一种羊绒清梳联合机的改进
2016-06-01付友民
付友民
(青岛纺织机械股份有限公司,山东 青岛 266042)
一种羊绒清梳联合机的改进
付友民
(青岛纺织机械股份有限公司,山东 青岛 266042)
文章在保证产量的基础上,为实现减少羊绒纤维损伤、降低短绒率、节约成本的目的,对当前较为繁复的羊绒清梳联标准流程进行了优化改进,满足了实际生产的需要。
清梳联;羊绒梳理联合机;半精纺
1 原料
羊绒清梳联的原料为羊绒、兔绒、驼毛绒、牦牛绒等各种天然原料[1]。原料经过本流程后将逐级被开松、去粗、除杂与梳理,最后制成标准的成品绒。改进后的流程在降低纤维损伤率的情况下,使配置更加简洁实用,提高产量,降低成本,减少用电负荷,便于操作[2-3]。
2 工艺流程
2.1 改进前工艺流程
FB002-15型喂毛斗→FB101-15型开松机(1)→FB102-15型开松机(2)→FB111型平梳机→FB200-15型梳理机(1~4),具体见图1。

图1 宽幅羊绒清梳联工艺流程
2.2 改进后工艺流程
FB002-15型喂毛斗→FB101A-15型开松机→FB111型平梳机→FB200-15型梳理机(1~4),改造后的工艺流程,取消原开松机FB101-15(1)及FB102-15(2),仅在平梳机和喂毛斗之间增加转移辊(Φ350),其作用直接将喂毛斗供给的原料从旋转平带转移到平梳机第(1)梳理辊上,采用新机架、新安全罩、新传动部件、新平帘喂入装置,设计成FB101A-15型开松机,在不影响出绒产量的情况下,减少纤维损伤,显著降低成本,具体见图2:

图2 改进后的宽幅羊绒清梳联工艺流程
3 工艺计算
3.1 原开松机(1)、开松机(2)及平梳机之间传动系统如图3所示,省略平梳机以后部分。
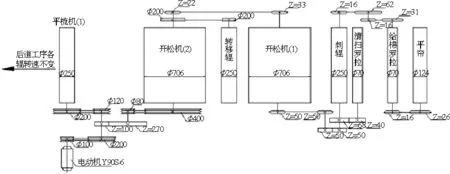
图3 改造前传动系统图
各主要辊体转速如下:
平梳机第(1)转移辊转速:Nft1=960×100÷200×120÷200≈288rpm;
开松(2)锡林转速:Ncin2=960×100÷200×100÷270×80÷400≈35.56rpm;
开松(1)锡林转速:Ncin1= Ncin2×22÷33=35.56×22÷33≈23.7rpm;
转移辊转速:Ntr= Ncin2×370÷165=35.56×370÷165≈79.72rpm;
刺毛辊转速:Nwo= Ncin1×37÷24×50÷50=23.7×37÷24×50÷50≈36.54 rpm;
清扫罗拉转速:Ncl=Nwo×68÷40=36.54×68÷40≈62.12 rpm;
给棉罗拉转速:Ng=Nwo×16÷62×16÷31=36.54×16÷62×16÷31≈4.87 rpm;
给棉平帘转速:Nfc= Ng×16÷26=4.87×16÷26≈3.0rpm。
各主要辊体线速度如下:
平梳第(1)转移辊线速度:Vft1=π×Nft1×Dft1=3.14×288×250÷60≈3768.0mm/s;
开松(2)锡林线速度:Vcin2=π×Ncin2×Dcin2=3.14×35.56×706÷60≈1313.5mm/s;
开松(1)锡林线速度:Vcin1=π×Ncin1×Dcin1=3.14×23.7×706÷60≈875.65mm/s;
转移辊线速度:Vtr=π×Ntr×Dtr=3.14×79.72×250÷60≈1043.0mm/s;
刺毛辊线速度:Vwo=π×Nwo×Dwo=3.14×36.54×250÷60≈478.07 mm/s;
清扫罗拉线速度:Vcl=π×Ncl×Dcl=3.14×62.12×70÷60≈227.56mm/s;
给棉罗拉线速度:Vg=π×Ng×Dg=3.14×4.87×70÷60≈17.83mm/s;
给棉平帘线速度:Vfc=π×Nfc×Dfc=3.14×3.0×124÷60≈19.436mm/s。
所以,平梳第(1)转移辊与刺毛辊之间的线速度之比,即纤维牵伸为:
i= Vft1÷Vcin2×Vcin2÷Vtr×Vtr÷Vcin1×Vcin1÷Vwo= Vft1÷Vwo=3768÷478.07≈7.88。
3.2 改进后的开松机与平梳机之间的传动系统(见图4)
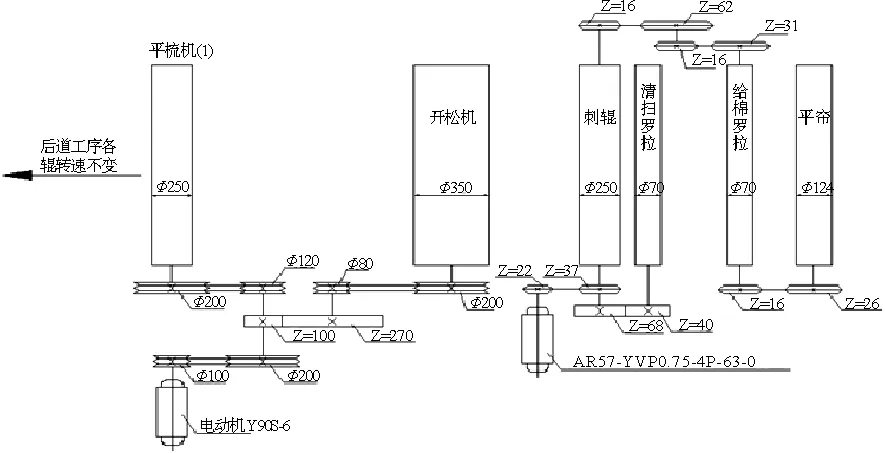
图4 改造后传动系统图
各主要辊体转速如下:
平梳机第(1)转移辊转速:Nft1=960×100÷200×120÷200≈288rpm;
开松机转移辊转速:Ncin=960×100÷200×100÷270×80÷200≈71.11rpm;
假设变频减速机在50Hz下运行,那么:
刺毛辊转速:Nwoc= 63×22÷37≈37.46 rpm;
清扫罗拉转速:Nclc=Nwoc×68÷40=37.46×68÷40≈63.68 rpm;
给棉罗拉转速:Ngcc=Nwoc×16÷62×16÷31=37.46×16÷62×16÷31≈4.99 rpm;
给棉平帘转速:Nfcc= Ngcc×16÷26=4.99×16÷26≈3.07rpm。
各主要辊体线速度如下:
平梳第(1)转移辊线速度:Vft1=π×Nft1×Dft1=3.14×288×250÷60≈3768.0mm/s;
开松(2)锡林线速度:Vcin2=π×Ncin×Dcin=3.14×71.11×350÷60≈1313.5mm/s;
刺毛辊线速度:Vwoc=π×Nwoc×Dwo=3.14×37.46×250÷60≈490.1 mm/s;
清扫罗拉线速度:Vclc=π×Nclc×Dcl=3.14×63.68 ×70÷60≈233.28mm/s;
给棉罗拉线速度:Vgc=π×Ngc×Dg=3.14×4.99×70÷60≈18.28mm/s;
给棉平帘线速度:Vfcc=π×Nfcc×Dfc=3.14×3.07×124÷60≈19.92mm/s。
所以,改造后平梳第(1)转移辊与刺毛辊之间的线速度之比,即纤维牵伸为:
ig= Vft1÷Vcin×Vcin÷Vwoc= Vft1÷Vwoc=3768÷490.1≈7.69。
从改进前后的牵伸比可以看出,其值由7.88减小为7.69,纤维损伤率有所降低,短绒率也会降低。同时中间省掉两个锡林,每个锡林大约1万元,新增加一个减速机花费0.1万元,总共节省成本2×(1万-0.1万)=1.8万元,成本降低明显,并且使维修维护更加方便快捷。
4 技术指标
在用户厂家试验情况,原料产地为门源白中白,含绒量为74.34%。改进前指标如表1所示。经过改进后指标如表2所示。

表1 设备改造前的生产技术指标[4]

表2 设备改造后的生产技术指标
上述表格数据为2015年4月~2015年6月累计一次性提取试样多次试验的平均结果,一次性提取率为68.6%,车间相对湿度80%。从此表可以看出,改进前后设备各项指标差异不大,有些参数指标有所提高,比如短绒率提高10%左右,所以这种改进完全可以满足生产需要,改进效果较好。
5 结语
羊绒梳理的最根本任务是在减少纤维损伤的基础上,提高羊绒提取率,降低含杂、含粗率,但是,纤维损伤率和含杂、含粗率永远是矛盾关系,这就要求各羊绒设备生产厂家和使用厂家密切配合,集思广益,不断地调整梳理工艺,调整各辊之间速比,并且不断探索使用不同的甚至新型的针布,在不影响产品质量的情况下尽量提高台产。
[1] 李妙福,苏馨逸.清梳联工艺设备与管理[M].上海:东华大学出版社,2006.
[2] 罗佩芬.山羊绒及其预处理加工[J].梳理技术,2009,(05):29-31.
[3] 井恩法.半精纺行业设备性能、工艺技术的探讨[A].2009年“青锋杯”全国创新型毛纺半精纺技术研讨会资料汇编[C].上海:中国毛纺织行业协会,中国纺织机械器材工业协会,2009.
[4] 张艳丽.1.5米幅宽羊绒清梳联合分梳机性能及应用[A].2009年“青锋杯”全国创新型毛纺半精纺技术研讨会资料汇编[C].上海:中国毛纺织行业协会,中国纺织机械器材工业协会,2009.
An Improvement on Cashmere Carding Combination Machine
FuYoumin
(Qingdao Textile Machinery Co.,Ltd.,Qingdao 266042,China)
On the basis of ensuring the production, in order to achieve the purpose of decreasing damages for cashmere fiber, reducing short fiber contents and cost, the complicated current standard process of cashmere carding was optimized and improved to meet the needs of the actual production.
blowing-carding machinery;cashmerecarding combination machine;semi-worsted
2016-02-29
付友民(1981—),男,山东青岛人,工程师。
TS132.3
B
1009-3028(2016)02-0028-03
