策略即可完成刀具路径,从而大大提高了编程效率.

图7 螺杆刀具路径
5生产工艺清单
完成零件刀具路径后,点击“产生加工表”取得生产工艺清单(如图8所示),PartMaker工艺清单列出所有操作,自动处理“保持最后切断”,“副轴加工完毕弹出零件”等操作.
加工清单中,针对零件加工每一操作,都有相应加工时间以及切削参数显示,加工用时一目了然,有利于快速准确地加工报价.当加工参数如主轴转速、进给值等需要调整时,只需要双击即可修改,工艺清单后面的数据会自动更新加工参数,重新计算出新的加工时间,而不需要重新进行设置计算,大大方便了整个零件加工工时的控制,从而进行准确细致的成本核算[3].
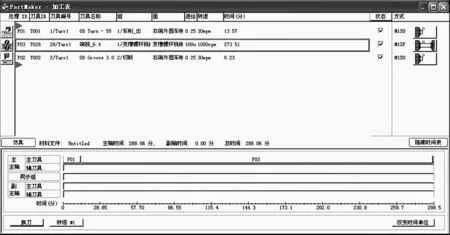
图8 加工表
PartMaker软件对较长零件加工,能直接通过尾顶尖或副轴夹持进行编程处理.在加工清单空白处点击鼠标右键,选择“插入材料控制处理”,弹出“材料控制处理参数”窗口,如图9所示,即可完成尾顶尖,或者副轴夹持设置.
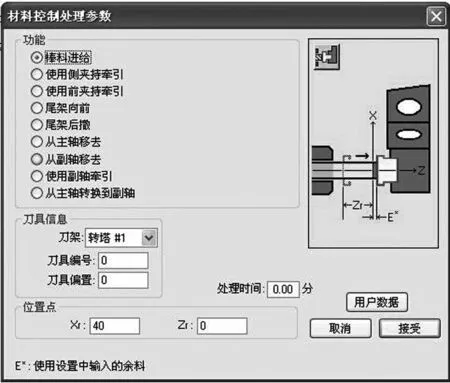
图9 材料控制
6仿真和后置技术处理
PartMaker通过机床加工仿真,便于检查程序程式,以及检验加工工序正确性.选择主菜单“仿真”下“仿真选项”子菜单,在弹出对话框窗口中选勾“√循环仿真”按“确定”开始仿真加工(如图10所示).
刀路产生后的仿真模拟,可以查看刀路是否正确,确认无误后,选择车铣复合机床模块后置处理器,后处理产生NC数控加工程序.下面为该零件部份加工代码:
%
O1234
(CREATED BY FANUC 18T TWIN SPINDLE DEMO POST PROCESSOR)
(T0101 OD TURN-55)
(T1001端铣_3)
G10 P0X0 Z-300.5
N1(外圆车削加工)
G97 S312 M13
G30 U0 W0 T0
G99 G0 X35.0 Z0
M10(HIGHT PRESSURE COOLANT ON)
G50 S5000
G96 S30
G71 U2.5 R0
G71 P26 Q28 U0 W0 F0.05
N26 G1 X0.
N27 Z-3.045
目前国内医学界所进行的氢分子领域对照及临床实验,大部分采用富氢源产品。富氢源支持氢生物医学科研已达数十项,同三十余家合作院校及科研机构开展合作,同泰山医学院的联合研究(代谢综合征)获得山东省科学技术进步奖,我国著名心血管病专家胡大一教授也是该公司产品的代言人。同时北京活力氢源饮品有限公司也发起成立了“中国医疗保健国际交流促进会氢分子生物医学分会”、“全国卫生产业企业管理协会氢医学健康产业分会”、“中国健康促进基金会氢分子生物医学发展专项基金”,为我国氢健康产业在学术交流、行业交流、团体标准制定、科研支持等方面做出了巨大的贡献。
N28 X34.00
N29 Z-215.0
N30 X57.963
M11 (HIGHT PRESSURE COOLANT OFF)
G30 U0 W0 T0
M1
M5 (SPINDLE STOP)
N2 (变槽螺纹加工)
G30 U0 W0 T0
T1001(端铣_3)
G97 S1000 M54
G98 M23
G0 Z-144.624 M23
X36.002
G19 C0.
C-140.0518
G107 C6.0
M10 (HIGHT PRESSURE COOLANT ON)
G1 X36.0003 F50.0
X26.003 F50.0
Z-139.232 C-205.1992F100.0
Z-139.002 C-207.7323
Z-138.746 C-210.5378
G03 Z-138.728 C-210.7327 R10.0
G01 Z-138.465 C-213.6364
G03 Z-138.424 C-214.0938 R10.0
G01 Z-138.16 C-217.032
G03 Z-138.098 C-217.7377 R10.0
G01 Z-137.836 C-220.7191
……………………………………(省略).
至此,完成了整个零件的编程加工工作.

图10 仿真加工
7结语
以上所述的是矩形牙变导程螺杆的加工,对于牙内表面为螺旋曲面,可通过成型刀具保证.通过多次循环切削直至牙槽深度.与传统螺纹加工方法相比,该方法适合变槽螺杆加工,且加工质量有着显著的品质优势.通过机床仿真可知,采用复合机床可实际解决此类复杂零件的加工.
参考文献:
[1]宣仲义,张棉好.基于MasterCAM9.0的变螺距螺纹数控编程[J].新技术新工艺,2009(4):22-24.
[2]章伟涌,周旭丹,程萍.基于PartMaker的多任务车铣复合加工编程[J].制造技术与机床,2013(7):127-130.
[3]樊铁锤.PartMaker助你提高零部件的编程效率和机床加工效率.[2014-12-2],http://www.mycimt.com.
(责任编辑鲁越青)
The Compound Programming and Machining of a Varying Pitch Screw Based on PartMaker
Zhang WeiyongZhu DanZhou Xudan
(Shaoxing Vocational and Technical College, Shaoxing, Zhejiang 312000)
Abstract:The paper briefs the characteristics and application prospects of the varying groove and pitch screw and points out the difficulties in making varying groove and pitch screw. The processing method is given by PartMaker software. Finally, the NC code acquired is verified by accuracy simulation in partMaker. The method solves the processing of varying groove and pitch screw, leading to high processing efficiency and good quality at the same time.
Key words:varying groove and pitch screw; partMaker; turn-mill machine; NC code; simulation
收稿日期:2016-03-01基金项目:浙江省教育厅科研项目资助(Y201431158).
作者简介:章伟涌(1963-),男,浙江诸暨人,副教授,研究方向:CAD/CAM设计与制造.
doi:10.16169/j.issn.1008-293x.k.2016.07.12
中图分类号:TG659
文献标志码:A
文章编号:1008-293X(2016)07-0058-05
