异质钛合金蜂窝结构钎焊工艺研究*
2016-06-05静永娟苏娣瑶高兴强岳喜山
静永娟,苏娣瑶,高兴强,岳喜山
(1.中航工业北京航空制造工程研究所,北京 100024;2.航空焊接与连接技术航空科技重点实验室,北京 100024)
金属蜂窝夹层结构具有高比强度、耐高温、隔热、隔音和耐蚀等优点,在国内外航空、航天领域得到广泛应用[1-3],是一种极具应用潜力的新型结构,如钛合金蜂窝夹层结构已应用于飞机机身、机翼、发动机短舱排气喷嘴等部位。钛合金蜂窝夹层结构可采用钎焊技术进行制造。研究发现,钛合金钎焊构件失效的主要因素包括以下几方面:(1)钎焊工艺导致钛合金的显微组织发生改变,严重降低基体材料的机械性能;(2)在钎焊过程中,母材和钎料合金会发生反应生成化合物,成为焊接结构失效的隐患[4-5];(3)钎焊界面的微观组织和基体材料组织的刚性不匹配,构件的钎焊部分局部变形不协调,成为焊接结构的薄弱环节。
随着钛合金钎焊技术水平的提高,国内近几年对钛合金钎焊结构的了解越来越深入[3,6-8],同时也开展了对钛合金蜂窝夹层结构钎焊制造技术的研究[4-5,9-11],包括同质或异质材料蜂窝结构的钎焊工艺研究[4,11]、界面组织演变分析[4]或界面组织结构分析[10]等。研究表明,与TiNi3(Cu,Zr)化合物相比,Ti(Ni,Zr,Cu)和Ti固溶体晶胞不仅具有较高的强度,还具有相对良好的塑性,而TiNi3(Cu,Zr)化合物相的连续分布对钎焊界面的强度和塑性不利[10]。进一步分析发现,TC1钛合金在930℃、保温15min和一定钎料添加量条件下,钎焊蜂窝结构的界面会出现TiNi3(Cu,Zr)化合物相,当其尺寸细小、分布弥散时不会影响界面强度水平,相应钛合金蜂窝夹层结构钎焊试件的拉脱强度平均值较高,可达17MPa[4]。
钎焊过程对钛合金基体微观组织和基本性能的影响是制定合理钎焊工艺的关键因素之一,尤其是对特殊结构形式的钛合金零件。本研究针对钛合金蜂窝结构,分析钎焊工艺参数对材料微观组织、相变点和刚度及屈服强度的影响,获得合理的钎焊工艺,以期为钛合金蜂窝结构的钎焊制造技术提供理论依据和参考。
试验材料及方法
试验材料为热处理状态TC4板材和TC1箔材,厚度分别为0.6mm和0.05mm。采用钎料为钛基钎料,呈箔带状,成分为Ti-37.5Zr-15Cu-10Ni(重量百分比),厚度为0.05mm。通过金相显微镜和扫描电镜观察钎焊界面组织及界面两侧的基体材料组织。
图1为钎焊金相试样示意图,钎焊工艺见表1。试验参照ASTM E8/E8M-11Standard Test Methods for Tension Testing of Metallic Materials。采用拉伸试验机测试材料的应力-应变曲线,得出其基本力学性能,指标包括弹性模量、泊松比、屈服强度和极限强度。
试验结果及分析
1 钎焊温度对TC1箔材微观组织和相变点的影响

图1 钎焊金相试样示意图Fig.1 Schematic of metallography specimens

表1 钎焊工艺
不同钎焊温度下钎焊界面组织的典型形貌如图2所示。在保温时间为30min、钎料添加量不变的条件下,随着钎焊温度由865℃向905℃逐渐升高,首先,TC1箔带原始双态组织形貌逐渐消失,并由双态组织转变为针状β相组织,见图2(a)~(c),且β相晶粒的生长方向与钎焊界面几乎垂直;其次,钎焊界面宽度逐渐增大,且随着钎焊温度提高,β相晶粒明显粗化,如图2(d)~(e)所示。
TC1钛合金为一种低强度、高塑性的近α型钛合金,在平衡状态下由α相和少量β相组成。TC1钛合金含有2% α稳定元素Al和1.5%β稳定元素Mn,而钛合金中β稳定元素增加会导致其α+β→β转变的相变点降低。根据航空材料手册,TC1钛合金发生α+β→β转变的温度为920~930℃。试验发现,当钎焊温度为865℃和875℃时,TC1箔带呈现双态组织特征,见图2(a)和(b),但在 875℃下 TC1箔带已有部分呈现针状β组织特征,此时双态组织特征部位的宽度仅为10μm左右(初始厚度为0.05mm,即50μm),见图 2(b)。分析认为,这归因于钎料元素中β相稳定元素由钎料合金向TC1箔材扩散,导致材料β相转变温度下降。
钎料合金为Ti-37.5Zr-15Cu-10Ni四元合金,Zr属于典型的β稳定元素,且钎料中Zr元素的含量较高,导致界面两侧母材中Zr元素含量升高,如表2所示,位置1、2分别对应图2(b)中位置。因此,在钎焊过程中,TC1钛合金相变点会降低。
通常,合金元素的扩散能力随着温度的升高而提高,在较高的钎焊温度下,钎料元素(如Zr)更易于扩散到界面两侧的母材中,因此,当钎焊温度在885~905℃范围时,TC1箔带组织全部转变为魏氏体组织,见图2(c)~(e)。

图2 钎焊界面金相组织Fig.2 Metallography microstructure of the brazed joints
当钛合金由双态组织转变为β组织时,材料的强度会提高但塑性会降低,而当其塑性降低时会不利于整体结构的协调变形能力,因此,根据试验结果钎焊温度不宜高于875℃。
2 钎焊工艺对TC4板材微观组织和相变点的影响
在相变点以下温度,随着热处理温度升高,材料晶粒组织会长大、粗化,对其刚度、屈服强度等力学性能均产生不利影响。TC4钛合金在室温平衡状态下由α和β相组成,β相含量为8%~10%,α+β→β转变的相变点为980~1010℃。图3为钎焊温度为875℃时,不同保温时间下TC4钛合金微观组织。本试验采用的钎焊温度属于α+β相区的中低温区,冷却速度为炉冷,未见有马氏体型α′相、次生α相等相生成。
钎焊温度为875℃,随着保温时间(分别为 30min、60min、90min)延长,TC4钛合金未发生相变,但晶粒尺寸逐渐长大,平均晶粒尺寸分别为9μm、11μm和12μm,β相体积分数未见明显变化。因此,该钎焊温度下TC4钛合金未发生相变。
采用相同钎焊工艺作为热处理工艺,对TC4板材进行热处理,对比热处理前后板材屈服强度、泊松比和弹性模量的变化,测试结果列于表3。当钎焊温度为875℃、保温时间不大于60min时,TC4钛合金板材的刚度和屈服强度不低于原始材料的86%;随着保温时间延长,TC4板材的性能逐渐降低,直至保温时间到90min,板材性能下降至原始性能的84%以下。因此,钎焊保温时间不宜超过90min。为保证钎焊基体材料具有一定的力学性能可靠性,钎焊温度不宜过高、保温时间不宜过长。
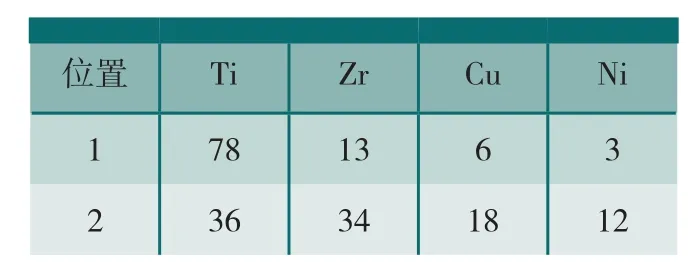
表2 界面元素质量分数的能谱分析结果 %
对于TC1钛合金薄壁零件,30min及以上的保温时间会导致基体发生组织退化,如文中出现的魏氏组织。因此,将零件在钎焊温度以下略作停留以热透零件,然后快速升至钎焊温度进行钎焊,保温时间建议不超过15min。
3 钎焊蜂窝结构单元件的拉脱强度

图3 钎焊后TC4钛合金的微观组织Fig.3 Microstructure of the brazed TC4 alloys

表3 TC4板材性能测试结果
钎焊钛合金蜂窝夹层结构单元件见图4。单元件的制造过程中,将上下面板与蜂窝芯体间装配钎料,再将面板与拉头之间装配好钎料,最后将单元件放入真空钎焊炉进行钎焊。
单元件所用箔带、板材的种类和规格,以及钎料种类和添加量均与钎焊金相试验(图1)一致,采用钎焊工艺为文中优化结果,即钎焊温度为865~875℃、保温 30~60min。单元件失效于蜂窝芯体部位,目视可见芯体发生塑性变形,单元件平均抗拉强度可达12MPa。钎焊界面组织如图5所示,界面未见焊接缺陷,界面组织连续,无化合物生成。

图4 蜂窝结构单元件Fig.4 Unit of the honeycomb structure

图5 单元件的钎焊界面组织Fig.5 SEM of brazed interface for unit cell
结论
(1)钎料元素扩散会导致钛合金相变点发生改变。在钎焊过程中,TC1钛合金在875℃发生α+β→β相转变,而TC4钛合金在905℃未发生α+β→β相转变;
(2)在钎焊温度为875℃、保温时间不大于60min条件下,TC4钛合金板材的刚度和屈服强度不低于原始材料的86%;
(3)在试验所采用材料规格下,TC4/TC1钛合金蜂窝结构的钎焊工艺为 865~875℃、保温 30~60min;
(4)TC4/TC1钛合金蜂窝单元件钎焊芯体部位具有较好的塑性变形能力,单元件平均强度可达12MPa。
[1]WOODWARD J R. Titanium honeycomb sandwich fabrication process[C]//Proceeding of Fifth National SAMPLE Technical Conference. Kiamesha Lake, New York,1973:432-437.
[2]HUANG X, RICHARDS N L. Activated diffusion brazing technology for manufacture of titanium honeycomb structures—a statistical study[J]. Welding Journal, 2004,83(3):73-81.
[3]马天军, 康慧, 曲平. 非晶态Ti-Zr-Cu-Ni基钎料性能的研究[J]. 焊接技术,2005,34(1):47-50.
MA Tianjun, KANG Hui, QU Ping.Study on the properties of amorphous Ti-Zr-Cu-Ni base filler[J]. Welding Technology,2005,34(1):47-50.
[4]静永娟, 李晓红, 岳喜山. TC1钛合金蜂窝夹层结构的钎焊工艺研究与分析[J].航空制造技术, 2012(13):137-139.
JING Yongjuan, LI Xiaohong, YUE Xishan.Research and analysis of processing parameter for brazing honeycomb sandwich construction in titanium alloy[J]. Aeronautical Manufacturing Technology, 2012(13):137-139.
[5]静永娟, 李晓红, 侯金保, 等. Ti3Al基合金TLP扩散连接界面的组织演变研究[J].焊接学报, 2013,34(2):71-74.
JING Yongjuan, LI Xiaohong, HOU Jinbao,et al. Microstructure evolution of TLP bonding interface for Ti3Al based alloy[J]. Transaction of the China Welding Institution, 2013,34(2):71-74.
[6]邹家生, 刘日, 王磊. 合金元素对Ti-Ni-Cu系钎料性能的影响[J]. 稀有金属材料与工程, 2010,39(6):1023-1027.
ZOU Jiasheng, LIU Ri, WANG Lei.Influence of alloying elements on properties of Ti-Ni-Cu brazing alloys[J]. Rare Materials and Engineering, 2010,39(6):1023-1027.
[7]高勇, 夏志东, 张星, 等. 钛基非晶钎料真空钎焊TA15钛合金的研究[J]. 材料科学与工艺, 2012,20(3):66-69.
GAO Yong, XIA Zhidong, ZHANG Xing,et al. Vacuum brazing TA15 titanium alloy with Ti-based amorphous filler metal[J]. Materials Science & Technology, 2012,20(3):66-69.
[8]吴铭方, 蒋成禹, 于治水, 等. Ti-6Al-4V真空钎焊研究[J]. 机械工程学报,2002,38(4):71-73.
WU Mingfang, JIANG Chengyu, YU Zhishui, et al. Study on vacuum brazing of titanium alloy Ti-6Al-4V[J]. Chinese Journal of Mechanical Engineering, 2002,38(4):71-73.
[9]岳喜山, 欧阳小龙, 侯金保, 等. 钛合金蜂窝壁板结构钎焊工艺[J]. 航空制造技术, 2009(10):96-98.
YUE Xishan, OUYANG Xiaolong, HOU Jinbao, et al. Brazing process of titanium alloy honeycomb sandwich panel structure[J].Aeronautical Manufacturing Technology,2009(10):96-98.
[10]静永娟, 李晓红, 侯金保, 等. 钛合金蜂窝夹层结构钎焊界面的价电子结构分析[J]. 焊接学报, 2014,35(12):101-104.
JING Yongjuan,LI Xiaohong,HOU Jinbao,et al. Valence electron structure of brazing joint interface for honeycomb sandwich construction in titanium alloy[J]. Transaction of the China Welding Institution, 2014,35(12):101-104.
[11]高兴强, 佀好学, 岳喜山, 等. TC4/TA18钛合金蜂窝夹层结构钎焊工艺研究[J].航空制造技术, 2015(11):109-111.
GAO Xingqiang, SI Haoxue, YUE Xishan,et al. Brazing process of TC4/TA18 titanium alloy honeycomb sandwich construction[J].Aeronautical Manufacturing Technology,2015(11):109-111.