基于Moldflow分析进胶位置对塑件外观的影响
2016-06-05项慧发
项慧发
(佛山市三水区西南街翔丽模具制品厂,广东 佛山 528100)
基于Moldflow分析进胶位置对塑件外观的影响
项慧发
(佛山市三水区西南街翔丽模具制品厂,广东 佛山 528100)
Inf uence of feed glue position on the plastic parts surface based on Moldf ow analysis
利用一个冰箱内饰件的真实案例,介绍了经过Moldflow流动分析来验证表面缺陷产生的原因,通过改变塑件进胶口位置,解决模具原设计由于进胶口位置选择不合理而导致的塑件外观不良,如气纹和熔接痕。
进胶口位置;流动分析;气纹;熔接痕
塑件的外观表面是塑件质量的重要因素,特别是对外观表面有一定要求的塑件。影响塑件外观的因素有很多,如注塑工艺、模具材料、模具结构设计及模具加工等,其中塑件进胶口位置的选择对塑件外观的影响也是一个非常重要的因素,如果进胶口位置选择不正确,会严重影响塑件的外观质量,有时通过调整注塑工艺可以解决问题,极端情况下,无论如何调整注塑工艺都无法解决,那就要考虑改变进胶位置,如何确定合适的进胶位置呢?以往一般都是凭经验,经过试模后再修正,最终确定进胶口位置。现在有一种很有效的模流分析软件Moldflow能帮助我们快速地分析解决这个问题,本文通过一个真实的案例来加以探讨。
1 塑件外观质量问题及初步分析
某冰箱内饰件制冰格转框如图1所示,材料采用奇美HIPS PH88,重量为68 g,A面是重要外观面,表面质量要求比较高,不能有气纹、表面缩痕、射纹、熔接痕等缺陷,A面圆形孔内还组装其他塑件,所以圆形孔内的气纹、表面缩痕、熔接痕缺陷是可以接受的。在注塑生产过程中塑件没有表面缩痕的缺陷,但是圆形孔两侧表面始终有气纹和熔接痕,无论怎样调整注塑工艺参数,都无法消除。从塑件的结构图,初步分析判断可能是进胶位置选择不合理导致。而当塑料从主流道注入分流道,再由分流道通过两个进胶口进入型腔,很快就流过型芯,从塑件转框内侧流到外侧,由图1中B-B剖面看出,料流从内外两侧成U形同时向前填充,在前面碰到型腔壁后内外两侧料流向中间合流,由于合流处是塑件重要外观面,模具无法作排气结构,模具型腔内有空气困在该处不能顺利排出,塑料在此处受到困在里面的空气阻力而流速减慢变冷,料流前锋变冷不能很好熔接,从而导致塑件重要外观面A面圆孔两侧表面产生气纹和熔接线。
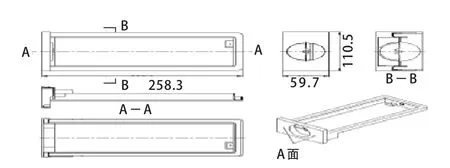
图1 制冰格转框塑件结构图
2 Moldflow流动分析验证
前面我们凭经验从塑件结构和模具进胶口位置上对制冰格转框在注塑生产中表面产生气纹和熔接痕缺陷的原因,作出了初步的分析和判断,为了验证前面的分析和判断,我们运用Moldflow进行流动分析来验证。
在Moldflow软件中导入制冰格转框的三维模型,使用比较常用的fusion网格(双层面网格)对三维模型进行网格划分,修复划分好的网格,查看网格统计结果可知,没有自由边、交叉边、配向不正确单元、完全重叠单元和相交单元,最大纵横比为6,匹配百分比为94.3%,相互百分比为97.2%,可以满足Moldflow流动分析要求。
3 Moldflow分析解决
根据以上分析以及Moldflow流动分析验证可知,制冰格转框塑件模具设计的进胶位置是不合理的,要消除此塑件重要外观面A上的气纹,就必须解决此面圆形孔两侧的困气问题,我们可以考虑在此面附近进胶,首先填充此面,以利于塑件此处模具型腔内空气的排出,还可以把熔接线引到其他次要的外观面。
在Moldflow中复制一个方案,按照上面分析确定的进胶方案设置四个注射位置,分析类型还是快速充填,注塑工艺设置不变,然后运行分析,同样在分析完成后在分析结果中查看气穴和熔接线选项。在气穴分析结果图中查看图示气穴位置,塑件重要外观面A内没有了气穴,只在A面的边缘有气穴,此处的困气在模具分型处,型腔内空气可以从模具分型间隙排出,很好地消除了困气现象,也就消除了塑件A面的气纹,其它的气穴位置不在塑件重要外观面,可以通过分型面的排气槽,镶件和顶针位置的间隙排出型腔内空气,不会在塑件表面产生气纹,对塑件外观质量没有影响。在熔接线分析结果图中看出,因为圆形凹槽内侧有半圆孔,而且此处有两个进胶口,所以在塑件A面圆孔上下边缘有熔接线,说明会产生熔接痕。此熔接痕是不可避免的,但圆形孔边缘离上下边缘很近,此处熔接痕比较短,是可以接受的。塑件其它位置表面都不是外观面,熔接痕也可以接受。
根据Moldflow快速充填分析结果可知,上述制冰格转框注塑模具进胶方案是可行的,我们按照此方案对模具的浇注系统进行了修改。模具修改完成后进行了试模,实际注塑生产的塑件和Moldflow流动分析的结果相符,塑件A面没有了气纹,圆形孔上下侧有轻微的熔接痕,是不可避免的,可以接受,说明模具的这个进胶方案是正确的。我们借助模流分析软件Moldflow这个有效的工具,分析了制冰格转框塑件重要外观面气纹和熔接痕缺陷产生的原因,并很快地解决了,取得了良好的效果和经济效益。
4 结束语
通过这个案例我们探讨了塑件进胶口位置对塑件外观的影响,使我们认识到塑件进胶口位置的选择对注塑模具设计的重要性。有些塑件的进胶口位置对塑件表面外观质量和翘曲变形会有影响,在传统的注塑模具设计工作中一般是凭设计者的经验确定浇口位置和浇口类型,然后通过试模来发现问题,对于有些结构复杂和高要求的塑件有时要经过多次试模和修改才能最终确定合适的进胶口位置。现在我们可以利用Moldflow这个很有效的工具软件进行辅助分析塑件注塑时的流动,冷却和翘曲,通过各种分析结果向模具的前期设计提供参考,减少模具设计的失误和不足,优化模具设计,缩短模具制造周期,减少模具试模次数,降低模具制造成本,提高模具注塑生产效率,降低塑件注塑生产成本,提升产品质量,可以取得良好的经济效益。
[1] 刘细芬,黄家广. 基于Moldflow软件的注塑制件浇口优化设计[J]. 塑料工业. 2011(12).
[2] 贺华波,李红林,邓益民,刘军,孙宝寿. Moldflow在电话听筒上盖零件注塑成型中的应用[J]. 轻工机械. 2010(02).
(P-02)

TQ320.662
1009-797X(2016)06-0086-02
A
10.13520/j.cnki.rpte.2016.06.031
项慧发(1975-),男,本科学历,广东省佛山市三水区云东海街道翔丽模具制品厂技术员。
2016-01-20
