新型冰凉纤维纺织品的开发
2016-06-05薛建萍陈红玲
薛建萍,陈红玲
(山东德棉集团,山东 德州 253000)
新型冰凉纤维纺织品的开发
薛建萍,陈红玲
(山东德棉集团,山东 德州 253000)
文章根据云母冰凉纤维与圣麻/金属混纺纤维的性能差异,将圣麻与金属纤维条在并条工序进行条混,与云母冰凉纤维分别成纱,优化工艺配置,优选工艺参数,严格控制纺纱、织造过程,成功试织。对冰凉纤维纺织品的开发具有一生的参考意义。
云母冰凉纤维;圣麻纤维;金属纤维;条混;工艺原则;柔和梳理
云母冰凉纤维是以涤纶为载体融入纳米云母,利用其天然的层状结构和“导热+含水”双重功效开发而成的新一代降温散热材料。该纤维化学性质稳定、抗紫外线、耐高温、水合性强、具有珍珠般光泽,是一种真正意义上的具有天然冰凉效果的新型纤维,可广泛运用于内衣、家居服饰、T恤等各类纺织品。我公司根据市场需求,研制开发了云母冰凉纤维纯纺、混纺纱线及多种系列面料,该项目投放市场后,深受消费者欢迎,产品附加值高,利润空间大,丰富了公司纺织面料的新品种,提升了公司生产技术水平,为企业取得了良好的经济效益。现以经纱:圣麻/金属纤维92/8 19.7tex,纬纱:云母冰凉纤维14.8tex,经纬密:429/307根/10cm,幅宽:155cm品种为例,将技术工作报告如下:
1 工艺流程
1.1 纺纱工艺流程
A002D型抓棉机→A035型混开棉机→FA029型多仓混棉机→FA106A型开棉机→A092A型混棉机→A076型单打手成卷机→A186D型梳棉机→FA315并条机(二道)→A456D粗纱机→FA507A细纱机—赐来福络筒机
1.2 织造工艺流程

织造(喷气织机)→检验
2 各工序主要工艺技术措施
该品种经向采用的圣麻/金属纤维混纺纱,是选用金属纤维条,在并条工序与圣麻纤维混并,在清梳联上只加工圣麻纤维。对于该类原料的生产我们已经不陌生,采用正常工艺即可。下面重点说明云母纤维的纺纱技术措施。
2.1 清花工序
由于云母冰凉纤维整齐度好,不含杂,蓬松度大,容易开松,故生产时应以开松为主,应多松少打,各部隔距要适中,打击速度不宜太高,以免损伤纤维,采用“少抓勤抓、以梳代打、多松少返”的工艺原则。为减少棉卷粘层现象,应增加紧压罗拉压力,适当降低棉卷罗拉转速,车间相对湿度控制70%以上,下机合格棉卷用塑料布包覆好,梳棉随用随取。A076采用自调匀整装置,控制棉卷不匀率在1.0%以内,正卷率在98%以上。主要工艺参数如下:抓棉打手速度740r/min,豪猪打手转速为540r/min,梳针打手转速为510r/min,三翼打手转速为800r/min,风扇转速为1200r/min,棉卷罗拉转速为12r/min,棉卷干定量385g/m,棉卷长度为30m,成卷重量不匀率1.1%。
2.2 梳棉工序
为确保棉网质量,减少云母纤维损伤,生产时可按“轻定量、低速度、中隔距、小张力”的工艺,适当增大刺辊与给棉板的隔距,降低刺辊、锡林、道夫的速度,小漏底入口隔距放大,使用封闭式小漏底,盖板选用齿密较稀的针布,且速度降到最低,减少盖板与后车肚落棉,使总落棉量应控制在2%以内。同时适当增大锡林与刺辊表面速比,在避免锡林绕花和针布充塞的前提下锡林—盖板隔距偏小掌握,以防止隔距过大影响分梳效果,造成棉网出现云斑和棉结。道夫、锡林转移率要大,以减少纤维充塞、反复揉搓,增加梳理转移,减少棉结的产生,保证纤维顺利转移。主要工艺参数如下:生条干重为15.3g/5m,锡林速度330r/min,剌辊速度980r/min,盖板速度98/min,道夫速度19r/min,锡林-盖板隔距为0.25、0.23、0.20、0.20、0.25mm,刺辊-锡林隔距为0.20mm,锡林-道夫隔距为0.18mm,给棉板-刺辊隔距为0.25mm,生条萨氏条干为15%,重量不匀率为3.75%。
2.3 并条工序
并条采用“大隔距、小张力、多并合、轻定量、慢速度”工艺原则,经过二道并合牵伸,提高纤维平行伸直度,改善条子内部结构,降低重量不匀,并条牵伸采用顺牵伸工艺配置,头并后区牵伸倍数控制在1.6倍~1.7倍,末并后区牵伸倍数控制在1.2倍~1.3倍左右,以减少弯钩纤维,改善纤维的伸直平行度。合理调整给棉板开档大小,使棉条排列紧密而不重叠,保证出条顺利,减少棉网云斑、丝束破边现象。圈条通道保持光洁滑爽,并条相对湿度控制在70%左右。主要工艺参数见表1。
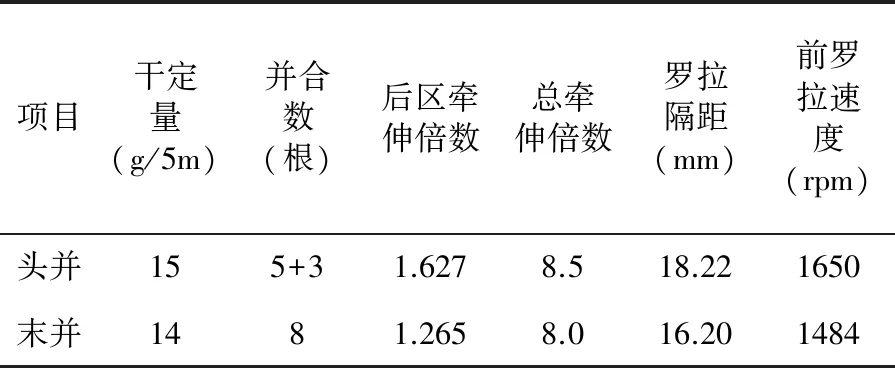
表1 并条主要工艺参数
2.4 粗纱工序
粗纱工序采用“轻定量、重加压、强控制、较小的后欠伸、低速度”的工艺配置,以加强对牵伸区中纤维的控制,粗纱捻系数适当增加,可增加须条的抱合力,对降低成纱棉结,提高成纱条干水平,同时严格控制张力伸长,有利于减少纱条意外牵伸,减少粗细节和毛羽,提高成纱条干均匀度。
2.5 细纱工序
细纱宜采用“较大的罗拉隔距、较高的捻系数、低速度、小张力、小钢领、轻钢丝圈”的工艺原则,并采用进口钢领和钢丝圈,采用软弹不处理胶辊和内外花纹胶圈,选用较小的后区牵伸倍数、较重的罗拉加压、较小的前区罗拉隔距,为增加成纱强力,减少毛羽,降低细纱断头,成纱捻系数偏大掌握,络筒速度和络纱张力应偏低掌握。
2.6 络筒工序
保持原纱的物理机械性能,减少断头、伸长及毛羽。重点清除粗细节、节纱等疵点,电清参数严格控制,并使用FA306A喷雾式空气捻接器进行捻接,以生产优质无结头纱,络纱速度为575 m/min。清纱工艺参数如下:14.6tex纱线短粗节为140%×2.0 mm,长粗节为+50%×25mm,长细节为-50%×35mm。
2.7 成纱质量
通过质量追踪、严格把关,圣麻/金属混纺纱与云母纤维纯纺纱均生产顺利,细纱断头率低,生产效率高,半成品及成纱质量水平良好。纱线强力高,条干均匀,粗细节少,成纱质量指标如表2所示。
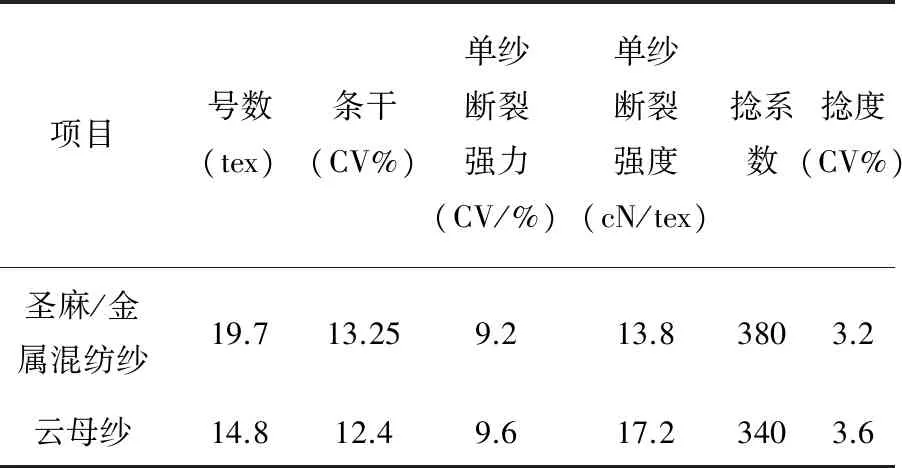
表2 纱线质量指标
3 织部各工序主要工艺技术措施
3.1 整浆工序
经纱为圣麻/金属混纺纱,强力稍低,弹性略差,需选择合适的浆纱工艺和浆料配方,通过浆纱有效提高纱线强力方面的不足,使之具有柔韧、延伸性好及均匀完整的浆膜,与纱线表面的粘着性好,保证落棉少,毛羽少,提高布机开口清晰度。经过多次试验,我们采用“低车速、中张力、渗透与被覆并重”的原则,浆料配方如表3所示。

表3 浆料配方
3.2 织造工序
通过上述浆料配方及浆纱工艺的实施,浆纱干分绞明显改善,脆断头明显减少,纱线浸透被覆效果良好,织机效率由70%提高到85%以上。同时对织机气压、张力、引纬时间等参数作了相应的调整,减少了由于金属纤维弹性差造成的开车横挡疵布,保证梭口清晰,引纬顺利,提高了织造效率,使下机一等品率大大提高。由于金属纤维的落棉易造成织机误停车,我们把喷气织机的经纱断头自停装置改造到机下,减少了飞花与其接触的机会,减少了织机误停车几率。
4 结束语
针对云母纤维整齐度好、较蓬松等性能特点,纺纱各工序注意速度偏低掌握,采用柔和梳理,并严格控制好半制品的工序质量,以确保成品质量的稳定。因云母纤维纱线较脆,织机工艺调整为“早开口,中张力,高后梁”,更换为橡胶边撑,减少了织疵。生产过程中注意加强空调管理和温湿度调节,相对湿度应控制在60%~70%为宜,并采用先进的电子清纱器、空气捻接器和新型纺织器材,使用先进的纱线检测设备,进一步稳定和提高产品质量。
Development of New Types of Cool Fiber Textiles
XueJianping,ChenHongling
(Shandong Demian Group Co.,Ltd.,Dezhou 253000,China )
According to different properties of mica cool fiber and flax/metal blended fiber,flax and metal fiber were mixed in the drawing process,and mica cool yarn was spun separately.Technique configuration and process parameters were optimized,spinning and weaving process were controlled strictly,and product were weaved successfully.It had certain reference significance for the development of cool fiber textiles.
mica cool fiber; flax fiber; metal fiber; mixing process; technique principle; soft carding
2015-03-02
薛建萍(1965—),女,山东德州人,工程师。
TS155.6
B
1009-3028(2006)03-0027-03
