螺旋藻咀嚼片薄膜包衣工艺研究
2016-05-30钟泽彬马宏志
钟泽彬 马宏志
【摘要】目的:本文将对螺旋藻咀嚼片透明薄膜包衣进行摸索研究,确定一次合格率最高的工艺参数。方法:通过正交试验,对包衣片外观合格率有关的透明度、清晰度和杂色点及光滑度作为重要评价组成,得出最佳参数配对。结果:通过评分对比,最高数值的一组综合考虑生产效率、稳定性、水分含量,最终确定最佳工艺条件:11%固含量,片床温度35℃,雾化压力0.5MPa,喷量300g/min,生产出来的螺旋藻咀嚼片一次合格率最高,每批次不合格片低于0.05%。结论:经优化后的螺旋藻片透明型薄膜包衣配方及工艺能保证99.8% 以上的包衣一次合格率和15%生产效率的提高。
【关键词】螺旋藻咀嚼片;正交试验;透明型欧巴代;一次合格率
引言
螺旋藻是一种蓝绿色的多细胞丝状藻类,属蓝藻门念珠藻科,呈疏松或紧密有规则的螺旋旋形弯曲,形如钟表发条,故而得名。[1]其细胞结构简单,细胞壁不是纤维素构成,而是由螺旋藻多糖构成,营养成分丰富、全面、均衡的高吸收率保健品。螺旋藻营养丰富,其富含多种必需的维生素和矿物质,以及纯天然色素类物质,如叶绿素、类胡萝卜素、β-胡萝卜素、叶黄素等等,并积极发挥着抗氧化、增强抵抗力等生理作用。因此,螺旋藻的营养价值包括:增强免疫力、抗氧化抗衰老、促进新陈代谢、促伤口愈合、抗辐射、抗疲劳、抗菌抗感染等。[2]
螺旋藻咀嚼片市场需求量非常大,是公司的主打产品之一,每个月投产量大概有20批次以上。提高质量标准,控制生产成本,提高生产效率,直接影响产品的市场竞争力。目前存在问题:采取薄膜包衣,工艺尚未成熟,批间均一性不够稳定,容易出现质量问题,包衣岗位操作难度大,效率低。为保证销售正常进行,我们对包衣生产工艺进行摸索研究,通过实验对比,充分证明了新包衣工艺的优点和重现性,并确定最终生产工艺。
1.设备与物料
1.1设备
FA1004型分析天平;岛津UV2450分光光度计;JGB-10型包衣机、BGB-250型包衣机;Pharma test PTG-1流动性测试仪(休止角);HE53/Z02水分测试仪;气动搅拌桨
1.2物料
螺旋藻粉(美国),高取代羟丙纤维素,二氧化硅,硬脂酸镁,透明薄膜包衣粉(水溶性,290F690003),纯化水
2.实验方法与过程
2.1螺旋藻片透明型薄膜包衣配方的比较:
分别选择HPMC、PVA及HPMC与PVA混合组成的三种透明包衣配方。通过小试比较透明包衣粉固含量、粘度,以及螺旋藻片选用不同类型透明型薄膜配方的包衣片的外观(透明度,光滑度,色泽均一,片面杂质(白点),标示刻痕清晰);通过稳定性考察,然后选定最佳配方——透明型欧巴代290F690003,通过正交试验在正式生产条件优化出该透明型欧巴代290F690003的最佳工艺,以满足更高的包衣一次合格率、包衣效率、包装效率和质量稳定性。
2.2包衣操作
2.2.1包衣液的配制:
包衣剂用量(A)=每锅素片重量×0.67%(增重0.67%)
每锅包衣液的总量(B)=A/D(包衣液固含量)
每锅包衣液所需的纯化水量(C)=B-A
注:包衣液固含量即为包衣粉在包衣液中的占比
2.2.2按工艺要求称取包衣粉、纯化水配浆,搅拌时间45min后可以喷浆,包衣过程慢速继续搅拌。按指令称取所需素片送入包衣锅中,调整好喷枪与片床之间的距离约为:28-35cm,喷枪位于包衣锅正中间,调整好雾化压力。设置好进风温度、主机转速,开启主机,将素片预热1min-2min后按包衣阶段参数调整进风温度、片床温度,按成膜前期转速进行包衣,包衣至片面基本成膜、颜色一致后将转速调整为成膜后期转速直至将包衣浆喷完,降温至片床温度28-32℃后出料。
2.3正交试验设计
2.3.1一般普通薄膜包衣,若片床温度过高,或喷量不够,可能会导致包衣液没有充分到达片芯即被干燥,而造成衣膜粗糙,片色不均匀,表面泛白;若片床温度过低、或喷量过大,则会使片芯无法及时干燥导致锅内物料湿度过大,会出现片间的粘连现象。同时,操作过程中,包衣液的雾化效果直接影响包衣液被分散的均匀程度并导致最终衣膜的外观质量,而包衣液的雾化程度直接由雾化压力以及雾化系统决定。[3-5]
2.3.2透明型薄膜包衣,对片芯的要求较高,要求片芯具有较高的硬度和较低脆碎度,开始包衣时,片芯之间及锅壁会发生反复摩擦,从而易出现边缘磨损、麻面等现象,所以需要有合适粘度的衣膜及时进行附着和保护。包衣过程中,片床的温度、包衣液的喷量以及包衣液的雾化程度也直接影响这薄膜包衣片的质量。
结合以上因素,通过分析得出影响透明型薄膜包衣合格率的主要原因有:
1)包衣液的固含量,即影响粘度,粘度过高容易堵塞喷枪并影响均匀度和外观;粘度过低则含水量过多,干燥慢,包衣时间长。
2)包衣锅内物料温度和雾化压力,温度高或雾化压力大虽然有利于片芯的干燥,但因为透明衣材料容易因高温和高雾化压力产生喷雾干燥而影响衣膜透明度甚至产生白点,影响成品的外观质量和包衣膜的光亮度;而温度过低或雾化压力过低,不利于包衣膜的干燥,甚至会造成包衣膜中的水分来不及干燥进入片芯而造成部分湿敏性(β-胡萝卜素)有效成分降解加快。
3)包衣液流量的控制,流量过大会使片芯来不及干燥导致粘片、粘锅甚至影响包衣片水分的增加;流量太小,同样会延长包衣时间,且对片芯磨损会随之增加。
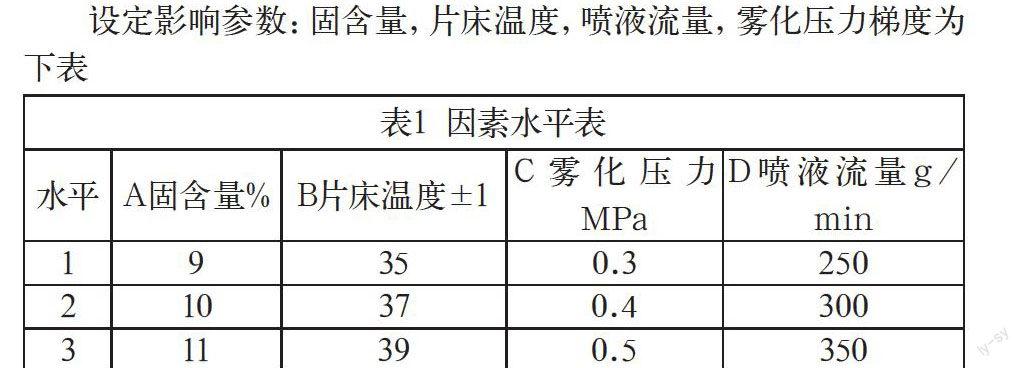
所以我们选择固含量、片床温度、雾化压力、包衣液的流量作为考察因素,选用L9(43)正交表进行试验,探索螺旋藻片透明薄膜包衣的最佳工艺条件。
设定影响参数:固含量,片床温度,喷液流量,雾化压力梯度为下表
2.3.3考察方法
因螺旋藻片包衣的特殊性,易出现标识刻字不清晰或衣膜泛白、透明度不高等现象,故将包衣片外观合格率有关的透明度、清晰度和杂色点及光滑度作为重要组成;另外螺旋藻中蛋白质及β-胡萝卜素的稳定性与片芯中水分含量有关,所以该螺旋藻的包衣一次合格率包括外观和水分等重要指标。各评价指标方法如下:
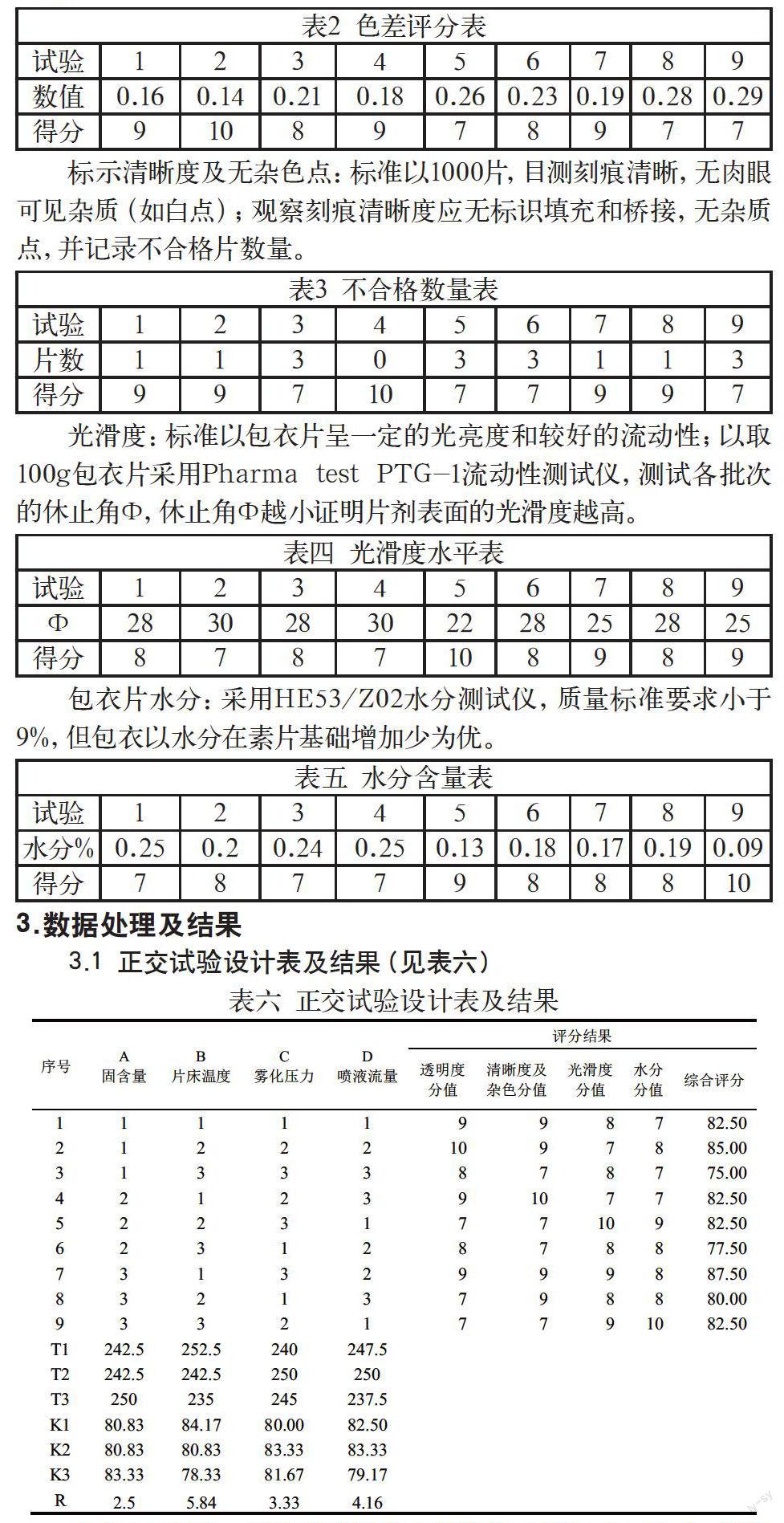
透明度:标准要求包衣呈透明,片芯呈绿色;以各批次素片的颜色为标准点,采用岛津UV2450分光光度计记录各批包衣片的平均色差(n=10),色差值数值小证明透明包衣膜对素片的透明度高(将各组色差值进行排序,求得最大色差值以及平均色差值,按最小色差值评分为10,最大色差值评分为6,平均色差值评分为8进行各区域评分)。
标示清晰度及无杂色点:标准以1000片,目测刻痕清晰,无肉眼可见杂质(如白点);观察刻痕清晰度应无标识填充和桥接,无杂质点,并记录不合格片数量。
光滑度:标准以包衣片呈一定的光亮度和较好的流动性;以取100g包衣片采用Pharma test PTG-1流动性测试仪,测试各批次的休止角Ф,休止角Ф越小证明片剂表面的光滑度越高。
包衣片水分:采用HE53/Z02水分测试仪,质量标准要求小于9%,但包衣以水分在素片基础增加少为优。
3.数据处理及结果
3.1 正交试验设计表及结果(见表六)
表六 正交试验设计表及结果
由表六可得知:四个考察因素之间的关系是B>D>C>A,即包衣的片床温度对透明型薄膜包衣的影响极其显著,喷液流量和雾化压力次之,固含量对薄膜包衣一次合格率的综合得分影响较小;试验号7的包衣一次合格率综合得分最高,为87.5分,即优选水平组合为A3B1C3D2。
3.2 正交试验结果验证
3.2.1取正常生产的三批(20150801A,20150802A,20150803A)进行了A3B1C3D2验证,并按方法得出三批的一次合格率得分分别是90.50、89.00、88.5,符合试验7的得分要求。所以最后的工艺优化方案固含量为11%,维持片床温度为35℃,雾化压力为0.5Mpa及喷量300g/min。
4.结果和讨论
通过评分对比,最高数值的一组综合考虑生产效率、稳定性、水分含量,最终确定最佳工艺条件:11%固含量,片床温度35℃,雾化压力0.5Mpa,喷量300g/min,生产出来的螺旋藻咀嚼片一次合格率最高,每批次不合格片低于0.05%。
致谢:特别感谢上海卡乐康包衣技术有限公司对于螺旋藻咀嚼片薄膜包衣一次合格率工艺研究提供的技术支持
参考文献
[1]徐惠娟.螺旋藻的营养保健功效.《农业科学研究》,2005年01期
[2]汤臣倍健官网:http://www.by-health.com
[3]顾颉/薄膜包衣中常见问题的分析及其解决方法/江苏药学与临床研究.2003年11卷
[4]王然/加强薄膜包衣技术研发纠正应用误区[N].药业工程技术.2011.12.21
[5]缪勇/药物制剂研究开发与生产新工艺技术应用大全.2013.074期
作者简介
钟泽彬,男,1990.9,广东省普宁市,大专,职称:食品检验工,研究方向:保健食品生产技术方向。
