钛合金机器人焊接中A-TIG的工艺研究
2016-06-02崔雪松苑玉玲
王 军,崔雪松,苑玉玲
(1.睿能热泵(沈阳)能源技术有限公司,沈阳 110041;2.沈阳理工大学,沈阳 110159)
钛合金机器人焊接中A-TIG的工艺研究
王军1,崔雪松2,苑玉玲1
(1.睿能热泵(沈阳)能源技术有限公司,沈阳 110041;2.沈阳理工大学,沈阳 110159)
摘要:利用机器人平台对活性剂氩弧焊(A-TIG)在钛合金焊接技术中的应用进行研究。通过正交实验测试CaF2、CrCl3、KF、MgCl2等四种材料在多组元复合活性剂中含量不同时对熔深的影响。实验表明:复合活性剂的使用有助于加深熔深;最佳配比CaF2、CrCl3、KF、MgCl2的含量分别为25%、15%、10%、50%;力学性能测试表明使用活性剂得到的焊接件性能优于传统方法。
关键词:机器人焊接;活性剂氩弧焊;复合活性剂;钛合金
钨极氩弧焊(TIG)[1]是在钛及钛合金的焊接中应用最广泛的工艺,特别是活性焊接法应用于传统TIG焊[2-3]以后,焊接接头性能和焊接结构寿命得到了改善,这种焊接方法通称为活性剂氩弧焊(A-TIG)。A-TIG是在焊前将很薄的一层表面活性剂涂于待焊焊道表面,然后进行正常TIG焊接,使得焊接熔深显著增加,大大提高焊接效率和焊接质量[4-5]。
机器人焊接也是提高焊接质量和生产率的有效办法。机器人焊接中,试件不需开坡口,6毫米以下直接焊透,焊后力学性能合格,由此减少了焊件坡口加工工序,降低生产成本,提高了焊接生产率。本研究将机器人焊接和A-TIG焊结合起来,在实现高效优质的钛及钛合金焊接的同时,消除手动焊接造成的人工误差,能更好的分析活性剂配比等焊接工艺对焊接质量的影响。
1实验方法
本研究采用SR10C六关节型机器人实现焊接,主要设备包括垂直六关节型机器人10kg Robot SR10C、控制柜、315A机器人焊接电源、焊枪、防撞装置、送丝机、变位机等,如图1所示。

图1 机器人焊接工作站示意图
试验过程如下:(1)磨电极:将钨极尖端磨成45°锥角;(2)测电弧长及钨极伸出长度;(3)调焊接速度、电流及保护气流量;(4)磨试样、划线、清洗:将试样表面用钢刷打磨干净,以刷开粘附其上的杂质;在试样长度方向上划中心线,作为焊接轨迹;用丙酮清洗试件表面,以除去残留的油污等,晾干待焊;(5)涂敷活性剂:焊前通过真空箱根据各活性剂的物理性质进行活性剂干燥,干燥后对其充分研磨,然后放入烧杯中,倒入酒精将其调成糊状,用扁平毛刷将其均匀的涂敷在焊缝表面,以遮盖原有金属光泽为宜,焊缝宽度约为15~20 mm,晾干待焊;(6)焊前准备妥当后,采用直流正接法进行活性焊试验;(7)焊接完毕后,关闭气阀及电源;(8)待试样冷却后,分别用布砂、240#、600#砂纸,将焊缝表面打磨光滑,然后用配好的酸进行腐蚀,待腐出焊缝熔合线,拍下焊缝截面形态,测量涂敷活性剂时焊缝熔深D和熔宽W。
1.1活性剂配比研究
用CaF2、CrCl3、KF、MgCl2四种材料作为多组元复合活性剂的组成成分。实验材料为6mm厚TA2板材,电流180A,焊接速度120mm/min,气体流量12L/min,钨极直径为3.2mm,钨极尖端角度为45°,弧长2.5mm。
为获得最佳配比的活性剂,设计了四因素三水平正交实验,具体配比见表1。根据正交表与各因素的水平配制活性剂,一共有九种配方,见表2所示。

表1 活性剂配比试验正交表 %

表2 活性剂配比试验表 %
1.2力学性能测试
根据压力容器焊接工艺评定标准JB/T4745-2002,对焊接后的钛合金板材(4mm TA2)焊接接头进行拉伸、面弯和背弯力学性能实验。对焊缝横截面进行显微镜观测以获得其金相形貌,并对焊缝处淬断面显微形貌进行扫描电镜观测。
2结果与讨论
2.1活性剂最佳配比的确定
添加不同组分的复合活性剂对熔深的影响结果如表3所示,可以发现,添加复合活性剂获得的熔深更深。

表3 复合活性剂实验结果 %
分析正交实验的结果,某组分固定配比时的三组结果取平均值,得到D(w)/D0,该平均值抵消了其它组分的影响,可以定性表征在该成分含量为w时对D/D0变化的贡献程度,如表3所示。按照实验结果,CaF2、CrCl3、KF的含量分别为25%、15%、10%时D(w)/D0最大,因此选取这一组分为复合活性剂的配比,此时MgCl2的含量确定为50%。表4~表6中的R为不同组分D(w)/D0的最大值与最小值之差,代表复合活性剂性能指标对该组分变化的敏感程度。从表4的结果可以看出,复合活性剂性能指标对KF组分变化较为敏感。

表4 复合活性剂中各组分(CaF2)对D/D0变化的贡献程度
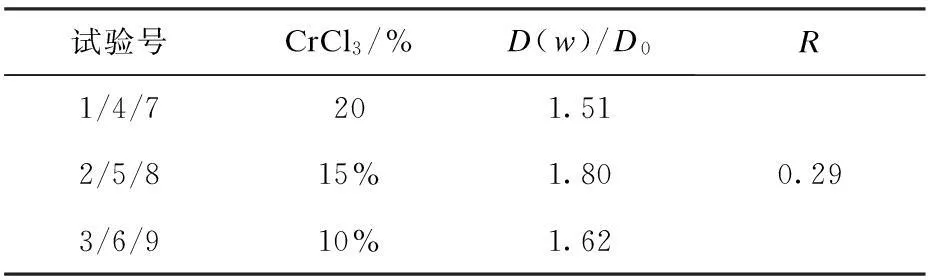
表5 复合活性剂中各组分(CrCl3)对D/D0变化的贡献程度

表6 复合活性剂中各组分(KF)对D/D0变化的贡献程度
2.2力学性能
根据压力容器焊接工艺评定标准JB/T4745-2002,对焊接后的钛合金板材(4mm TA2)焊接接头进行拉伸、面弯和背弯力学性能实验。标准规定拉伸强度大于等于400MPa即为合格,采用A-TIG方法焊接得到的试样拉伸强度为450MPa,断裂在母材上;面弯和背弯试件在弯曲180°后均无裂纹。A-TIG焊后试件力学性能测试结果符合标准要求。
为进一步了解采用A-TIG方法得到的试样的结构信息,通过对截面抛光,再在显微镜下观察,得到焊接截面的金相形貌,如图2所示。发现采用A-TIG焊得到的焊缝晶粒更加细小,这可能是其拉伸强度得到提高的原因。对焊缝处进行淬断处理后,对其断面进行电镜观察(如图3),可以发现,传统TIG焊焊接试样主要是韧窝断裂,主要断裂在基体金属,基材的塑性较好;而A-TIG焊试样断裂发生在熔合线附近,属于韧窝和混合模式断裂。

图2 焊缝截面形貌

图3 焊缝断面SEM形貌
3结论
(1)正交试验的结果表明,由CaF225%、CrCl315%、KF 10%、MgCl250%组成的复合活性剂能够提高钛合金焊接效率。
(2)采用A-TIG方法焊接得到的试样拉伸强度为450MPa,大于JB/T4745-2002标准规定的400MPa,A-TIG焊后试件力学性能测试结果符合标准要求。
参考文献:
[1]戚运莲,洪权,刘向,等.钛及钛合金的焊接技术[J].钛工业进展,2004,21(6):25-29.
[2]袁玉兰,王惜宝,吴顺生,等.活性剂在焊接中的应用及展望[J].材料导报,2005,19(8):66-68,75.
[3]J NIAGAJ.Use of A-TIG method for welding of titanium,nickel,their alloys and austenitic steels[J].Welding International,2006,20(7):516-520.
[4]杨春利,牛尾诚夫,田中学.TIG电弧活性化焊接现象和机理研究[J].焊接,2000(5):15-18.
[5]黄勇,樊丁,张涵.表面活性剂对钛合金A-TIG焊熔深的影响[J].稀有金属材料与工程,2006,35(10):1586-1588.
(责任编辑:赵丽琴)
Research on the Process of A-TIG in the Titanium Alloy Robot Welding
WANG Jun1,CUI Xuesong2,YUAN Yuling1
(1.SmarHeat Inc.(Shenyang) Heat Pump Limited company,Shenyang 110041,China;2.Shenyang Ligong University,Shenyang 110159,China)
Abstract:The application of argon arc welding (A-TIG) of active agent in titanium alloy welding technology is studied by using robot platform.Through the orthogonal experiment of influence of material content CaF2,CrCl3,KF,MgCl2 on the penetration depth in a multi component compound active agent is tested.Experiments show that the use of the composite active agent can help deepen the penetration.The optimum ratio of CrCl3,KF,CaF2 and MgCl2 were 25%,15%,10%,50%,respectively.And the mechanical property tests showed that the performance of the welded parts using the active agent was better than that of the traditional method.
Key words:robot welding;active agent argon arc welding;composite active agent;titanium alloy
中图分类号:TG457.19
文献标志码:A
文章编号:1003-1251(2016)02-0104-04
作者简介:王军(1967—),男,高级工程师,研究方向:供热、制冷、空气调节、通风。
收稿日期:2015-04-29
