汽车零部件生产中的精益改善研究
2016-05-31陆邈
陆邈

摘 要:苏州B汽车零部件制造公司在保证质量、控制成本的基础上,为满足日益增长的客户交付,在生产过程中实施了精益改善。基于价值流图分析,利用KPI结构树分析方法得出关键的改善点。在精益改善实施的过程中,运用“3-5Why”分析方法寻找浪费根源;结合工序分析、动作分析寻找点改善方案,进而基于线平衡理论优化价值流。经实测比较:目标价值流设备利用率提高11.8%,线节拍时间下降15%,生产力提高30%,能够满足现有市场需求。
关键词:价值流;精益改善;汽车零部件生产
中图分类号:F273 文献标识码:A
Abstract: Based on quality and cost, in order to meet increasing market demand, B automotive products company located in Suzhou conducted lean improvement project in the process of production. After analyzing value stream mapping, with the method of KPI-Tree analysis, obtained the key points needed to be optimized. During the process of lean implementation, utilized“3-5 WHY”analytical tools to search for the root cause. Combined procedure analysis and action analysis, set up point improvement project and then optimized the value stream based on line balance theory. The data of practical estimation show that OEE(Overall Equipment Efficiency)of target value stream increased by 11.8% with line cycle time decreased by 15% and 30% increase in productivity, which could meet the current market demand.
Key words: value stream; lean improvement; automotive parts manufacturing
0 引 言
进入21世纪以来,经济一体化进程越来越快,同行业之间的竞争变得空前激烈。市场需求向着个性化、多元化、快速响应的趋势发展,市场也逐步由卖方市场向买方市场进行着转变。在汽车制造行业,以美国福特公司为代表的“大批量、少品种”的生产方式逐渐被日本丰田公司以“多品种、小批量”为特点的精益生产方式所取代。1990年,美国学者詹姆斯·P·沃麦科和丹尼尔·T·琼斯在《改变世界的机器》一书中首次定义了精益生产[1];经过六年的研究,1996年出版《精益思想》,将精益生产上升到了理论的高度[2];随后,1999年布鲁斯·A·汉德生和乔治·L·拉科出版了《精益企业》,将精益思想衍变成了一种全新的管理思想,标志着精益生产的成熟[3]。书中概括的精益生产的核心思想为:通过整合企业内部有限的资源,改进生产技术水平,优化物流流程,杜绝过量生产,消除浪费,以最小的投入获取最大价值的产出。
价值流是随着精益生产的问世相继被提出的,它是从原材料进仓、经过加工成产品或转变成服务、再到客户手中所经历的全部活动,其中包括了增值和不增值的部分[4]。价值流管理可以有效地识别生产过程中存在的浪费,2002年美国学者Don Tapping在《价值流管理》一书中系统、全面地介绍了价值流管理的步骤,并详细说明了实施精益化的八个步骤的价值流图析工具[5]。我国学者对价值流管理的研究才刚刚起步,杨雷、张晓鹏(2009)研究了空调生产中的价值流分析及其改善[6];李军(2008)基于价值流图技术,进行了胖轴生产线的精益改善[7];张学龙(2012)结合了价值流管理和工序分析方法,对企业生产流程进行了精益改善[8]。
本文将价值流分析应用于汽车零部件制造行业进行精益改善,原因在于现阶段我国运用精益生产的制造型企业非常多,但取得显著成效的很少,关键原因是方法的不恰当应用,纯粹地把一些方法生搬硬套于生产环节,而往往忽略现实情况的限制。另一方面,运用价值流分析方法进行精益改善在我国也刚刚起步,本文研究对象选取了应用精益生产较为成熟并已取得显著成效的世界500强企业之一,具有一定的参考性和可复制性。本文基于价值流分析,并结合“3-5why”分析、KPI结构树分析、工序分析、生产线平衡理论、PDCA思想,详细剖析研究了企业进行精益改善的过程及具体改善点,并对改善效果进行了评价。
1 目标价值流背景
B公司是位于苏州的一家汽车零部件制造厂商,属于合资企业,总部位于德国。B公司主打产品之一是转向角传感器,属于汽车底盘控制核心零部件,2012年开始建线生产,主要负责转向角传感器的组装工序。至2014年末,苏州B公司生产有面向国内外36家客户共50种不同型号的产品,这50种同类不同型号的产品,组成了一条价值流,称之为LWS价值流。2013年以来,公司加强了对市场的扩展,业务量逐步增长。
现阶段,LWS价值流共有两条生产线,采用三班工作制,8h/班,每班有30min的休息时间,即标准工时为22.5h/d。经分析,公司的生产能力已满足不了现有客户的需求,又经财务核算,现阶段增加的业务量不足以投资新线,所以在保证质量的前提下,实行精益生产来提高产量是唯一有效地解决方案。
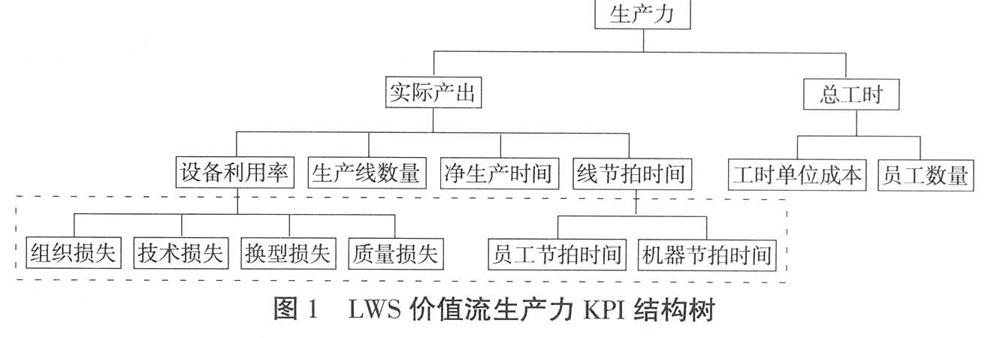
在保证产品质量并且控制成本的前提下,若要100%完成客户需求,唯有提高现有生产线条件下的生产力。根据LWS价值流图分析,结合KPI结构树理论,导出了急需改善的几个KPI指标,见图1。虚线框内的即为本研究将要进行的改善点。
2 目标价值流现场调查分析
2.1 目标产品生产流程
LWS产品组装的零部件主要有:支架齿轮、轮毂、电路板、上盖。其组装流程及工位布局图见图2。其中,目检工序由物料员送货时完成。S60工站作业是镭射二维码,用于内部追踪;以及镭射打标,刻印相关产品信息。S10工站作业内容是在支架齿轮、轮毂摩擦区涂油脂,并组装齿轮和轮毂。油脂用于润滑和减少噪声,齿轮和轮毂用于传递转动。S20工站作业内容是组装电路板和上盖,并最终压接。上盖,用于盖住并把所有的零件连接到一起;电路板,用于测量和处理相关的信息。S30工站作业内容是把整板板从母板切成每个独立的小板,用于工位S20的组装。S40工站作业内容是校验传感器,并测试传感器的功能是否合格。S50工站作业内容是扭矩测试,针规检测,检测产品的扭矩是否合格。最后,半成品将被送往噪音监测室进行抽检。
2.2 问题识别
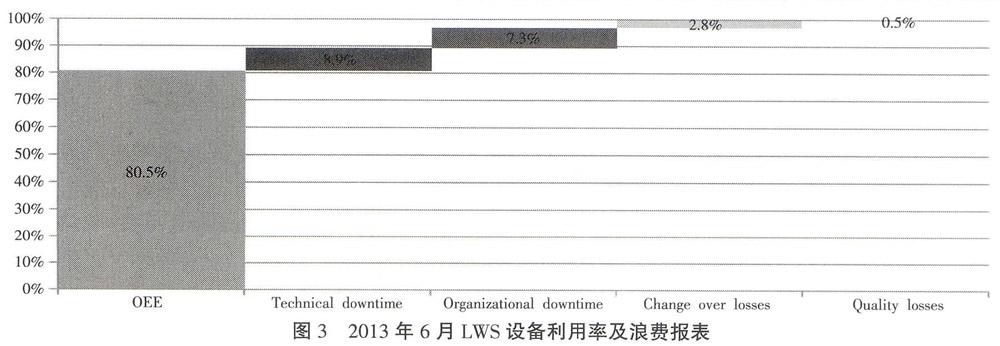
根据公司2013年6月份的数据,见图3,现状是设备利用率(Overall Equipment Efficiency,OEE)只有80.5%,相对应的浪费高达19.5%。其中组织浪费8.9%,主要包括:缺人、缺料、线上培训、复线调试、样件生产等;技术损失7.3%,主要包括:设备停机、复线调试、TMP等;换型损失2.8%,质量损失0.5%。根据图1导出的改善点,运用“3-5why”提问技术,将从技术损失、组织损失、员工节拍时间、机器节拍时这几个方面进行精益改善。根据现场观察,发现生产线存在问题如下:
(1)工站S10涂油脂和预组装报废率过高。根据图3显示,技术损失达8.9%,进一步挖掘,发现涂油脂失败占技术损失的21%,见图4。通过对表1的提问分析,发现输油管结构有问题。由于接口和拐角很多,导致油脂流通不畅;管道经常变径使得压力变大或不稳定,导致油水分离,从而堵塞输油管针。
(2)工站S60镭射成品码节拍时间太长。根据技术部门提供的数据,见图5,镭射成品码节拍时间最高,属于瓶颈工位,需要改善。针对于S60工位,导出S60工位各项动作节拍时间矩阵图,见图6,不难发现,最后一项动作镭射成品码占用时间太长。通过对表2的提问分析,发现只能通过加快设备镭射成品码来实现节拍时间的降低。
(3)各工站读取二维码失败率偏高。根据图4显示,技术停机中有17%来自于二维码读取失败,2013年9月到11月期间,见图7,由于二维码读取失败造成的OEE损失呈上升趋势。现状是如果扫描器一次读取失败,需要操作员重新发出指令进行二维码的重新扫描读取,直到二维码读取成功。而根据现场观察得到的结果是需经过多次扫描才能读取成功的现象比较普遍。
(4)换型时间不稳定。经过现场观察,发现每次换型时间相差很多,不同班次的员工换型时间也不同。每次换型,伴随着长时间的停线。换型期间,出现部分员工长时间闲置的状态,即换型作业每个人的工作量不均衡。
(5)生产过程中组织损失过高。由于组织损失的原因比较多样且分散,没有相关统计数据,但是可以计算得出组织损失所占比重,如图7所示,该阶段组织损失所占比重为7.3%。根据现场观察,组织损失来自于很多方面,诸如:操作员作业熟练度不够;换班人员没有及时到位导致停线换班;每个班两次停线进行5S工作;清空生产线后进行换班。
3 改善措施及办法
(1)更改工站S10、S20输油管结构。①测量出油脂抽取泵抽取油脂时所需的最小压力,以及油脂分离时的临界压力,从而确定油脂传输时压力范围;②尽量减少接头数量,并在必须接头处用密封圈或缠绕膜使其密封性更好,减少压力的损失;③输油管道口径保持一致,减少原本因变径带来的压力不稳。
(2)加快镭射速率。经过现场观察发现,从红色亮起到开始镭射,中间大约间隔有1s的时间,用于镭射准备。而镭射完成到绿灯亮起,间隔大约有0.5s的时间,而这部分时间是可以节省的。对此,调整镭射工位内部参数,使其在旋转过程中就开始进行镭射准备,这样等到旋转到位后,红灯亮起的同时可以立马进行镭射动作。同时缩短镭射完成到旋转归位的时间。
(3)降低各工站二维码读取的失败率。经现场观察发现,①扫描仪的扫描方式是one-shit,即执行一次只扫描一次二维码,一旦读取不了就立即报错,则需要人工操作输入重新扫描的指令。现将扫描仪的扫描模式调整为Phase-mode,即执行一次任务同时扫描十次二维码,其中只要有一个读取成功就可以进行接下去的动作指令。②加强固定扫描仪的位置,防止在反复的旋转过程中位置、角度的移动,并安排定期的扫描仪检查,确保扫描仪进行指定位置的扫描读码。
(4)标准化换型作业,实现快速换型。①标准化换型作业流程,构建换型时间矩阵;②对员工进行线下换型培训,达到要求才准许上岗;对于老员工,每个季度都要进行线下换型考核;③均衡换型时每个员工的工作量,避免出现有员工长时间闲置状态。
(5)制定新的员工手则,标准化作业流程。①新员工必须符合上岗要求后才能上线工作,不熟练者只能进行线下训练;②规定换班前5分钟到达产线,同时在不清空线上半成品的情况下,直接换班,这样可以省去上一班清线以及下一班铺线的时间;③标准化各工站操作流程,将每班5S工作由两次减少为一次。
4 精益改善效果
在每一项精益改善之后,从现场采集的数据表明,均取得了明显的改善。需要说明是:每一项精益改善都相对独立,所以每组数据能否反映是由该精益改善所取得成果。其中,输油管堵塞问题,其所占OEE损失2013年6月份的1.68%降低到2014年1月的0.31%,低于目标值0.5%,见图8;S60工站镭射时间平均降低15%,图9选取了7种不同料号改善前后的数据进行对比;由于二维码读取失败造成的OEE损失由11月份1.49%降低到目标值0.5%以下,见图10;而通过上述三项的技术改善,技术损失由原来的8.9%降低到了6.0%,见图11。从几个KPI指标来看,实施标准化换型以后,换型损失由原来的2.8%降低到了1.5%;制定了新的员工守则,标准化作业流程后,组织损失由7.3%降低到1.5%;而整条LWS价值流的设备利用率由原来的80.5%上升到了90%,增幅超过10%。除此之外,线节拍时间下降15%左右,生产力提高30%,能满足现阶段客户需求。
参考文献:
[1] James P. Womack, Daniel T. Jones. The machine that change the world[M]. New York: Rawson Associates, 1990.
[2] James P. Womack, Daniel T. Jones. Lean Thinking[M]. Simon & Schuster, 1996.
[3] Bruce A. Henderson, Jorge L. Larco. Lean Transformation[M]. Oaklea Publishing, 1999.
[4] Ruther M, Shook J. Learning to See: Value Stream Mapping to Add Value and Eliminate Muda[M]. The Lean Enterprise Institute, Inc, 1999:20-23.
[5] Don Tapping. Value Stream Management[M]. Productivity Pr, 2002.
[6] 杨雷,张晓鹏. 空调生产中的价值流分析及其改善[J]. 工业工程与管理,2009(1):90-96.
[7] 李军. 基于价值流的胖轴精益生产分析[J]. 工业工程与管理,2008(6):128-132.
[8] 张学龙. 基于工序分析方法的企业生产流程优化研究[J]. 工业工程与管理,2012(1):40-45.
