浅谈真空阀壳体自动化焊接系统
2016-06-16程健伟
程健伟 于 飞
(沈阳新松机器人自动化股份有限公司,沈阳110168)
浅谈真空阀壳体自动化焊接系统
程健伟于飞
(沈阳新松机器人自动化股份有限公司,沈阳110168)
摘要:文章简要介绍了真空阀门的壳体自动化焊接系统的设计,通过系统的网络化、信息化及柔性化设计解决了真空阀壳体的焊接通用性、产品质量、焊接变形量等问题,减轻了工人劳动强度,提高了生产效率,并且通过有效的装夹设备,提升了壳体的焊接质量。
关键词:自动化工装夹具通用性真空阀壳体机器人焊接
引言
真空阀是用于真空设备中的阀体,而壳体是真空阀中最主要的结构件,它要求的精度很高,焊接变形量要越小越好。以往的此工件的焊接在全国范围内都是用人工来完成,焊接的工作夹具也是手动形式;如此,不仅工作的效率比较低,工件的质量、精度、一致性都难以保证,造成工件的废品率比较高,这就造成了企业生产的成本高了很多。
因此,本文介绍的真空阀壳体自动化焊接系统是我们根据目前真空阀企业现状进行的一次工厂自动化的提升,其综合应用了工业计算机控制技术、传感器技术、总线技术、数据采集技术、气动技术及机器人焊接等先进技术开发研制而成。
1 真空阀壳体自动化焊接系统的整体工艺及布局
(1)整体工艺的规划。工序1(根据生产计划,配料)--工序2(壳体面板等焊接)--工序3(壳体法兰等焊接)--工序4(入库)
(2)整体布局。真空阀壳体自动化焊接系统布局图如图1所示:

图1
真空阀壳体自动化焊接系统由送料车、焊接机器人、焊接工装等组成,总体布局根据产品种类尺寸以及现场空间而设计,布局合理,紧凑。
2 真空阀壳体自动化焊接系统的系统组成及功能
真空阀壳体自动化焊接系统主要由物料小车、焊接机器人系统、壳体焊接工序一、壳体焊接工序二、电控系统、安全防护系统、检测系统等组成。其主要的功能在于,减少人员在焊接过程中的工作量,提高工作效率,提升产品品质,实现真空阀壳体的焊接自动化,通过机器人以及旋转的自动化焊接夹具,配置相应的电控系统,实现壳体的高精度焊接工作。
3 真空阀壳体自动化焊接系统的整体方案概述
工序1:在实际生产过程中,工序1是配料的过程,此过程根据生产任务,人工配料,通过物料小车运送到工序2。
工序2:壳体进行焊接时采用夹具转进转出的方式进行,当焊接进行时,人工同时安装另一套壳体零件,节省了安装的时间,提高焊接工作效率。该结构通过底部气动旋转结构,实现两套夹具间的转进转出的运动。在回转支撑上部,中央设置有挡光板,防止在焊接时伤害操作员的眼睛。每套夹具通过伺服电机驱动,带动夹具在任意角度的旋转,方便机器人在任意角度的焊接。
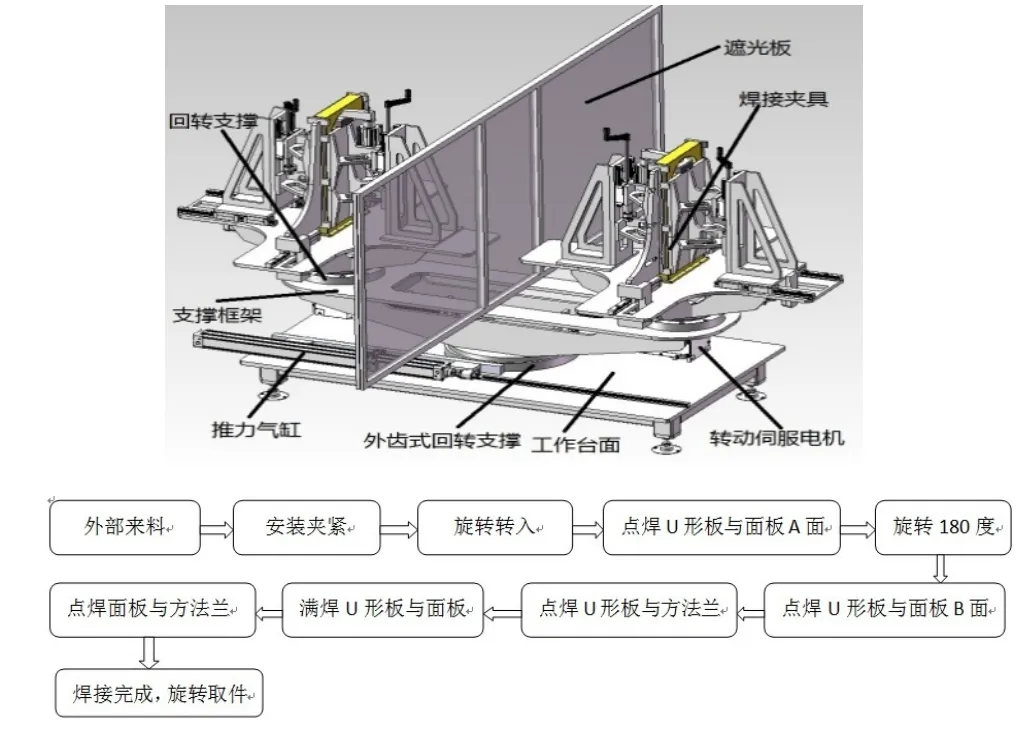
图2 工序2焊接旋转工作台及流程图
工序3:壳体进行焊接时采用夹具转进转出的方式进行,方式与工序二相同。每个夹具及防护设计也与工序二统一。具体形式如图所示:

图3 工序3焊接工作台及流程图
其他:
(1)检测系统。检测系统主要功能为检测工装夹具加持过程中的尺寸精度,以及焊接过程的尺寸变形曲线,同时检测成品最终尺寸,确定产品是否合格。检测系统贯穿在整个焊接工序的过程中。
(2)安全系统。安全系统采用各类的传感器以及安全光栅等,确保人员进出的安全以及机器人焊接过程中的弧光保护以及有害气体保护。有害气体采用封闭整个焊接区的方式,在封闭间顶部采用引风机进行除尘。
4 真空阀壳体自动化焊接系统的控制系统组成模块
控制管理系统主要包含下列模块:
(1)管理和监控系统模块。管理和监控系统由管理计算机和监控计算机组成,主要对生产线上的设备进行实施监控、信息的采集、存储、统计与管理。方便操作工人录入检测数据和管理人员能够实时了解生产过程的数据。
(2)输送系统控制模块。输送系统控制模块主要用来控制工作夹具旋转的驱动电机,挡停装置等。根据传感器发送给PLC的指令控制输送系统驱动电机的启动停止,以及挡停装置的升降机升降机的举升和下降,实现夹具旋转的精确定位。
(3)机器人焊接控制模块。机器人焊接控制模块主要用来控制焊接过程中机器人焊枪精确定位及行走路线等的执行元件,根据PLC模块的指令,按照程序控制机器人焊接元器件执行工作。
(4)性能检测控制模块。性能检测控制模块主要用来控制检测系统的各种检测元件的精确定位,传感器的信息采集及反馈,根据PLC反馈信息,检验产品检测结果,并将检测结果通过以太网上传给管理计算机。
(5)壳体标识自动识别、打印系统模块。每一个壳体采用唯一的标识,在壳体焊接开始前,标识识别系统根据壳体焊接物料上的条码进行自动读取信息,根据读取的信息确定壳体焊接应用程序及各工位检测结果识别。
(6)数据库存储分离模块。壳体在焊接及检测任一环节过程出现不合格,数据库会将不合格品分配给不合格品数据库,不合格壳体标识并返回装配工位进行下线,待调整好后再次上线,保证每一个产品都有数据可查。
5 结论
在真空阀壳体自动化焊接系统的研发和设计过程中,通过综合运用计算机控制技术、传感器技术、总线技术、数据采集技术、柔性化焊接夹具技术、气动技术等先进技术,成功解决了多品种壳体自动焊接生产、实时在线检测及等关键难题,同时提高了企业的生产效率以及产品的质量,这在国内相关行业中还是首次,通过实际的生产应用,得到了较好的实际反馈,为以后真空阀的自动化焊接领域提供了有价值的参考,具有重要的示范价值和推广意义。
参考文献
[1]李绍炎.自动机与自动线[M].北京:清华大学出版社,2007.
[2]卢玉明.机械设计基础[M].北京:高等教育出版社,1999.
[3]谢诚.检验夹具设计[M].北京:机械工业出版社,2000.
[4]朱耀祥.蒲林祥.现代夹具设计手册[M].北京:机械工业出版社,2009.
[5]张维哲.304不锈钢薄板激光焊接技术研究[D].工程科技Ⅰ辑,金属学及金属工艺.2009.07.
[6]张晨曙,叶建雄,尹懿,张丽玲.焊接自动化中传感器的应用[J].材料工程(2012年06期).
[7]蒋力培,王泽,俞建荣,陈武,黎杰.组合式焊接自动化控制系统[J].焊接学报.1994年04期.
[8]何富其.基于PLC的自动化控制系统的配置及组态分析[J].控制技术(2011年06期).
On the Vacuum Valve Housing Automated Welding Systems
CHENG Jianwei,YU Fei
(Shenyang New Song Robot & Automation Co., Ltd,Shenyang 110168)
Abstract:This paper briefly describes the design of the vacuum valve housing automated welding systems, through the network, information technology and flexible design of the system to solve the welding universal vacuum valve housing, quality of products, the amount of welding deformation problems, reducing worker labor intensity, improve production efficiency, and through effective clamping devices to improve welding quality housing.
Key words:automation, fixture, versatility, vacuum valve, housing, robotic welding
