压缩机干气密封故障分析与解决方案
2016-06-16韩战勋张秀萍
韩战勋张秀萍
(1.中石油独山子石化分公司乙烯厂,新疆独山子833699;2.新疆轻工职业技术学院,乌鲁木齐830021)
压缩机干气密封故障分析与解决方案
韩战勋1张秀萍2
(1.中石油独山子石化分公司乙烯厂,新疆独山子833699;2.新疆轻工职业技术学院,乌鲁木齐830021)
摘要:本文通过对压缩机机组干气密封失效分析后,详尽的说明干气密封开车失效的几个重要原因,从改造干气密封结构、增加干气密封面DiamondFace涂层、开停车等几个方面给了指导性的建议,从而避免干气密封失效的情况发生,确保顺利开工。
关键词:干气密封弹簧跟随性低速盘车DiamondFace涂层
引言
中石油独山子石化公司新建百万吨乙烯核心设备裂解气压缩机组,该机组引进西门子厂家,机组功率5.6万千瓦,一台透平驱动三台压缩机(四台单机均重上百吨,体积庞大,结构复杂),三台压缩机密封均采用博格曼公司设计的带中间进气串联式结构的干气密封,2009年9月开工该机组开始运行。该机组为百万吨乙烯的心脏设备,它的开机决定着整个百万吨乙烯所有下游装置设备的开机,该机组的平稳运行保障着整个独石化百万吨乙烯的经济效益。
1 干气密封失效情况介绍
2011年8月压缩机组停机,该机组停机期间只进行了轴瓦检查。9月准备开机投干气密封系统时,低压缸驱动端(DE)主密封气排放压力建立不起来(低于0.07 MPAG)。初步判断密封失效,随即将驱动端密封更换。压缩机再次准备启机,密封气系统投用,所有排放压力均在允许范围内,压缩机盘车,汽轮机暧机。按开车曲线要求,压缩机升速至1600rpm后要保持2.5h。下一个保速点是3070rpm。升速过程中,高压缸驱动端(DE)主密封气排放压力低压联锁(低于0.07 MPAG)停机。立即重启汽轮机,升速至1600rpm,一切正常。在升速时,高压缸驱动端主密封气排放压力再次低压联锁停机。摘除联锁报警,再次重启汽轮机,升速至1600rpm,高压缸主密封气排放压力正常,但在升速时,主密封气排放压力再次建立不起来,继续升速,主密封气排放压力仍建立不起来(正常范围0.17±0.1 MPAG)。根据2009年9月首次机组开车高压缸非驱动端干气密封主密封气排放压力低压联锁停车和对干气密封的解体检查(二级密封损坏),初步认定干气密封二级密封面损坏,干气密封系统所有其它值均在操作值范围内。最后决定停机,更换三台压缩机所有干气密封。
2 干气密封解体检查情况
在干气密封拆卸的过程中发现二级出口的腔体中有大量碳环材质的碎屑,通过对干气密封解体发现二级密封面损坏严重(见图1),证实以上的初步分析是正确的。并且均是二级密封面损坏,形成共性。

图1 干气密封二级密封动静环损坏
对于干气密封一级密封检查发现密封面情况较好,但靠内径处(对应一级静环的内径处与一级动环的内径处)有一整圈清晰可见的磨痕,见图2。

图2 干气密封一级密封动静环
对于密封的损坏原因厂家也没有明确说明,导致干气密封失效的因素很多,仔细检查二级动静环面发现动环表面磨损严重,坑糟很深,静环断裂细纹很多,材质变酥。
3 机组干气密封工作流程介绍
该压缩机组分为高、中、低三个缸,共六个干气密封均采用国外某公司生产的带中间进气串联式结构形式,结构见图3。

图3 带中间进气串联式干气密封结构
以机组低压缸为例,缓冲气是工艺气经过简单过滤后C2组份气体(包括C2H4、CH4、H2),设定值为0.452MPAG,内侧介质气0.03MPAG,缓冲气压力高于介质气压力,有效的阻止介质气进入密封侧。主级密封气(一级密封气)是工艺气经过过滤后C2组份气体,过滤精度更高,只能通过3μm的气体,设定压力为0.75 MPAG,高于缓冲气0.3 MPAG,阻止缓冲气进入密封侧。主密封气形成一个压力稳定和洁净的气体,气体通过主密封面(第一密封面)经过截流降压,只有少量的气体泄漏。二级密封气(N2,设定压力为0.33 MPAG)进入后,大部分通过迷宫密封会同主密封泄漏的少量气体混合从一级出口去火炬燃烧(混合气压力称为主密封气排气压力,混合气体在理论设计上为0.17 MPAG),而少部分二级密封气经二级密封面截流降压而微量泄漏。分离气(N2,设定压力为0.15 MPAG)向里侧(介质侧)进入与二级泄漏的少量氮气混合放空,向外侧则被分离气气封组件的两个碳环密封住,整个系统运行起来阻止了工艺介质气泄漏到大气侧,同时有保证了阻止二级密封气N2进入到工艺气体当中。
4 干气密封失效原因分析
(1)密封结构设计不合理。带中间进气串联式干气密封分为一级密封与二级密封,结构见下图4。

图4 一级与二级密封静环处密封设计
从图4中发现一二级静环处密封环结构不同(一级密封静环处密封为骨架唇封,二级密封静环处密封为O形圈),从图上看一级密封弹簧的跟随性与骨架唇封没有关系,二级密封弹簧的跟随性与静环处密封为O形圈有直接的关系,二级静环处O形圈密封圈阻力不同导致弹簧跟随性不好。从密封拆检分析我认为此次密封损坏原因为:在机组停车时,透平低速盘车转动(0.18RPM,最小开启转速150RPM)冷机3~5天过程中,二级密封动静环摩擦不均匀(二级静环处O形圈密封圈阻力不同导致弹簧跟随性不好),造成二级密封面损伤,开车时密封面不能形成气膜,二级动静环干摩擦导致密封损坏。
(2)盘车时间过长与转速过高。操作期间,密封腔内充压,一级密封(工艺侧)充工艺气,二级密封(大气侧)充氮气见图5。密封座表面和密封面上的压力,工艺侧的压力会降到与主排放气压力相同,大气侧的压力会降至与大气压力相同。差压越高,会将密封面顶抬得越好(密封面分开的越好),在开车时这种顶抬作用对密封面有较好的正面影响。表面之间几乎没有接触的状态才是静态条件下最佳。

图5 干气密封充压图解
本例为LP端压力设定点。此种情况下,工艺侧密封面的差压比大气侧的要高。在慢速盘车中,较高的差压会有助于顶抬密封表面。主气排放气中的流量和压力主要依靠流经迷宫密封的氮气流提供。主气排放线中若没有流量或流量很低,则说明二级密封(大气侧)出故障,或流量控制单元出故障。
在数据监测中了解到,在压缩机停车时,为了冷却压缩机,连续盘车72小时,转速为1.7RPM。查不出系统充压数据,但假定工艺侧为最大动态压力,大气侧为图纸规定的正常压力。另外,压缩机盘车条件下转速曾高达2.5 RPM,但查不出这一转速条件下的时间周期。高、中、低压缸的三种规格干气密封,其连续盘车转速在图纸中均规定为0.18rpm。也就是说,所有六个密封在停车和开车时盘车转速都已超标。在非常低的转速(小于0.1r/s)情况下,干气密封面一般会接触上,会导致密封面相互干磨。载荷条件和密封面质量(六个干气密封面未经涂层,下面介绍)就成为密封面磨损的决定因素。盘车条件下,密封面磨损的风险很大程度上取决于转速高低,转速要保持在最低转速为好。另外,密封面压力若经控制,会提高操作可靠性,会减少密封面接触力度。图6为干气密封连续盘车运行时间及不同的转速对比。

图6 干气密封连续盘车运行时间
从图6可以看出,转速越低,接触式运行时间就越长。另外该机组运行的6个干气密封没有DLC涂层,低速盘车更不易过长。在上面的分析中,我认为低速盘车时间过长与盘车转速过高,这一因素是最重要的一条。
(3)火炬气压力有波动影响二级密封气压力。该机组停车后两小时,火炬线内仍有波动。因为没有流速,无法确定波动量。可以假定波动量在±0.7bar左右,即差压量可能达1.4bar,见下图7。

图7 火炬气压力波动图(停机时)
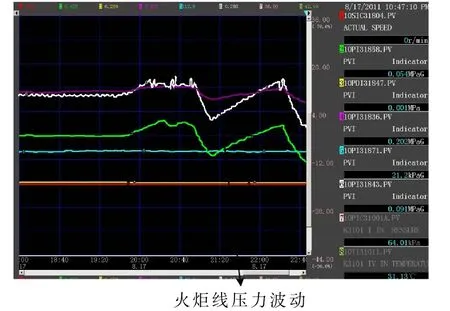
图8 工艺气体压力波动图(四天中)
火炬线中这种波动振荡直接影响到大气侧的二级密封。二级密封在(大气侧)振荡压力负荷下导致连续盘车状态下的最大盘车运行时间减少。从监测数据上看有四天时间的火炬线中波动现象。另外发现有其它问题,见上图8。
白色线为火炬,红紫色线为氮气,绿线为提高迷宫密封压力的工艺气。该线加压的原因尚不明确,火炬线中控制阀PDV31832的操作状态也不明确,这两条线的压差为0.3bar。压力波动也可能是由工艺造成,但此时的压缩机应该也已经泄完压。连线盘车时若火炬线中有压力振荡,也会影响二级密封(大气侧)的性能。必须要检查主气排放线中的止回阀。
5 防止干气密封失效的解决办法
(1)结构改造。建议对干气密封二级静环O形圈结构进行调整,改成标准的PTFE设计(骨架唇封),使二级密封弹簧的跟随性完好,在机组停车低速盘车冷机过程中,让二级密封弹簧在一个圆周面上各点弹簧应力相同,均匀跟随静环,使静环在盘车过程中均匀接触动环。而O形圈密封圈阻力不同(一个圆周上各处的阻力不同)导致弹簧跟随性不好,从而导致动静环接触不均匀,在停机盘车过程中造成二级密封面伤害,开车时密封面不能形成气膜,二级动静环干摩擦导致密封损坏。建议厂家立即对二级密封O形圈结构进行调整并实验,杜绝O形圈结构带来的密封失效情况的再次发生。
(2)控制盘车转速。连续盘车时,盘车转速要保持在最低转速,严格按照操作规程进行操作。对于盘车的转速和时间严格控制,若可能,不要超过0.2rpm。盘车在非常低的转速(小于0.1r/s)情况下,干气密封面一般会接触上,会导致密封面相互干磨,转速越高干气密封面破坏的风险越大。二级密封气的压力要严格保证和控制,最大限度内减少密封面的接触力度。
(3)使用带有涂层干气密封。订购在密封面带有DiamondFace涂层或DLC涂层的干气密封(此机组的6个干气密封动静环面均不带DiamondFace涂层或DLC涂层),并更换所有不带DiamondFace涂层或DLC涂层的干气密封。该密封厂家对不同尺寸的干气密封做了试验,干气密封为DiamondFace涂层与DLC涂层,见下图9。可见相同转速下,未涂层的干气密封累计盘车小时要低的多。同时盘车速度越低,盘车累计小时数越高。

图9 干气密封涂层类型与盘车时间
(4)杜绝管网压力影响。要避免火炬线中压力波动对二级密封气的影响。从上面分析中可以看出在低速盘车中火炬线管网中的压力对机组二级密封气压力产生影响,影响直接导二级密封密封面的接触力度,加上二级密封O形圈设计的缺点,则增大的二级密封损坏的风险,所以要对机组混合气去火炬的止回阀进行检查,确保管网压力对二级密封的影响。
6 小结
通过以上分析,对此机组干气密封失效问题上我们可以从以上几个方面确保干气密封的再次失效,在停机与开机过程中制定严格的操作规程,严格操作。
参考文献
[1]博格曼干气密封报告(2011年11月21日)
[2]干气密封开车故障初步分析(成都一通密封有限公司2011 年10月2日)
[3]乙烯裂解气压缩机干气密封失效分析(大连华阳光大密封有限公司2011年10月3日)
Failure Analysis and Solution of Dry Gas Seal of Compressor
HAN Zhanxun1,ZHANG Xiuping2
(1.Ethylene plant of PetroChina Dushanzi Petrochemical Corp, Dushanzi 833699;2.Xinjiang Institute of Light Industry Technology, Urumqi 830021)
Abstract:This paper analyzes the failure of a factory compressor unit dry gas seal, provides several reasons for the failure, and gives some instructive advice on dry seal structure transformation, increasing the sealing surface DiamondFace coating, startup and shutdown, thus avoiding the dry gas seal failure, ensuring compressor unit startup smoothly.
Key words:dry seal, the following behaviors of spring, low speed turning jacking, Diamondface layer
