渐开线齿轮齿形误差的分析方法
2016-05-30唐睿琳刘利海林新星
唐睿琳 刘利海 林新星
【摘要】本文主要介绍渐开线齿轮齿形误差测量中的几种常见情况、产生误差的原因以及误差曲线的分析方法。
【关键词】齿轮;齿形;基圆;压力角;分度圆;渐开线
1.前言
渐开线齿轮是机器中常用的一种零件,它的用途是传递动力或运动。齿轮之间的传动,是依靠主动轮的牙齿依次推动被动轮的牙齿来实现的。牙齿两侧面的形状(齿面形状,即齿形)对于齿轮的传动和工作平稳性都有重要影响。因此,必须了解渐开线齿轮齿形误差产生的原因及分析方法。
2.渐开线齿轮齿形特点
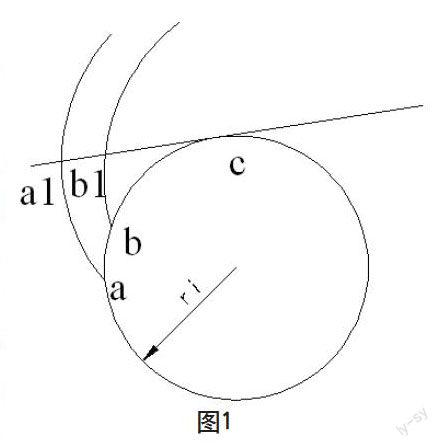
所谓渐开线,是一根切线在基圆(作为描绘渐开线基础的一个圆)上纯滚动(即没有滑动的转滚运动)时,画出该切线滚动边缘上任意一点的运动轨迹。如图1所示:
图中的aa1和bb1就是切线纯滚动时a1和b1两点所画出来的渐开线。显然,因为是同一个基圆,所以这两条渐开线是完全一样的,仅仅是它们的起点不同。渐开线齿轮传动时,具有在任何瞬时的转速比都不改变,并且在相互啮合的齿轮的齿轮副中心距发生变化时传动比仍保持不变的特点。在加工时,可以用模数、压力角相同的齿轮刀具加工模数、压力角相同而齿数不同的齿轮,因此,在机械制造行业中渐开线齿形齿轮应用得最为普遍。
3.渐开线齿轮齿形误差的分类及产生原因
齿形误差是指在齿轮工作部分容纳实际齿形的两理论齿形间的法向距离,其△f只允许偏向齿体内。
在渐开线齿轮加工过程中,容易产生以下几种齿形误差:
a.齿形角误差:即不是标准压力角的齿形,而是压力角大于或小于标准值的齿形,产生这种情况是由于磨齿时砂轮磨削角调整偏大或偏小,以至使所磨齿轮的基圆半径发生了变化。
b.齿形不对称:即齿歪现象,一面齿形的压力角大于标准值,而另一面齿形的压力角小于标准值。齿形不对称的原因往往是由于采用锥面砂轮时,砂轮两边锥面磨削角修整得大小不同所致。
c.齿形曲率改变:即实际齿形曲率大于或小于理论齿形曲率,曲率的改变是由齿轮加工时的安装误差引起的。
d.齿形根切:即齿根部的渐开线齿形被切去,它的形成多数是由于所磨齿轮齿数较少,而磨削角又太小以及砂轮外圆无圆角引起的。
e.齿根圆角和齿顶特粗误差:即齿根过渡曲线部分的圆角太大,或接近齿顶的一部分齿形特别粗大。这种情况多数是因为磨齿过程中展成长度不够引起的。
以上是加工过程中容易产生的几种齿形误差,这些齿形误差会直接影响到齿轮的工作平稳性,使齿轮的寿命大大降低。为了避免产生这几种齿形误差,必须对齿轮的齿形误差进行检测和分析。
4.渐开线齿形误差的分析及处理
4.1测量长度的计算
为了确定齿形误差,必须确定齿轮的工作部分,即所谓测量长度,也就是相应于齿面工作部分的齿形在基圆上的展开长度。
测量长度的确定,对正确评定齿轮质量是非常重要的。测量长度选得过长会把合格品当成废品,测量长度选得过短就有可能将废品当成合格品。当齿轮的齿根圆大于基圆(齿轮齿数大于40齿)时,必须计算出齿轮的起测点。如果不算出起测点,仍从基圆处起测势必会碰坏仪器测头。由于所使用的测头大小不同,画出的齿根部分曲线区别很大。因此,为了正确地评定齿轮齿形,合理地选取测量长度是必须的。
计算测量长度的方法有两种:
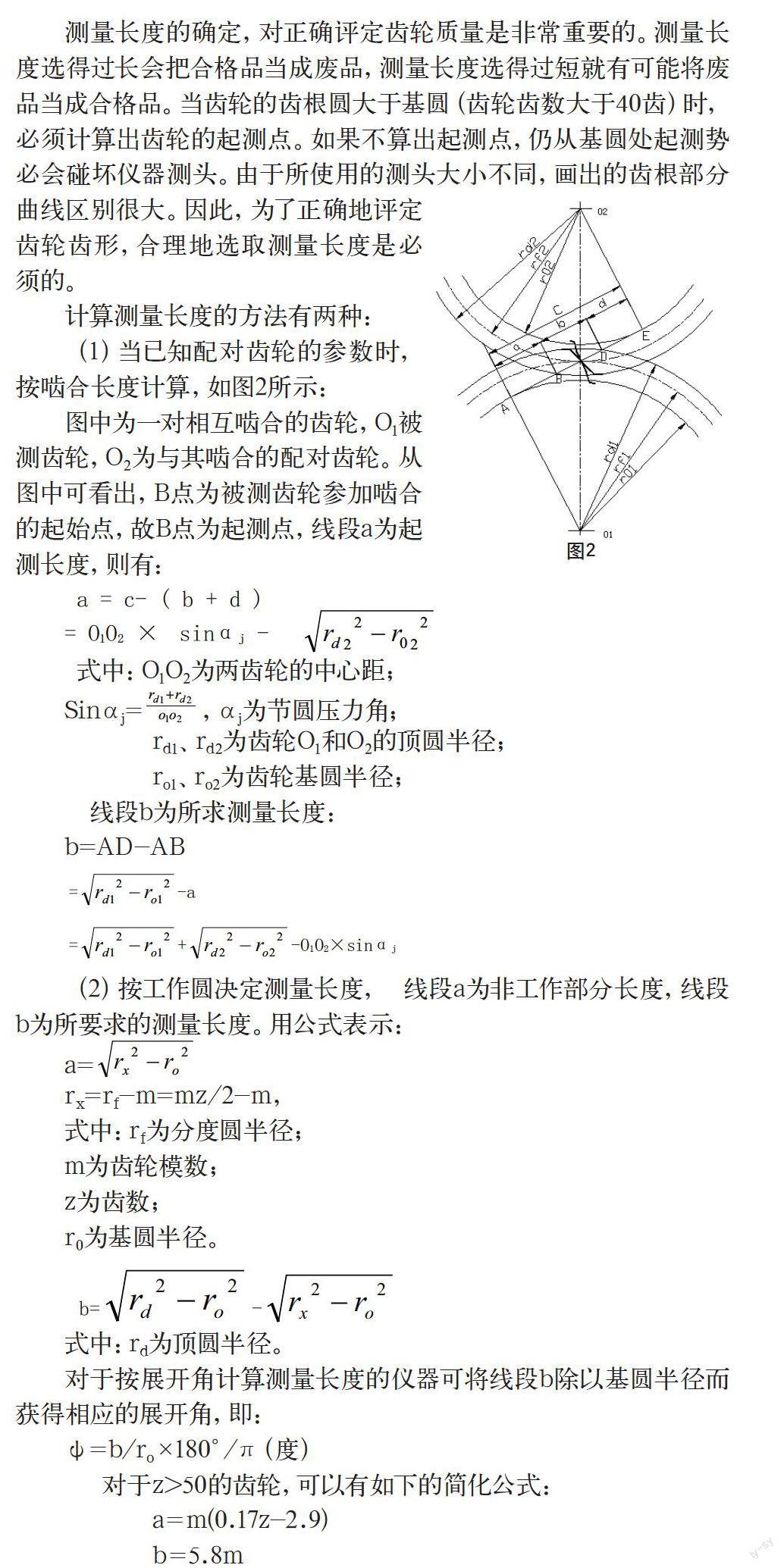
(1)当已知配对齿轮的参数时,按啮合长度计算,如图2所示:
图中为一对相互啮合的齿轮,O1被测齿轮,O2为与其啮合的配对齿轮。从图中可看出,B点为被测齿轮参加啮合的起始点,故B点为起测点,线段a为起测长度,则有:
式中:O1O2为两齿轮的中心距;
Sinαj=,αj为节圆压力角;
rd1、rd2为齿轮O1和O2的顶圆半径;
ro1、ro2为齿轮基圆半径;
线段b为所求测量长度:
b=AD-AB
(2)按工作圆决定测量长度, 线段a为非工作部分长度,线段b为所要求的测量长度。用公式表示:
a=
rx=rf-m=mz/2-m,
式中:rf为分度圆半径;
m为齿轮模数;
z为齿数;
r0为基圆半径。
式中:rd为顶圆半径。
对于按展开角计算测量长度的仪器可将线段b除以基圆半径而获得相应的展开角,即:
ψ=b/ro×180°/π(度)
对于z>50的齿轮,可以有如下的简化公式:
a=m(0.17z-2.9)
b=5.8m
必须指出,一般所说的展开长度(非工作部分)是指测球中心到起测点的距离。因此,使用球测头测量时,起测长度要加上所用球测头的半径值。
4.2齿形误差的性质
齿形测量误差,是齿轮加工工艺分析的重要组成部分。在进行工艺分析前,须对齿轮渐开线测量仪器上所画曲线的性质有所了解,才能进行正确地分析。
齿轮渐开线误差曲线可分为三个部分:齿根偏差部分,渐开线工作部分,齿顶偏差部分。整个曲线的局部凸出地方是由于被测齿形表面的波度和粗糙度造成的。由于测头所描出的齿形曲线不可能精确地表征齿轮表面粗糙度特征,所以仅能表征出其显著的地方。
在齿形误差曲线中,齿根偏差在曲线上占有较大的一部分,齿顶偏差部分占的比例则较小。目前我公司HFR1300齿轮检查仪的特点,渐开线齿廓面等分线段在误差曲线上也按等份放大。这种曲线对作工艺精度分析特别有用,因为可以直接从曲线图形上获得最大误差点,按比例在齿面上找到它的相应位置,对指导齿轮刀具修磨有积极的意义。
4.3齿形误差曲线的处理
在分析齿形误差曲线时,我们常常把渐开线误差分解成基圆误差和齿廓周期误差。其方法是在所得的齿形曲线图上,作出一条误差曲线的平均中线ed,它将曲线分割成面积大致相等的两部分,同时作出两根平行于中线的直线,使测量长度内的齿形误差曲线被包容在这两直线之间,这两直线间的距离c就代表齿廓周期误差,而斜线的倾斜程度,就表示基圆误差,其大小可通过下式得出:
式中:ro为被测齿轮的理论基圆半径(mm);a为齿形误差曲线倾斜的长度(mm);b为齿形误差曲线纵向长度(mm);Va为测量时齿形误差的放大倍数;Vb为测量时展开长度的放大倍数。
曲线的倾斜说明齿轮的基圆有误差△ro,它实际是反映了加工齿轮刀具的压力角有误差△α分,其值为:△α分=-9.5×△ro/ro(′)。
上式中的负号,说明基圆增大,压力角减小;基圆减小,压力角增大。而曲线本身的弯曲程度,主要是由于刀具的齿刃直线性,机床分度链小周期误差等原因而引起的。
计算举例:在HFR1300齿轮检查仪上测出的齿形曲线误差△J,测量时所用的放大比为:va=1000,vb=1,被测齿轮理论基圆半径值ro=46.362mm。
作图后,量取b=80mm,a=12mm,则
基圆误差算出后,可根据误差进行工艺分析,对加工设备或工艺流程进行调整,以提高齿轮加工质量。
4.4测头对齿形测量的影响
原则上说,使用尖的或刀口形测头,画出的齿形曲线比较符合实际情况,但由于刀口形测头易磨损,所以球测头仍然被广泛使用。使用球测头时,由于齿根部分是过渡曲线,因此测球的接触点是变化的,而且测球的直径不同,画出的曲线形状也有差异。从实验数据表明:接触点位置的改变相当于刀口形测头伸长约0.08mm~0.15mm。球测头的接触点在齿根和齿顶反应较显著,因为根部和顶部为过渡渐开线形状(有修圆),对接触点位置的改变较大,其特点就是使所画曲线的根部加长,顶部曲线歪斜。所以在工作中要注意选择测头和注意观察由于测头引起的误差曲线畸变,以获得正确的测量结果。
5.结束语
渐开线齿形误差的测量和分析是一项比较复杂的工作,随着所选齿轮测量仪器的不同,影响渐开线齿形误差的因素也在改变,所以我们一定要熟悉所使用齿轮测量仪器的原理和操作,用正确的评定方法对齿轮产品进行工艺分析同时对齿轮产品进行监控,这样保证齿轮工作平稳性,提高产品质量。
参考资料
[1]《长度计量手册》,科学出版社
