蜂窝结构三维纺织品的复合工艺开发
2016-06-06龚小舟裴鹏英
龚小舟, 华 婷, 裴鹏英, 李 宇
(武汉纺织大学 纺织科学与工程学院, 湖北 武汉 430200)
蜂窝结构三维纺织品的复合工艺开发
龚小舟, 华 婷, 裴鹏英, 李 宇
(武汉纺织大学 纺织科学与工程学院, 湖北 武汉 430200)
针对具有蜂窝状结构的三维纺织品在复合工艺中存在难以成型、脱模困难的问题,拟采用对传统手糊工艺和真空辅助树脂传递模塑(VARTM)工艺进行改进的方法,对这种结构的纺织品进行复合工艺的新开发。在上述2种传统复合工艺的基础上,采用不同材质的支撑物将平面织物塑造成立体结构的蜂窝材料或对树脂注入口的位置、数量进行调整,制备出5组试样。结果表明:采用手糊工艺制成的蜂窝结构复合材料的厚度误差可达60%以上,得不到理想的试样;但采用VARTM工艺再结合石蜡作为结构内部支撑材料并采用水浴加热,可成功地制备出蜂窝结构复合材料。
蜂窝结构织物; 手糊工艺; 真空辅助树脂传递模塑工艺; 复合材料; 三维纺织品
蜂窝复合材料具有质量轻,比刚度与比强度高,隔热,隔音等优点,可用于航空航天、汽车、建筑等多个领域[1-2]。目前的蜂窝复合材料大部分是蜂窝夹层复合材料,例如:Nomex®纸质蜂窝。蜂窝夹层复合材料是以蜂窝芯和软质或硬质面层材料复合经热压而成[3]。加工时将织物或平面材料分层叠放,在相应的部位黏合,经过定型制成蜂窝状材料。这种方法制得的材料处于高温高湿环境中或承受交变外力时,黏接处容易开裂,从而材料的性能将会大幅下降。有研究表明,三维纺织复合材料作为一种新型的具有优良性能的复合材料,从根本上解决了层压和铺层复合材料存在的分层问题[4]。同时,三维纺织复合材料中的机织复合材料具有很好的防弹、抗冲击性能[3]和低速耐冲击性能,可用于更多的领域,因此,如果采用机织方法直接织成三维结构的蜂窝织物,再经过树脂复合固化后所获得的蜂窝状结构复合材料有望从根本上克服现有蜂窝材料在黏结处易开裂的现象,大幅提高蜂窝材料在不同服役环境中的表现[5-8];但这类三维纺织品在复合过程中存在成型困难的问题[9]。有报道指出,三维纺织复合材料预制件的复合固化工艺和传统复合材料的复合固化工艺存在不同,三维纺织复合材料预制件是一个三维整体的结构,此类预制件不可能用浸有树脂的纤维来织造,也不可能在织造完成后用传统的复合固化工艺得到复合材料[10],因此,对于蜂窝结构这种多孔且复杂的构件,要将其撑开并保证固化后脱模成功,变得更加困难。
本文采用机织的方法制备整体一次成型的蜂窝结构三维织物后,在下一步的复合成型工艺中,通过对手糊和真空树脂膜传递工艺进行改进,寻找出一种针对蜂窝结构织物本身特点的复合成型工艺,以制备具有立体结构的蜂窝复合材料。
1 实验部分
1.1 主要原材料
实验采用的织物为3层蜂窝结构棉织物,尺寸为长15 cm×宽15 cm,撑开后的棉织物结构见图1。由于棉纱的可织性能较好且同环氧树脂的结合力强,故织物中采用的经纬纱均为56 tex的棉纱。同时,在复合工艺中,采用的树脂为环氧树脂(E-51)、固化剂为三乙烯四胺、环氧树脂活性剂、脱模剂。且分别采用了直径为12 mm的铝管、棉纱和石蜡作为支撑材料。
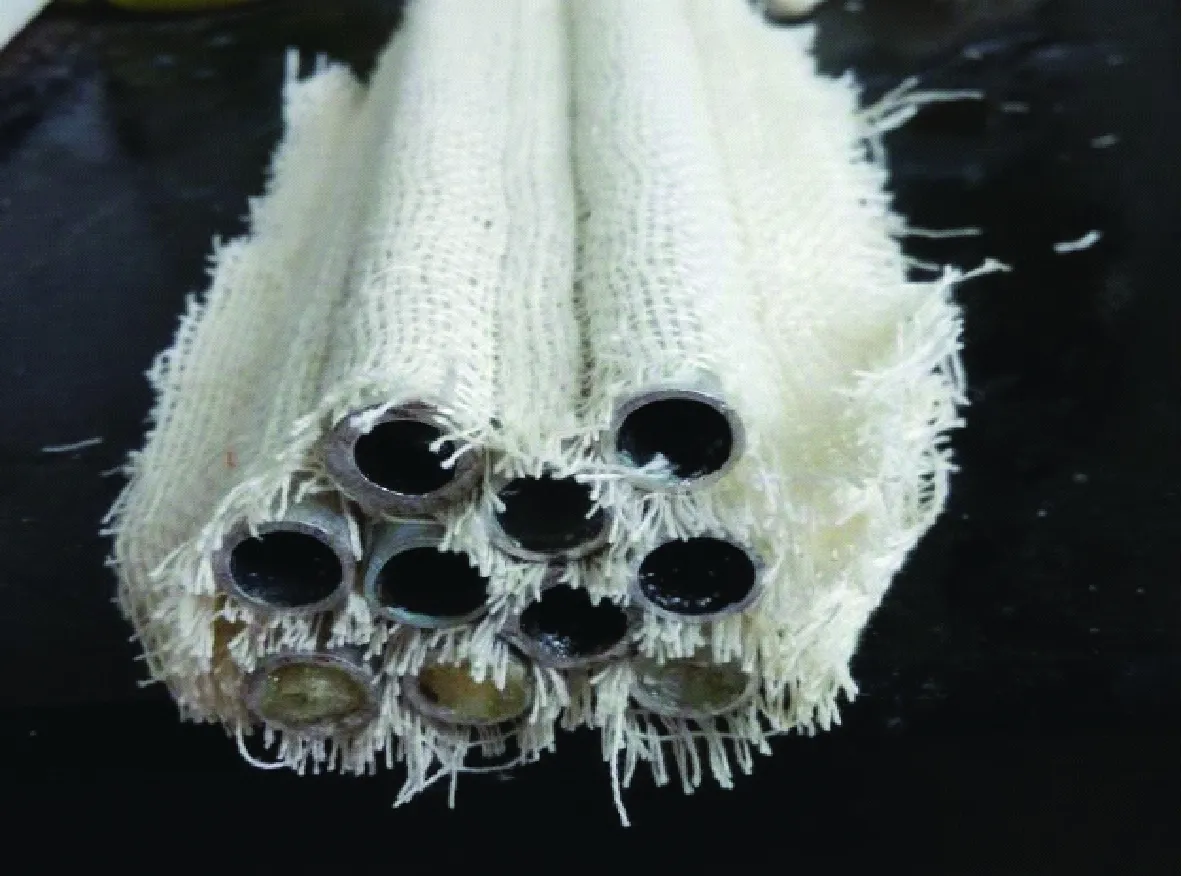
图1 撑开后的蜂窝棉织物
1.2 主要复合工艺设备
手糊复合工艺实验平台为自己搭建,简单的示意图如图2所示。在真空辅助树脂传递模塑(VARTM)工艺中,所采用的抽真空装置为旋片式真空泵(型号为 XZ-1A,温岭市力拓有限公司),配合真空干燥箱(型号为DZF-6050,上海索谱仪器有限公司)。

图2 手糊复合工艺平台示意图
1.3 实验总体设计方案
采用5种复合成型工艺对蜂窝结构三维纺织品进行定型,以探索不同工艺方法对这类结构织物成型的可行性,其总体的实验设计方案如图3所示。
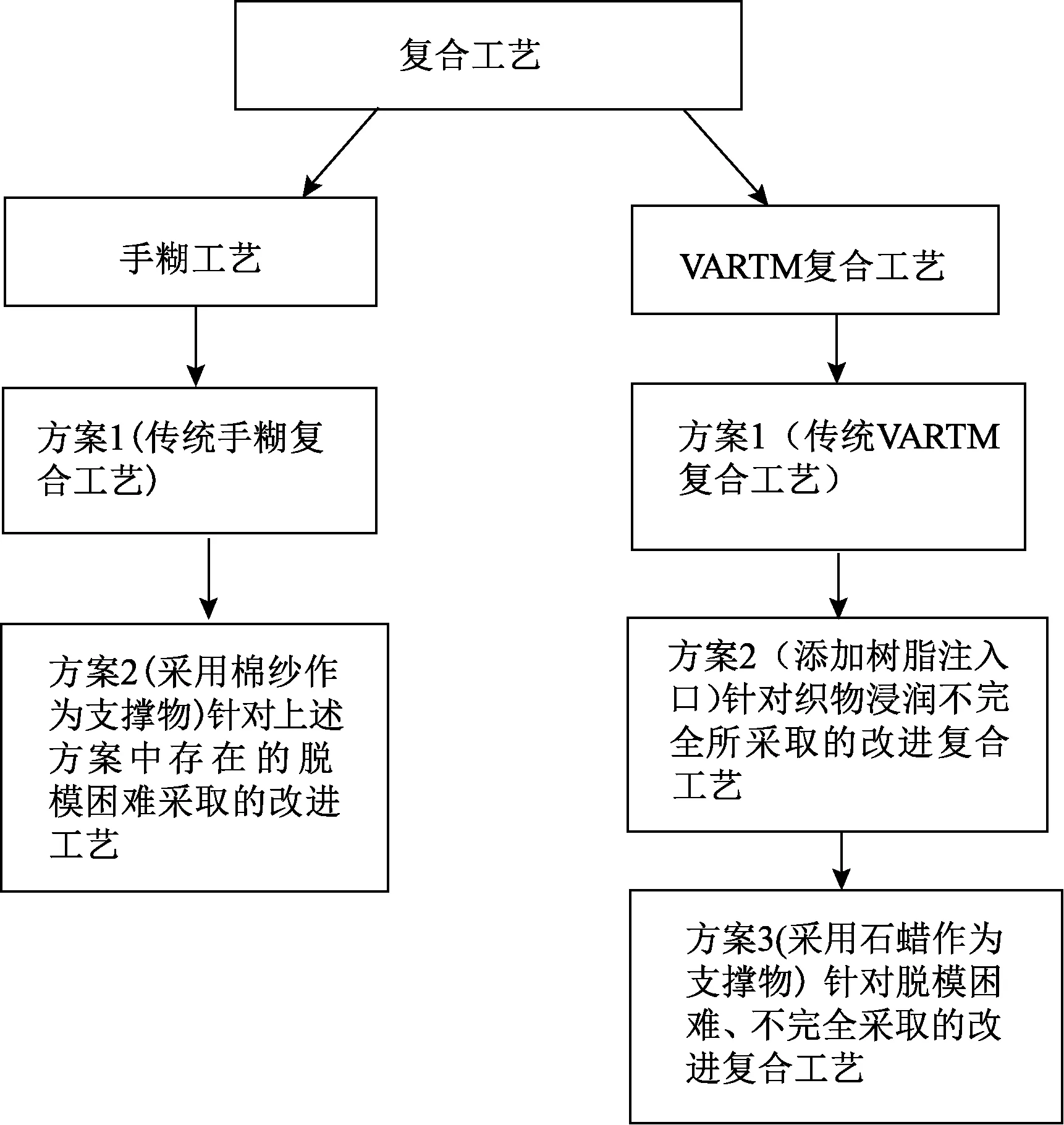
图3 实验总体设计方案
1.4 手糊工艺方案
1.4.1 方案1(传统手糊复合工艺)
采用传统手糊复合工艺对蜂窝三维纺织品进行复合处理。用铝管作为支撑物,先对铝管喷涂光漆,再涂抹脱模腊进行铝管表面处理,将处理后的铝管插入蜂窝织物的孔洞中,将带有铝管的织物静置于实验台上,从织物上表面浇灌树脂(环氧树脂与固化剂的体积比为9∶1)直至树脂覆盖整个织物表面并渗透,多余树脂从织物下表面流出。将浸润后的带有铝管的织物首先在室温下固化24 h后,再置于真空干燥箱中干燥4 h。
由于环氧树脂的黏度较大,对织物浸渍困难,所以后期所有实验都在树脂中添加了活性剂,环氧树脂与活性剂的体积比为10∶1。
1.4.2 方案2(采用棉纱作为支撑物)
为满足蜂窝立体结构的要求,将织物撑开,采用与织物组成原材料相同的棉纱作为支撑物,将纱线穿入蜂窝织物最上层和最下层表面的每个孔洞中,然后将纱线的两端固定在手糊复合工艺平台的支架上,通过调节支架的高度将织物打开。然后再使用调配后的树脂对织物进行浇灌,其后期固化过程与上述方案1相同。
1.5 VARTM工艺方案
1.5.1 方案1(传统VARTM复合工艺)
此方案中,支撑蜂窝立体结构的材料选用铝管,首先在铝管表面进行了喷光漆再涂抹脱模蜡处理,然后,将铝管插入蜂窝织物的孔洞中,并将带有铝管的蜂窝织物整体挪放至VARTM实验台进行织物外部密封处理。随后,将调配后的树脂(环氧树脂、固化剂、活性剂的体积比为90∶10∶9)经真空泵压力抽入密封室内,当树脂沿织物表面流过并浸润织物后,再将试样放置于室温下固化24 h,并移至真空干燥箱中最后烘干4 h。
1.5.2 方案2(添加树脂注入口)
实验所用的三层蜂窝织物(单孔直径为12 mm),其撑开后织物总厚度可达36 mm。若通过1个树脂注入口灌注树脂,很难确保树脂对织物的充分浸润,因此,又添加了1个注入口,并根据文献[11]指出的“带有厚度的织物在浸渍期间,树脂流优先渗透表面,并同时沿渗透预形件厚度方向流动”,将2个注入口的位置均设置于织物表面附近。
1.5.3 方案3(采用石蜡作为支撑物)
在上述方案2(添加树脂注入口)的基础上,又将石蜡作为支撑物(代替铝管)插入蜂窝织物的孔洞中,并进行VARTM复合。待织物固化后,用80 ℃的水浴锅对织物进行水浴加热,将石蜡熔解,制备带有孔洞的蜂窝复合材料。
2 实验结果与讨论
2.1 手糊工艺
2.1.1 传统手糊复合工艺结果分析
从传统手糊复合工艺制备蜂窝复合材料的过程中发现,抽离支撑物(铝管)的时间对于最终样品的成型非常关键。若抽离铝管时间过早,树脂仍未完全固化,织物结构还未稳定,复合材料的立体结构不完整,出现结构上的变形;若抽离铝管时间过迟,则树脂完全固化后,铝管表面易于织物黏结固化,难以脱模。通过前期对铝管抽离时间的摸索,发现当浸润有树脂的织物在室温下固化24 h再干燥4 h后,其抽离效果较好。
图4示出蜂窝复合材料当铝管抽离时间过早时的织物结构。在树脂的重力作用下,织物产生变形。从图中可看出,原本为圆形的蜂窝孔洞变形为不规则多边形。
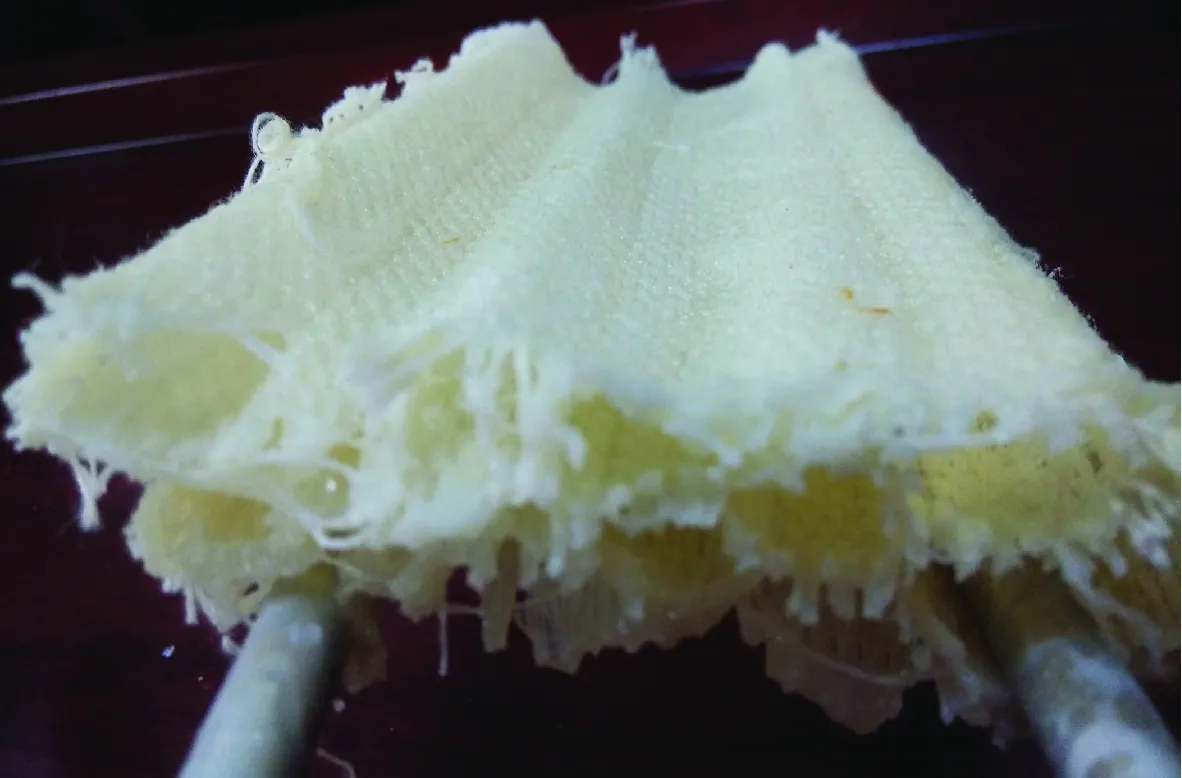
图4 不规则蜂窝复合材料
2.1.2 采用棉纱作为支撑物的结果分析
当采用棉纱作为支撑物对蜂窝织物进行复合处理后,所制备的样品如图5所示。
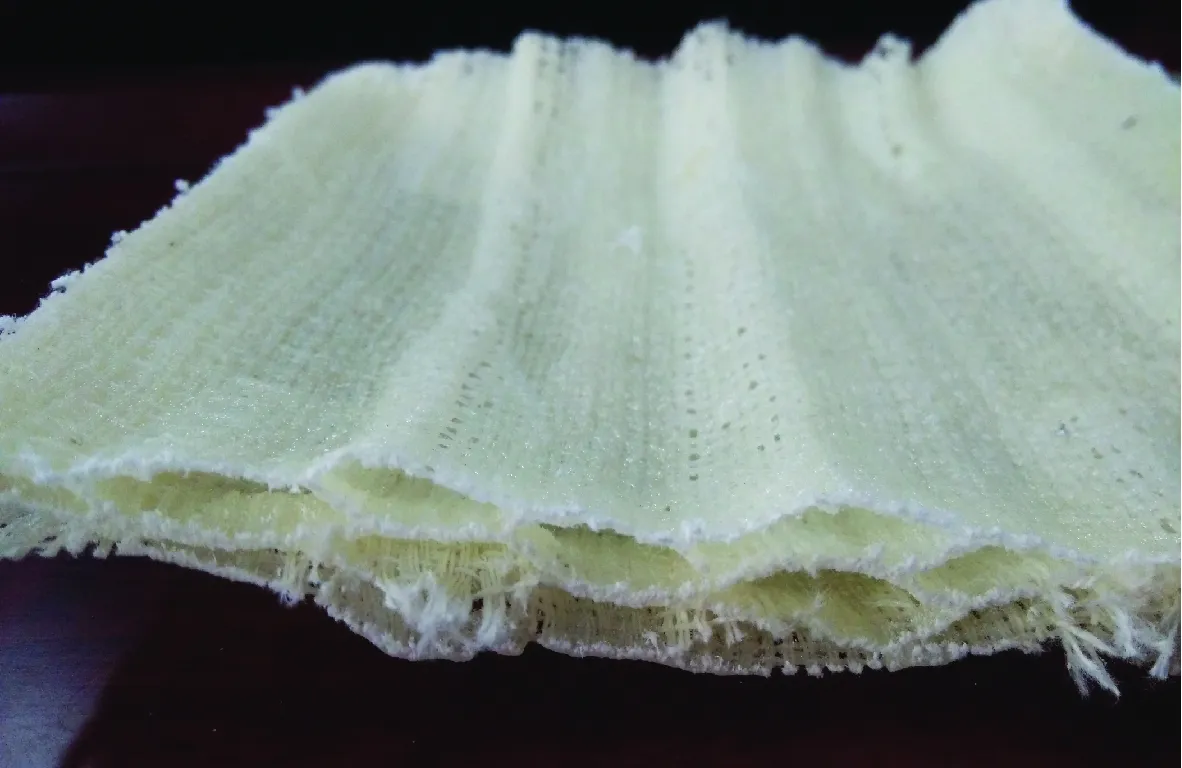
图5 采用棉纱作为支撑物复合而成 的蜂窝织物
采用纱线代替铝管虽然可以避免铝管脱模时所产生的困难,但是存在更大的问题是所制备的蜂窝复合材料厚度难以保证。经过对样品厚度测量,原本应该存在凹凸的织物表面(见图6(a))竟然几乎为平面,并且除两端具有一定的厚度(36 mm)外,其余部分没有被打开,厚度只有8 mm(见图6(b))。为了更准确地说明问题,又进一步沿样品孔洞方向每隔4 cm(分别为4、8、12 cm处)对样品进行了厚度测量,结果见表1。从表可知,采用棉纱作为支撑物时,所制备的样品沿孔洞方向中间处(即测量点8 cm处)的厚度与其两端处(即测量点4 cm处和12 cm处)的厚度差值约为60%。产生这种明显厚度差异的原因在于,当撑开蜂窝孔洞的物体变为柔软的棉纱时,由于棉纱本身缺乏足够的刚度,不能提供足够的支撑模量,虽然其两端固定并施加足够的张力,但在树脂重力的作用下,纱线的中间段仍然容易发生悬垂,不利于长时间支撑孔洞结构的打开,无法获得理想的多孔立体结构。

图6 采用棉纱作为支撑物所制备的蜂窝复合材料

Tab.1 Plate thickness data mm
注:测量点1、2、3分别表示沿孔洞方向4、8、12 cm处的测试点。
在采用传统手糊复合工艺和采用棉纱作为支撑物这2种手糊复合工艺对蜂窝结构三维织物进行复合后发现,在这2种复合工艺中存在着浸胶不均匀、脱模困难及样品厚度难以保证的问题。因此,采用手糊工艺并不是制备蜂窝结构复合材料理想的工艺方法,应该采用其他的复合工艺对此类结构进行复合处理。
2.2 VARTM工艺
2.2.1 传统VARTM复合工艺的结果分析
当采用传统的VARTM复合工艺结合铝管作为支撑物对蜂窝结构三维织物进行复合后发现,如果前期采用和手糊方案1同样的烘干条件(室温下固化24 h,再干燥4 h),在铝管的支撑下,织物成型良好且厚度有保障,但是脱模十分困难,甚至无法在样品固化后将全部铝管抽出。另外也发现,如果只采用1个注入口对织物样品进行抽灌树脂,不能确保织物的内部在打开后也可以被树脂充分浸润。通过对制备试样进行切片处理(见图7),也证实了在一些蜂窝结构复合材料试样的内部,有一部分织物确实没有浸润到树脂。在实验中同时也观察到,由于压力泵抽真空时负压有限,被抽入的树脂在沿织物厚度方向流动缓慢且树脂在流动过程中的浸胶范围受单一注入口通道的限制,不能保证织物表面及内部的每处均有树脂流过,从而形成了织物浸胶不充分的现象。

图7 织物截面破坏图
2.2.2 添加树脂注入口的结果分析

图8 只有部分铝管被抽离
为了弥补传统VARTM复合工艺中,树脂在织物内部浸润不充分的问题,又在原注入口的旁边添加了1个新的树脂注入口,以期增加树脂同时注入织物的量。结果发现,通过这种方法使出现在上述方案2中的织物浸胶不充分的问题可以得到有效地解决,并且所制备的蜂窝结构复合材料成型良好,但是最终将铝管从复合材料孔洞中抽离仍十分困难,即脱模问题仍不能得到有效地解决。图8示出只有部分铝管被抽离的样品。可见,只有两边的铝管成功地被抽离,无论采用何种方法,其余的铝管难以脱模。
2.2.3 采用石蜡作为支撑物的结果分析
在上述方案2的基础上,又采用方案3,即将石蜡作为支撑物代替铝管作为支撑物制备蜂窝复合材料。孔洞中插有石蜡的蜂窝织物准备好后,进行了VARTM复合工艺处理。然后,将成型后的带有石蜡支撑物的蜂窝复合材料进行水浴加热(水温设定为80 ℃),3~4 min后石蜡融化且从固化后的树脂表面脱落,树脂则保持原状。通过这种方法不仅使织物脱模的问题得到了有效的解决,且制作出的样品外观美观匀整(见图9)。
由5种复合方案制备的试样的成品质量分析分别见表2。
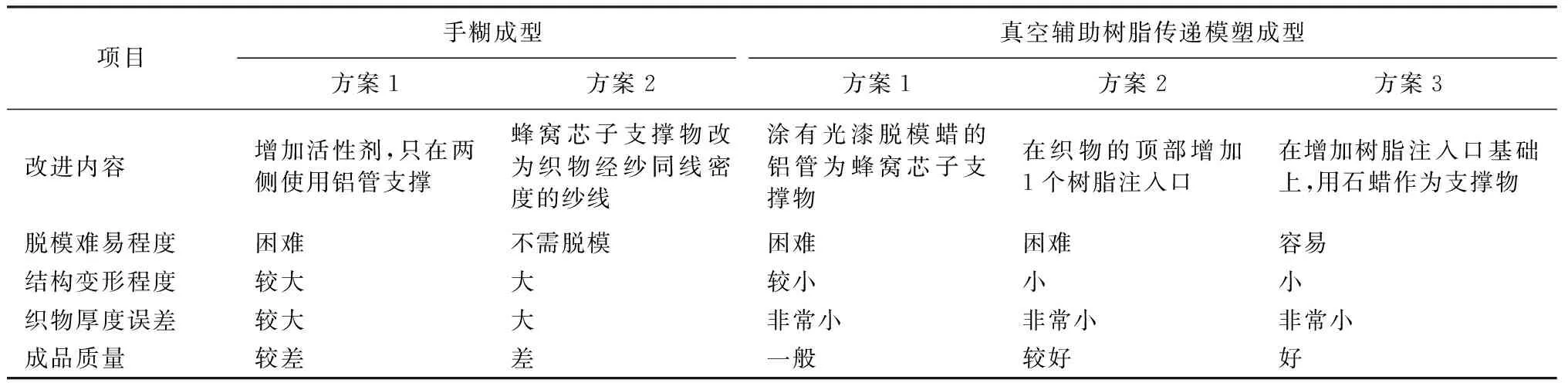
表2 成品质量分析表
3 结 语
本文探讨了蜂窝结构三维纺织品的复合成型方法,实验基于传统手糊和VARTM针对这种织物的立体结构特点而设计。
1)通过手糊工艺制备的蜂窝复合材料,其树脂浸润不均匀,成品厚度难以一致。
2)当织物具有一定厚度时,通过添加树脂注入口,可有效提高织物被浸润面积,保证织物中的树脂浸润充分。
3)作为织物支撑物的材料种类对于最终成品的脱模难易程度至关重要。当采用VARTM复合工艺再配以石蜡作为孔洞支撑物,借助水浴加热可轻易脱模,得到理想的具有立体结构的蜂窝结构复合材料。
FZXB
[1] 周铭, 杜赵群. 负泊松比结构纺织材料的研究进展[J]. 纺织学报, 2014, 35(2): 99-102. ZHOU Ming, DU Zhaoqun. Research advances in negative Poisson′s ratio structured textile material[J]. Journal of Textile Research, 2014,35(2): 99-102.
[2] ATTARD D, GRIMAL J N. A three-dimensional rotating rigid units network exhibiting negative Poisson′s ratios[J]. Physica Status Solidi, 2012, 249(7): 1330-1338.
[3] 李湘洲.新型建筑节能材料的选用与施工[M].北京:机械工业出版社, 2012: 90-91. LI Xiangzhou. New Energy Saving Building Material Application[M]. Beijing: Mechanic Industry Press, 2012: 90-91.
[4] 肖丽华,李嘉禄.三维纺织复合材料[J]. 材料导报,1993(6): 68-73. XIAO Lihua, LI Jialu. 3-D Textile Composite[J]. Material′s Review, 1993(6): 68-73.
[5] MOURITZ A P, BAINI C, HERSZBERG I, et al. Interlaminar fracture toughnes properties of advanced textile fiberglass composite[J]. Composites Part A: Applied Science and Manufacturing, 1999, 30(7): 859-870.
[6] MOURITZ A P, BANNISTER M K. Review of applications of advanced three-dimensional fiber textile composites[J]. Composites, 1999, 30: 1445-1461.
[7] CHOU T. Modeling for predicting the mechanical properties of textile composites[J]. Comp Osites, 1997, 28: 310-325.
[8] 刘洪玲. 纺织结构复合材料中的纺织品产业用纺织[J]. 产业用纺织品, 2001(10): 7-10. LIU Hongling. Textile structured composite for industry application[J]. Industry Textile, 2001(10): 7-10.
[9] CHEN Xiaogang, SUN Ying, GONG Xiaozhou. Design, manufacture, and experimental analysis of 3-D honeycomb textile composite: part I: design and manufacture[J]. Textile Research Journal, 2008, 78(9): 771-781.
[10] 李嘉禄. 三维纺织复合材料增强体结构和树脂复合固化技术[J]. 航天返回与遥控, 2008, 29(4): 55-61. LI Jialu.The structures of three dimensional textile composites reinforcements and consolidating technologies of resin[J]. Space Return & Remote Control, 2008, 29(4): 55-61.
[11] 曹运红,杨鸿昌. 大尺寸复合材料结构的真空辅助树酯传递模塑自动加工工艺[J].飞航导弹, 2005(12): 59-63. CAO Yunhong, YANG Hongchang. RTM technology for large size composite structure[J]. Areospace & Missle, 2005(12): 59-63.
Composite technologies on 3-D honeycomb structural textile
GONG Xiaozhou, HUA Ting, PEI Pengying, LI Yu
(SchoolofTextileScienceandEngineering,WuhanTextileUniversity,Wuhan,Hubei430200,China)
During the composite molding processes for the 3-D honeycomb structural textiles, problems such as the difficulties in forming the composite and demolding exist after the composite is cured. It is essential to find a method to improve the traditional hand lay-up process and vacuum assisted resin transfer mold (VARTM) process to mold the 2-D honeycomb weave fabric into a 3-D structural composite. By adapting the methods such as inserting various preforms in the cells of the fabric to consolidate it into a 3-D honecycomb structural composite,or by adjusting the positions and number of the resin injections for the fabric to be immersed completely, five samples are produced for comparison test. The test results show that by employing the hand lay-up technology, 60% of error exists among the thickness of the samples. Under the condition of water bath, however, if the VARTM technology combined with wax is adopted to prepare the composite, a well presented 3-D honeycomb structural composite can be obtained.
honeycomb structural fabric; hand lay-up technology; vacuum assisted resin transfer mold technology; composite material; 3-D fabric
10.13475/j.fzxb.20150601206
2015-06-05
2016-04-25
国家自然科学基金青年项目(51502209);湖北省自然科学基金资助项目(2015CFB553)
龚小舟(1980—),女,副教授,博士。研究方向为三维纺织品织造工艺及产品性能。E-mail:xiaozhou.gong@wtu.edu.cn。
TS 131.9
A
