三工位模锻油压机自动补偿偏载装置
2016-06-01华万红芦新莉
华万红,芦新莉
(安阳锻压机械工业有限公司,河南 安阳 455000)
三工位模锻油压机自动补偿偏载装置
华万红,芦新莉
(安阳锻压机械工业有限公司,河南 安阳 455000)
三工位模锻油压机在两侧的镦粗和冲孔工位工作时存在主动偏载现象,造成机身受力不平衡,设备振动大,影响设备正常工作。为解决该问题,使设备能够平稳运行,减少因机器故障造成的经济损失,设计开发了一种自动纠偏装置来补偿机身偏载。
模锻油压机;主动偏载;自动补偿;三工位
数控模锻液压机是一种利用液体压力能来传递能量,以实现模锻工艺加工的设备。本机为三梁四柱三工位数控模锻油压机,具有大功率、高速度、高效率、双动双向成形、自身平衡偏载等特点,特别适用于高筒类锻件和深孔成形锻造工艺。锻造液压机可实现调整、单次、自动、保压等多种功能,可在任意位置输出全部功率并保持所需压力,满足多种锻造工艺需求。三工位模锻油压机常用于重型机车和高铁机车轴承内外套圈的锻造,有镦粗、合模成形及冲孔3个工位。
但一直以来,设备两侧镦粗和冲孔工位工作时,由于单侧力较大,存在主动偏载现象,造成机身不平衡,设备振动严重,长期使用会影响液压管路、立柱和机身等部件使用寿命。为了解决这一问题,使设备能够平稳运行,减少因机器故障造成的经济损失,我们设计开发了一种自动纠偏装置来自动补偿机身偏载。
1 偏载原因分析
三工位模锻油压机工作缸由主油缸、顶出油缸和两个侧压缸组成。主油缸为单方向作用的柱塞式液压缸,柱塞缸体既是上横梁柱塞缸中的柱塞,又是主油缸中的缸体,它与顶出油缸共同实现中间工位的“合模”及“捣窝”成形。此工位不存在主动偏载,当两个侧压缸进行“镦粗”和“冲孔”工艺时,主油缸不工作,这时分布于机身两侧的两个侧压缸参与工作,由于单侧工作,加上流量和速度不能调整,原有系统没有闭环控制,造成机身单侧受力,无法平衡,形成主动偏载。
2 自动纠偏装置构成及纠偏原理
自动纠偏装置主要由位移检测装置和数字插装比例阀及其他液压元件构成电液控制系统,并由PLC协调控制。在机身两侧装上位移检测装置(图1,安装位置见图2),用于测量两侧的位置偏差,带防护盒的位移传感器固定在上横梁上,固定环安装在活动横梁上。压机工作时,活动横梁上下运动拉动随动杆,位移传感器上的磁铁位置就会产生变化测量出位移;在两个动作的液压回路上分别安装数字插装比例阀,用于调节两侧油路的进油量(图3)。镦粗工位工作时,由PLC采集到位置偏差值后,在程序中进行偏差信号的处理,由偏差信号做PID运算,在原数字比例阀给定基值的基础上,闭环控制两侧缸的进油量,自动补偿纠偏。在冲孔工位工作时,镦粗工位也能闭环随动控制,实现一边工位有负载而另一边工位无负载情况下,达到力的平衡,而不是向有负载侧倾斜。
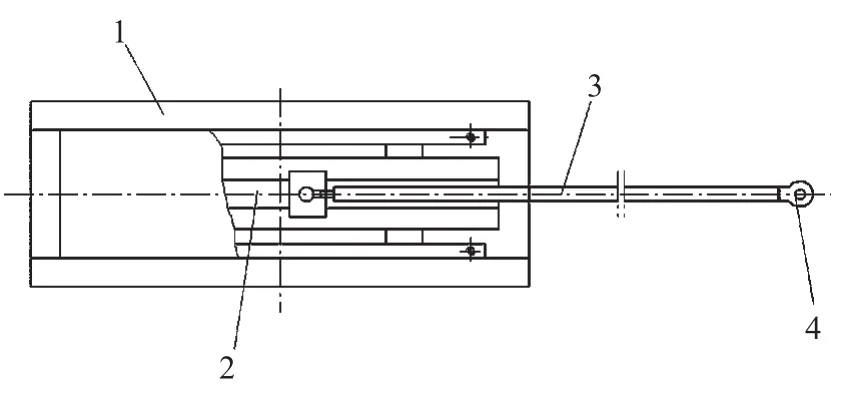
图1 位移检测装置
另外,液压油路中比例阀采用数字阀,通过软件能够在线修改和监控阀口开度,可方便地修改阀参数,配合程序使设备控制达到最优化。通过采用西门子软件Wincc组态设备,修改参数及监控设备运行。
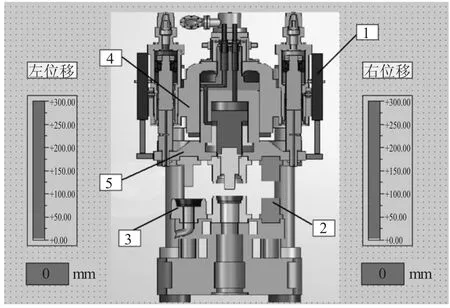
图2 三工位压机模拟图

图3 数字比例阀控制示意图
3 结束语
自动纠偏装置成功解决了三工位压机的偏载问题,减少了设备振动,使设备能够平稳运行,提高了液压系统的稳定性和安全性,延长了立柱及机身寿命,最得较好的经济效益。
[1]雷天觉.新编液压工程手册上下[M].北京:北京理工大学出版社,1998.
[2] 李洪人.液压控制系统[M].北京:机械工业出版社,1986.
[3] 彭晓南.数控技术[M].北京:机械工业出版社,2001.
[4] 吴根茂,等.新编实用电液比例技术[M].浙江:浙江大学出版社,2006.
[5]帅长红.液压机设计、制造新工艺新技术及质量检验标准规范[M].北京:北方工业出版社,2006.
[6] 刘 芳.压力机液压过载保护装置的正确应用[J].液压气动与密封,2008,(6).
[7]吕 言,周建国,阮 澍.最新伺服压力机的开发以及今后的动向[J].锻压装备与制造技术,2006,41(1).
Automatic compensation partial load device for three-station die forgingoil press
HUA Wanhong,LU Xinli
(Anyang Forging Press Machinery Industry Co.,Ltd.,Anyang 455000,Henan China)
As the active partial loading problem happens to the three-station die forgingoil press during both side upsetting and punching process,the body forcing has not been balanced with big vibration,which influences the normal work of equipment.In order to solve the above problem,an automatic compensation device has been designed and explored to compensate the partial load for the body,which makes the equipment work smoothly and reduce the economic loss caused by the malfunction of the machine.
Three-station die forging oil press;Active partial load;Automatic compensation device
TG315.4
A
10.16316/j.issn.1672-0121.2016.02.010
1672-0121(2016)02-0042-02
2015-12-23;
2016-02-03
华万红(1970-),男,工程师,从事铆接机设备设计研发。E-mail:13526120092@163.com
