铝合金脉冲电弧焊接技术进展*
2016-06-05从保强齐铂金祁泽武杨明轩
从保强,苏 勇,齐铂金,祁泽武,王 强,杨明轩
(北京航空航天大学机械工程及自动化学院, 北京100191)
由于节能及某些特殊应用的需要,要求构件产品尽可能轻量化,使得以铝合金为代表的轻金属材料在航空飞机、发动机和航天器的研制生产中得到了广泛应用,同时由于焊接结构轻、加工效率高等优点,焊接技术也已成为铝合金构件产品制造的主导工艺方法之一,但在铝合金实际焊接制造过程中,传统焊接加工已经成为制造中的薄弱环节,存在的诸多工艺关键和难点(如接头软化、气孔缺陷、裂纹等)导致构件使用性能和可靠性等方面显著降低。随着航空航天铝合金产品结构复杂化,对焊接头的性能、可靠性及其使用寿命等要求越来越高,迫切需要研发新的焊接方法,如何实现高效率、高质量的铝合金焊接加工已成为亟需解决的关键问题之一[1-2]。尽管固态焊、高能束流及其复合焊等新的焊接方法取得了较大进步,但钨极氩弧焊(Gas Tungsten Arc Welding,GTAW)、熔化极惰性气体保护焊(Metal Inert-gas Welding,MIG)等传统电弧焊接工艺因其成本低、操作简便、适应性强等特点仍被广泛应用。同时,在传统GTAW或GMAW电弧焊接过程中加入脉冲电流的调制作用,已被证明具有良好的焊接工艺性能,对焊接过程的稳定性、焊缝成形及接头组织性能等均表现出明显的改善效果[3-5],因而针对铝合金材料高效、高质量脉冲电弧焊接技术的研究已经成为近年来国内外诸多学者的研究热点之一。
铝合金高频脉冲GTAW焊接技术
变极性GTAW(Variable Polarity GTAW,VP-GTAW)是一种比较理想的用于铝合金材料的焊接方法,通过适当调控正负极性电流大小及其持续时间,在有效减少钨极烧损的同时获得满意的阴极清理宽度,焊缝成形良好[6-10]。采用常规VP-GTAW工艺进行高强度铝合金焊接时,尽管可降低焊缝气孔、裂纹等缺陷,但仍存在接头严重软化、产品一次合格率低等问题。为控制金属凝固组织和提高金属材料性能,施加脉冲电流成为金属材料制备过程中的重要技术[11-12]。为此,有关学者提出并开展将高频脉冲电流引入铝合金VPGTAW焊接过程的研究,已取得了很好的成果。

图1 超音频方波脉冲变极性氩弧焊电源电路拓扑及电流波形图Fig.1 Schematic diagram of HPVP-GTAW power topology and its current waveforms

图2 HPVP-GTAW焊接电源系统Fig.2 HPVP-GTAW power supply
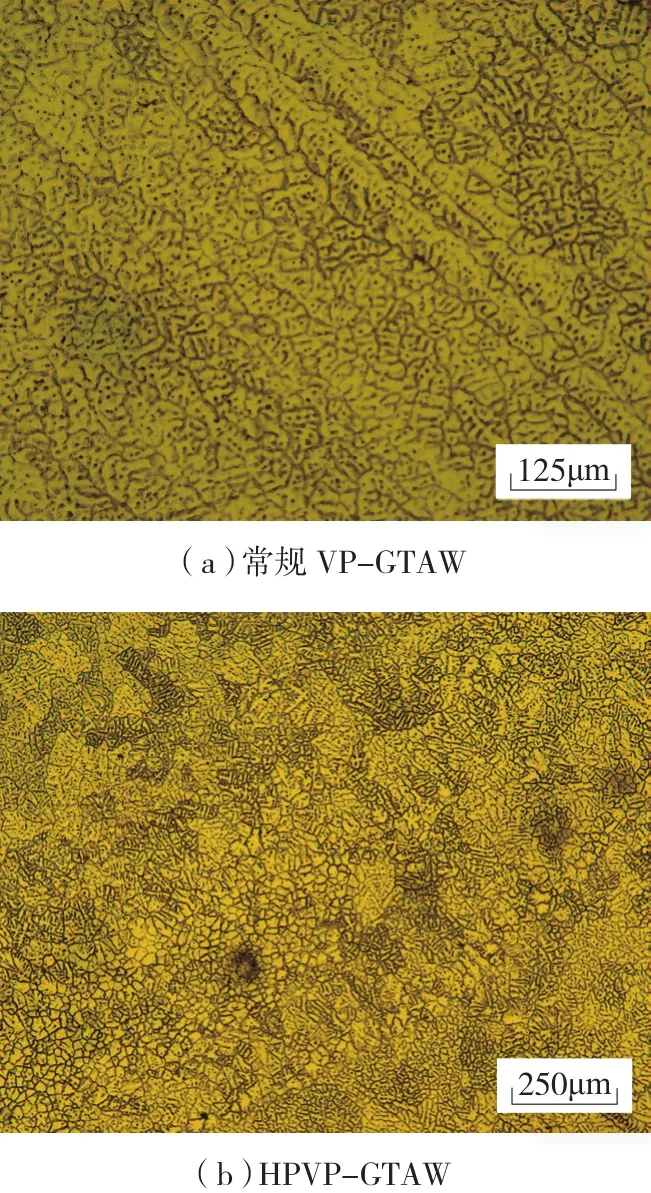
图3 2219-T87焊缝中心区微观结构Fig.3 Microstructure for 2219-T87 welds in the central region
北京航空航天大学齐铂金教授研究团队提出并深入开展了超音频方波脉冲变极性氩弧焊接(Hybrid Pulsed VP-GTAW, HPVP-GTAW)新方法的研究,发明了高频脉冲切换电路、恒流源电路串并联复合主电路拓扑,实现了超音频方波大功率脉冲电流的快速变化与精确控制,脉冲电流变化率dI/dt≥50A/μs;发明了一种新型的变极性全桥逆变电路及其驱动控制技术,实现了变极性电流快速极性变换,可显著提高变极性电弧的稳定性。超音频方波脉冲变极性氩弧焊接电源主电路拓扑结构及其输出的实际焊接电流波形如图1中所示。
基于研究开发出的新型超音频方波脉冲变极性焊接电源系统见图2,齐铂金教授研究团队对HPVPGTAW焊接不同系列铝合金材料(铝铜系2219、2A14;铝镁系5A06等)的工艺适用性及使用性能进行了较为全面而深入的研究[13-20]。研究结果表明,超音频方波脉冲变极性氩弧焊是一种全新的优质高效焊接方法,与常规传统VP-GTAW相比,HPVPGTAW有效降低了铝合金焊缝的气孔敏感性,焊缝晶粒组织明显细化(图3),焊接接头抗拉强度、延伸率等性能显著提高(表1),可满足航空航天关键铝合金结构件的焊接加工需求。同时,通过对铝合金焊缝成形行为、微观组织特征、接头拉伸力学性能及其断口特征的详细研究和对比分析,确定了影响铝合金HPVPGTAW电弧焊接质量的主要工艺参数,提高脉冲方波电流频率,降低脉冲占空比,增加脉冲电流幅值,有利于增强电弧的收缩效应,提高电弧挺度,增强焊接过程的稳定性,可保证获得满意的焊接质量,图4所示为采用HPVP-GTAW工艺焊接加工的某型号铝合金(5A06+3A21)滑油箱构件。
哈尔滨工业大学的邱灵等[21]采用双电源并联结构设计了一套复合电流输出特性的焊接电源,并针对高频脉冲电流(脉冲电流频率最高20kHz)对变极性焊接电弧特性、焊接工艺及焊缝性能的影响进行了研究,结果表明,高频脉冲电流能够较大幅度地提高变极性焊接的电弧力和电弧挺度,增大焊接过程中的焊缝熔深,减小焊缝余高,脉冲频率为10kHz的焊接电流能够最大限度地提高焊缝的抗拉强度和断后伸长率。北京工业大学的李显等[22]采用常规脉冲GTAW焊机与高频电源组并联的结构建立高频耦合脉冲GTAW焊接系统,对2219铝合金进行高频耦合脉冲GTAW焊接工艺试验研究,通过在变极性基础上叠加高频能量产生电磁搅拌作用,具有促进结晶与晶粒细化、加速熔池内气体逸出、减少铝合金焊接接头冶金缺陷等工艺效果。
上述研究成果表明,高频方波脉冲变极性氩弧焊接技术是一种优质高效电弧焊接方法,高频脉冲方波电流的加入对提高电弧挺度和稳定性、改善焊缝成形、细化组织晶粒和提高焊接接头性能等方面有显著效果,在我国航空、航天及国防工业关键铝合金产品的焊接加工领域将具有很好的推广应用前景。
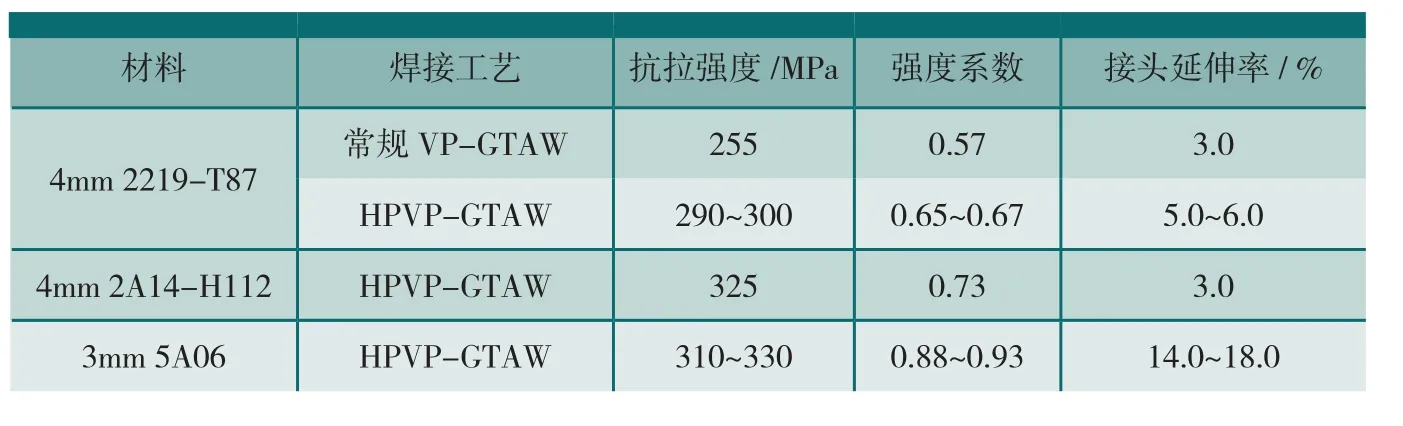
表1 2219、2A14和5A06焊接接头力学性能(焊态条件下)

图4 某型号铝合金滑油箱HPVP-GTAW焊接构件Fig.4 Lubricant tank samples produced by HPVP-GTAW process
铝合金脉冲GMAW焊接技术
脉冲GMAW(Pulsed GMAW,P-GMAW)是近些年快速发展的一种较先进的工艺方法,其焊接电流和熔滴过渡均具有较好的脉动可控性,能有效改善熔池冶金性能,进而提高铝合金材料的焊接质量[23-24]。在P-GMAW焊接过程中,如何实现对其熔滴过渡的精确控制是获得满意焊接质量的关键和难点,国内外学者对此开展深入研究发现,通过调节P-GMAW周期性变化的脉冲电流实现对熔滴过渡过程的有效控制[25-31],且焊接电流波形的模式(矩形波、梯形波、弦波等)及其特征参数(电流幅值及其持续时间、电流沿速率等)对焊接过程热作用以及熔滴过渡过程等方面都将产生显著影响,优化脉冲波形的控制是获得满意铝合金P-GMAW焊接质量的关键[32-36]。尽管P-GMAW技术具有相对较好的焊接适用性(过程稳定、效率高等),但仍存在焊缝组织较粗大、气孔缺陷较严重等不足,尤其是用于铝合金薄板焊接时存在热输入高、易焊透、变形严重等一系列问题。
为减小P-GMAW的热量输入并进一步提高焊丝的熔敷效率,有学者采用交流P-GMAW技术(AC-PGMAW或VP-P-GMAW)进行铝合金焊接[37-38],对其电弧行为、熔滴过渡及过程稳定性等方面开展研究发现,通过合理控制交流电流波形以及电流极性变换时的过零速率,可实现AC(VP)-P-GMAW焊接过程的稳定工作,该工艺在有效降低热量输入的同时提高了焊丝熔敷效率,有效控制铝合金薄板焊接中存在的易烧穿问题,在薄板变间隙搭接中提高搭接能力,适用于薄板铝合金材料的焊接加工[39-44]。
随着现代电力电子技术和数字化控制技术的发展,美、德、日等发达国家相继开发出了基于精确电流波形控制(如Lincoln STT、Miller RMD、EWM ColdArc、Merkle ColdMIG、Migatronic IAC、OTC Daihen AC-MIG等)或将送丝机械运动与熔滴过渡过程相结合(如Fronius CMT等)的适于铝合金的GMAW改型工艺,获得了较好的焊接效果,但由于其通过电流波形控制显著降低了焊接热量输入,使得焊缝熔深较浅,一般只适用于薄板铝合金的焊接加工[45-46]。
为进一步提高铝合金GMAW的焊接质量,一些学者[47-53]在P-GMAW 过程中、Kumar等[54]在VP-P-GMAW过程中采用高频脉冲低频调制的双脉冲波形控制模式(频率范围为几至几百Hz),在高频的基础上,对高频电流波形进行低频调制,使单位脉冲的强度在强和弱之间低频周期性切换,得到周期性变化的强弱脉冲群,如图5所示。其中:Ips、tps、Ipw、tpw分别为强脉冲的峰值电流、峰值时间、基值电流和基值时间,Ibs、tbs、Ibw、tbw分别为弱脉冲的峰值电流、峰值时间、基值电流和基值时间,ts为强脉冲群时间,tw为弱脉冲群时间。研究结果表明,采用该工艺,强、弱脉冲的周期性转换引起熔池尺寸及受力的周期性变化,有利于鱼鳞状焊缝的形成,且焊缝外形美观;通过控制弱脉冲在整个周期中的比例可有效控制熔宽;双脉冲GMAW焊接对熔池的搅拌作用使得焊缝组织晶粒细密,气孔缺陷明显减少,接头力学性能提高。
魏仲华[55]等提出了采用正弦波调制P-GMAW的电流波形控制方法,通过优化控制正弦波形参数实现了对焊接热量输入、焊缝成形等的有效控制。Fronius公司开发的变极性脉冲CMT工艺,在变极性CMT电流基础上加入上百Hz的脉冲电流,实现在提高焊丝熔敷效率的同时,显著减少气孔缺陷,但熔深太浅仅适于铝合金薄板的焊接[56]。以上研究表明,对GMAW焊接电流波形进行脉冲调制会显著影响铝合金焊接的工作过程,在精确控制波形条件下将有利于改善和提高铝合金的焊接质量,但气孔缺陷、接头软化等系列问题仍然存在。
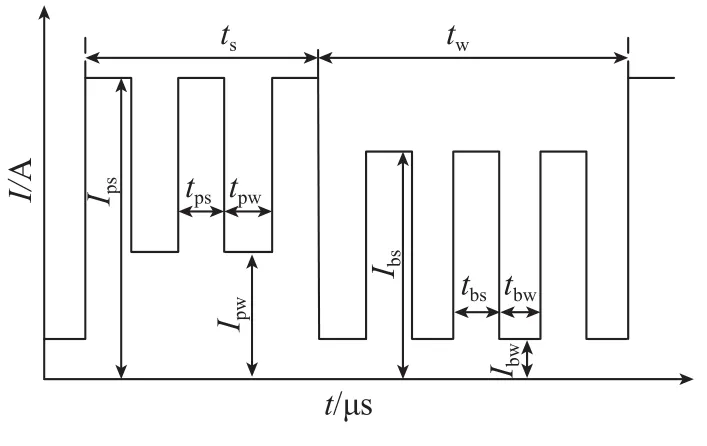
图5 双脉冲GMAW焊接电流波形示意图Fig.5 Schematic diagram for double pulsed GMAW current waveform
结束语
针对铝合金轻金属材料开展高效率高质量电弧焊接新工艺的研究,对提升我国制造业的焊接技术水平具有重要意义。为此,基于精确波形调控技术,将kHz以上高频脉冲方波电流引入GMAW过程,研究开发适于铝合金材料的高频脉冲GMAW优质高效焊接制造新工艺将成为今后铝合金脉冲电弧焊技术研究开发的重要方向之一,该新工艺在我国国防、航空、航天等工业领域高强铝合金特殊结构和关键零部件的制造和连接中必将具有重要的工程应用价值和推广应用前景。
[1]薛松柏, 张亮, 皋利利, 等. 航空器制造中的焊接技术[J]. 航空制造技术,2009(19):26-29.
XUE Songbai, ZHANG Liang, GAO Lili, et al. Welding technology of aircraft manufacturing[J]. Aeronautical Manufacturing Technology, 2009(19):26-29.
[2]王亚军, 卢志军. 焊接技术在航空航天工业中的应用与发展建议[J]. 航空制造技术, 2008(16):26-31.
WANG Yajun, LU Zhijun. Application and development proposal of welding techniques in aerospace industry[J]. Aeronautical Manufacturing Technology, 2008(16):26-31.
[3]KIM R H, CHOI G D, KIM C H.Arc characteristics in pulse-GMA welding with acute groove angles[J]. Welding Journal,2012,91(4):101-105.
[4]PRABAKARAN A, SELLAMUTHU R, SANJIVI A. Heat transfer modelling and investigation of the effect of pulse frequency and current in pulsed current gas tungsten arc welding[J]. Applied Mechanics and Materials,2014,592-594:395-399.
[5]LIU J W, RAO Z H, LIAO S M, et al.Numerical investigation of weld pool behaviors and ripple formation for a moving GTA welding under pulsed currents[J]. International Journal of Heat and Mass Transfer, 2015,91:990-1000.
[6]耿正, 张广军, 邓元召, 等. 铝合金变极性TIG焊工艺特点[J]. 焊接学报,1997,18(4):232-237.
GENG Zheng, ZHANG Guangjun, DENG Yuanzhao, et al. Processing property of variable polarity power in TIG arc welding of aluminum alloy[J]. Transactions of the China Welding Institution, 1997,18(4):232-237.
[7]柏久阳, 林三宝, 杨春利, 等. 铝合金TIG焊变极性参数对阴极清理及钨极烧损的影响[J]. 焊接, 2015(5):9-12,68.
BAI Jiuyang, LIN Sanbao, YANG Chunli,et al. Effects of variable polarity parameters on cathode cleaning and deterioration of tungsten in TIG welding of aluminum alloy[J]. Welding &Joining, 2015(5):9-12,68.
[8]余忠贵, 华学明, 肖笑, 等. 铝合金变极性TIG焊熔池与阴极清理区视觉检测系统[J]. 上海交通大学学报, 2012,46(7):1084-1087.
YU Zhonggui, HUA Xueming, XIAO Xiao,et al. Vision system for molten pool and cathode cleaning zone detecting during VPTIG welding[J].Journal of Shanghai Jiaotong University,2012,46(7):1084-1087.
[9]韩永全, 张世全, 庞世刚, 等. 铝合金变极性TIG焊接电弧行为[J]. 焊接学报,2015,36(9):51-59.
HAN Yongquan, ZHANG Shiquan, PANG Shigang, et al. Arc behavior during variable polarity TIG welding of aluminum alloy[J].Transactions of the China Welding Institution,2015,36(9):51-59.
[10]CHO J, LEE J J, BAE S H. Heat input analysis of variable polarity arc welding of aluminum[J]. International Journal of Advanced Manufacturing Technology, 2015,81(5-8):1273-1280.
[11]廖希亮. 脉冲电流对金属凝固组织的影响[D]. 上海: 上海大学, 2007.
LIAO Xiliang. Effect of electric current pulse on solidification structure of metal[D].Shanghai: Shanghai University, 2007.
[12]班春燕. 电磁场作用下铝合金凝固理论基础研究[D]. 沈阳: 东北大学, 2002.
BAN Chunyan. Fundamental study on solidification of Al alloys under electromagnetic fields[D]. Shenyang: Northeastern University,2002.
[13]齐铂金, 许海鹰, 黄松涛, 等. 超音频脉冲TIG焊电源拓扑及电弧焊适用性[J].北京航空航天大学学报, 2009,35(1):61-64.
QI Bojin, XU Haiying, HUANG Songtao,et al. Ultrasonic frequency pulse tungsten inert gas welding power source topology and welding applicability[J]. Journal of Beijing University of Aeronautics and Astronautics, 2009,35(1):61-64.
[14]李玉龙, 从保强, 杨明轩, 等.2219-T87高强铝合金HPVP-GTAW焊缝成形参数[J]. 北京航空航天大学学报,2014,40(5):712-716.
LI Yulong, CONG Baoqiang, YANG Mingxuan, et al. The weld appearance of 2219-T87 high strength aluminum alloy produced by HPVP-GTAW process[J]. Journal of Beijing University of Aeronautics and Astronautics,2014,40(5):712-716.
[15]从保强, 齐铂金, 周兴国. 超快变换复合脉冲方波变极性TIG电弧行为[J]. 北京航空航天大学学报, 2009,35(8):1013-1017.
CONG Baoqiang, QI Bojin, ZHOU Xingguo.Ultrafast-convert hybrid pulse square-wave variable polarity TIG arc behavior[J]. Journal of Beijing University of Aeronautics and Astronautics, 2009,35(8):1013-1017.
[16]从保强, 齐铂金, 周兴国, 等.5A06铝合金超快变换复合脉冲方波VPTIG焊接[J]. 宇航材料工艺, 2009(2):71-74.
CONG Baoqiang, QI Bojin, ZHOU Xingguo,et al. Ultrafast-convert complex-pulse squarewave VPTIG welding of 5A06 aluminum alloy[J].Aerospace Materials & Technology, 2009(2):71-74.
[17]从保强, 齐铂金, 周兴国, 等. 铝合金超快变换复合脉冲方波VPTIG焊接技术[J]. 焊接学报, 2009,30(2):25-29.
CONG Baoqiang, QI Bojin, ZHOU Xingguo,et al. Ultrafast-convert complex ultrasonic pulse square wave VPTIG arc welding technology of aluminum alloy[J]. Transactions of the China Welding Institution, 2009,30(2):25-29.
[18]从保强, 齐铂金, 周兴国, 等. 高强铝合金复合脉冲VPTIG焊缝组织和性能[J].北京航空航天大学学报, 2010,36(1):1-5.
CONG Baoqiang, QI Bojin, ZHOU Xingguo,et al. Microstructure and mechanical properties of hybrid pulse VPTIG arc welding of high strength aluminum alloy[J]. Journal of Beijing University of Aeronautics and Astronautics, 2010,36(1):1-5.
[19]从保强, 齐铂金, 李伟, 等. 脉冲电流频率对2219铝合金焊缝组织性能的影响[J]. 焊接学报, 2010,31(9):37-41.
CONG Baoqiang, QI Bojin, LI Wei,et al. Effect of pulse current frequency on microstructure and mechanical properties of 2219 aluminum alloy weld joints[J]. Transactions of the China Welding Institution, 2010,31(9):37-41.
[20]从保强, 齐铂金, 周兴国, 等.复合脉冲方波电流频率对5A06铝合金焊缝组织和性能的影响[J]. 焊接学报, 2010,31(1):89-93.
CONG Baoqiang, QI Bojin, ZHOU Xingguo,et al. Effect of hybrid pulse square-wave current frequency on microstructure and mechanical properties of 5A06 aluminum alloy welds[J].Transactions of the China Welding Institution,2010,31(1):89-93.
[21]邱灵, 范成磊, 林三宝, 等. 高频脉冲变极性焊接电源及电弧压力分析[J]. 焊接学报, 2007,28(11):81-84.
QIU Ling, FAN Chenglei, LIN Sanbao, et al. High-frequency pulse modulated variable polarity welding power and its arc pressure[J].Transactions of the China Welding Institution,2007, 28(11):81-84.
[22]李显, 宋永伦, 卢振洋, 等. 2219铝合金高频耦合脉冲TIG焊接工艺[J]. 焊接学报, 2015,36(5):17-20.
LI Xian, SONG Yonglun, LU Zhenyang,et al. High frequency energy coupling pulsed TIG welding process on 2219 aluminum alloy[J].Transactions of the China Welding Institution,2015,36(5):17-20.
[23]FU G F, TIAN F Q, WANG H.Studies on softening of heat-affected zone of pulsed-current GMA welded Al-Zn-Mg alloy[J].Journal of Materials Processing Technology,2006,180:216-220.
[24]PADMANABHAM G, SCHAPER M,PANDEY S, et al. Tensile and fracture behavior of pulsed gas metal arc-welded Al-Cu-Li[J].Welding Journal, 2007,86(6):147-160.
[25]GOYAL V K, GHOSH P K, SAINI J S. Analytical studies on thermal behavior and geometry of weld pool in pulsed current gas metal arc welding[J]. Journal of Materials Processing Technology, 2009,209:1318-1336.
[26]PRAVEEN P, KANG M J,YARLAGADDA K D V P. Characterization of dynamic behavior of short circuit in pulsed gas metal arc welding of aluminum [J]. Journal of Achievements in Materials and Manufacturing Engineering, 2006,14(1/2):75-82.
[27]石玗, 黄岸, 樊丁, 等. 铝合金脉冲MIG焊动态过程辨识[J]. 焊接学报,2006,27(3):57-60.
SHI Yu, HUANG An, FAN Ding, et al. Identification of aluminum alloy pulsed metal inert-gas welding dynamic process[J].Transactions of the China Welding Institution,2006,27(3):57-60.
[28]王志江. 脉冲熔化极气体保护焊接熔深自适应区间模型控制[D]. 哈尔滨: 哈尔滨工业大学, 2010.
WANG Zhijiang. Adaptive interval model control for depth of weld penetration in pulsed gas metal arc welding[D]. Harbin: Harbin Institute of Technology, 2010.
[29]唐跃军. 脉冲MIG焊熔滴过渡控制研究[D]. 长沙: 中南大学, 2010.
TANG Yuejun. Research on metal transfer control of pulsed MIG welding[D]. Changsha:Central South University, 2010.
[30]罗怡, 谢小健, 朱洋, 等. 铝合金脉冲MIG焊接熔滴过渡行为的声发射信号时频域表征[J]. 焊接学报, 2015,36(4):83-86.
LUO Yi, XIE Xiaojian, ZHU Yang, et al.Time and frequency domain analysis of metal droplet transfer by acoustic emission signals during pulse MIG welding of aluminum alloy[J].Transactions of the China Welding Institution,2015,36(4):83-86.
[31]LEE K B, KIM C, KIM D S. High deposition rate pulse gas metal arc welding for Al-5083 thick plate [J]. Proceedings of the Institution of Mechanical Engineers,Part B: Journal of Engineering Manufacture,2013,227(6):848-854.
[32]WU C S, CHEN M A, LU Y F. Effect of current waveforms on metal transfer in pulsed gas metal arc welding[J]. Measurement Science and Technology, 2005,16(12):2459-2465.
[33]GHOSH P K, GOYAL V K, DHIMAN H K, et al. Thermal and metal transfer behaviors in pulsed current gas metal arc weld deposition of Al-Mg alloy[J]. Science and Technology of Welding and Joining, 2006,11(2):232-242.
[34]姚屏, 黄文超, 薛家祥, 等. 脉冲参数对脉冲MIG焊焊接行为的影响[J]. 华南理工大学学报(自然科学版), 2008,36(10):140-145.
YAO Ping, HUANG Wenchao, XUE Jiaxiang, et al. Effect of pulse parameters on welding behavior of pulsed MIG welding[J].Journal of South China University of Technology(Natural Science Edition), 2008,36(10):140-145.
[35]谭秀文. 脉冲波形对电弧形态及熔滴过渡影响研究[D]. 上海: 上海交通大学,2011.
TAN Xiuwen. The research of the influence of pulse waveforms on arc shape and metal transfer[D]. Shanghai: Shanghai Jiao Tong University, 2011.
[36]KAMAL P, SURJYA K P. Effect of pulse parameters on weld quality in pulsed gas metal arc welding: a review[J]. Journal of Materials Engineering and Performance,2011,20(6):918-931.
[37]ARIF N, CHUNG H. Alternating current-gas metal arc welding for application to thin sheets[J]. Journal of Materials Processing Technology, 2014,214:1828-1837.
[38]焦向东, 黄松涛, 潘际銮, 等. 新型交流脉冲MIG焊接法的研究[J]. 石油机械,2002,30(9):8-11.
JIAO Xiangdong, HUANG Songtao, PAN Jiluan, et al. A study on the new AC pulsed MIG welding[J]. China Petroleum Machinery,2002,30(9):8-11.
[39]杭争翔, 宋政. 交流脉冲MIG电弧稳定性及其控制[J]. 沈阳工业大学学报,2002,24(5):374-377.
HANG Zhengxiang, SONG Zheng. AC pulsed MIG arc stability and its control[J].Journal of Shenyang University of Technology,2002,24(5):374-377.
[40]廖平. 薄板铝合金VP-PMIG焊接设备及电弧稳定性研究[D]. 北京: 北京工业大学, 2006.
LIAO Ping. Research on VP-PMIG power supply for thin sheet of aluminum alloy and its arc stability[D]. Beijing: Beijing University of Technology, 2006.
[41]HARWIG D D, DIERKSHEIDE J E, YAPP D, et al. Arc behavior and melting rate in the VP-GMAW process[J]. Welding Journal,2006,85(3):52-62.
[42]VILARINHO L O, NASCIMENTO A S, FERNANDES D B, et al. Methodology for parameter calculation of VP-GMAW[J]. Welding Journal, 2009,88(4):92-98.
[43]袁磊, 华学明, 张旺, 等. 铝合金AC-P-MIG焊接电弧行为及熔滴过渡过程[J].上海交通大学学报, 2012,46(7):1092-1097.
YUAN Lei, HUA Xueming, ZHANG Wang, et al. Arc behavior and droplet transfer analysis in AC-P-MIG welding of aluminum alloys[J]. Journal of Shanghai Jiaotong University,2012,46(7):1092-1097.
[44]PARK H J, KIM D C, KANG M J.The arc phenomenon by the characteristic of EN ratio in AC pulse GMAW[J]. International Journal of Advanced Manufacturing Technology,2013,66:867-875.
[45]武传松, 王林, 陈姬, 等. 电弧焊接工艺高效化改型的研发进展[J]. 焊接,2013(8):1-10.
WU Chuansong, WANG Lin, CHEN Ji, et al.Development of the high efficiency modification for arc welding processes[J]. Welding & Joining,2013(8):1-10.
[46]KAH P, SUORANTA R,MARTIKAINEN J. Advanced gas metal arc welding processes[J]. International Journal of Advanced Manufacturing Technology,2013,67:655-674.
[47]SILVA C L M, SCOTTI A. The influence of double pulse on porosity formation in aluminum GMAW[J]. Journal of Materials Processing Technology, 2006,171:366-372.
[48]姚屏, 薛家祥, 蒙万俊, 等. 工艺参数对铝合金双脉冲MIG焊焊缝成形的影响[J]. 焊接学报, 2009,30(3):69-72.
YAO Ping, XUE Jiaxiang, MENG Wanjun,et al. Influence of processing parameters on weld forming in double-pulse MIG welding of aluminum alloy[J]. Transactions of the China Welding Institution, 2009,30(3):69-72.
[49]姚屏, 薛家祥, 陆晓明, 等. 铝合金双脉冲MIG焊控制系统设计与工艺研究[J].焊接, 2009(1):33-36.
YAO Ping, XUE Jiaxiang, LU Xiaoming, et al. Control system design and process research on double-pulse metal inert-gas welding of aluminum alloy[J]. Welding & Joining,2009(1):33-36.
[50]LIU A H, TANG X H, LU F G. Study on welding process and prosperities of AA5754 Al-alloy welded by double pulsed gas metal arc welding[J]. Materials and Design, 2013,50:149-155.
[51]仝红军, 上山智之. 低频调制型脉冲MIG焊接方法的工艺特点[J]. 焊接,2001(11):33-35,40.
TONG Hongjun, UEYAMA Tomoyuki.Features of low frequency modulated type pulsed MIG welding process[J]. Welding & Joining,2001(11):33-35,40.
[52]谢剑和, 陈辉, 赵军静. 双脉冲MIG焊对5052铝合金焊接接头力学性能的影响[J]. 电焊机, 2011,41(4):81-85.
XIE Jianhe, CHEN Hui, ZHAO Junjing.Study on the effects of the double-pulse MIG welding on the mechanical properties of 5052 aluminum alloy joints[J]. Electric Welding Machine, 2011,41(4):81-85.
[53]国旭明, 牛鹏亮. LD10CS高强铝合金脉冲MIG焊工艺研究[J]. 电焊机,2015,45(6):117-120.
GUO Xuming, NIU Pengliang. Pulse MIG welding process of LD10CS high strength aluminum alloy[J]. Electric Welding Machine,2015,45(6):117-120.
[54]KUMAR R, DILTHEY U, DWIVEDI D K, et al. Thin sheet welding of Al6082 alloy by AC pulse-GMA and AC wave pulse-GMA welding[J]. Materials and Design, 2009,30:306-313.
[55]魏仲华. 铝合金正弦波调制脉冲MIG焊电流波形控制及专家系统研究[D]. 广州: 华南理工大学, 2012.
WEI Zhonghua. Research on current waveform regulation of sinusoid modulated pulse MIG welding in aluminum alloy and expert system[D]. Guangzhou: South China University of Technology, 2012.
[56]从保强, 欧阳瑞洁, 乔柳平. 不同CMT工艺2014-T6焊缝成形及气孔分析[J].焊接学报, 2015,36(5):37-40.
CONG Baoqiang, OUYANG Ruijie, QIAO Liuping, et al. Weld formation and porosity of 2014-T6 aluminum alloy welds produced by cold metal transfer process[J]. Transactions of the China Welding Institution, 2015,36(5):37-40.