汽车车身焊装线涂胶质量控制研究
2016-05-30滕琳石清芳李建军
滕琳 石清芳 李建军

【摘 要】文章以车身焊装胶为例,从焊装胶自身材料特性、使用环境、涂胶设备及生产工艺过程等方面详细介绍了在汽车车身焊装线生产过程中涂胶质量控制的经验。
【关键词】汽车;车身焊装线;涂胶;质量控制
【中图分类号】U466 【文献标识码】A 【文章编号】1674-0688(2016)01-0047-03
车身是汽车的重要组成部分,作为整车生产制造的核心内容,在微型客车生产过程中,为了提高车门、发动机罩、后备厢、顶篷等抵抗正面、侧面冲击的效果,会在这些位置增加防撞梁和加强筋来提高强度。在防撞梁与车门之间需要填充膨胀胶料来保证其相互之间的黏接,以降低汽车行驶过程中产生的震动和噪音。车身的减震、密封、防腐是车辆的重要质量指标之一,它的好坏在很大程度上取决于涂胶质量的控制,并且直接影响到乘坐的舒适性。随着上汽通用五菱汽车股份有限公司业务的不断扩展及其车型和汽车高端配置的增加,对车身的涂胶效果就有了更高的要求。因此,控制好涂胶效果对于提高汽车的全面质量具有重要的意义。
本文主要从常见的涂胶方式和涂胶设备方面研究车身焊装线涂胶质量的控制,并简单地介绍当前汽车行业中普遍使用的几种涂胶方式和涂胶设备。
1 胶料成分特性
LWBOND40B-F二合一焊装胶(简称焊装胶)是一种以PVC树脂、丁腈橡胶为基材的膨胀型、无溶剂、单组分胶粘剂,具有耐水洗脱性和耐过烘性。根据企业的需求,胶的密度可设定在1.2~1.6 g/cm3。在试验温度条件下,焊装胶膨胀率为40%~60%,拉伸强度≥1.0 MPa。
焊装胶在油面钢板表面有良好的附着力和优秀的抗流挂能力,并且有合适的强度和膨胀率,以及突出的稳定性和较高的闪点,固化后的黏接剂有优良的稳定性。
2 胶料使用环境
焊装胶主要应用于汽车车门、发动机罩、后备厢、顶篷等内外板与加强梁之间的减震黏接,起到黏接和减震的作用,能够有效防腐和密封。常温下,焊装胶通过高压压缩空气使用手动或气动挤胶枪挤涂。
北方温度落差变化较大,夏季气温高、湿度大,胶的流动性好,同等压力下出胶速度恒定,涂胶质量可以保持在标准值范围内;冬季由于气温较低、湿度低,常温下胶的流动性减弱,胶枪出胶速度慢,单位时间内挤出的出胶量变少,而且涂胶条不容易粘连在零件上,实际涂胶尺寸偏向标准涂胶尺寸下限。
为了避免低温带来的涂胶质量下降问题,可以采用将胶料预热或使用带有加热效果的胶枪的方式来涂胶。当温度较高时,相应地减小使用压力即可抵消胶料流动性变大引起的出胶增多。
3 涂胶工艺设备
常见的涂胶设备主要有2种:气动胶枪和涂胶泵。气动胶枪使用支装胶通过高压空气推动后部枪盖出胶,出胶慢,但出胶速度比较平缓。
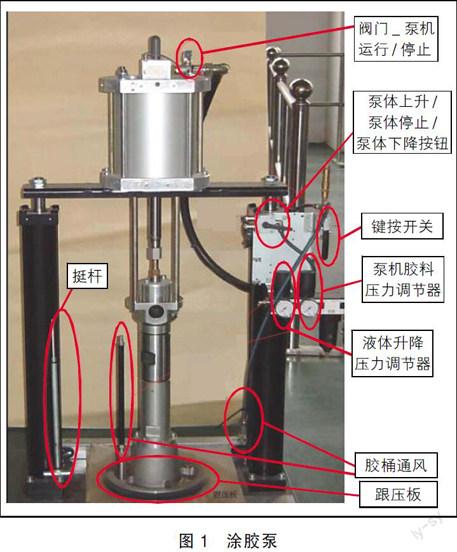
涂胶泵(如图1所示)为近年来汽车行业较流行的涂胶设备,主要由驱动马达、升降气缸、加热包和流量计4个部分组成,一般采用气动或电动马达来给泵机提供动力。1 MPa压力可以增压至65 MPa的压力。当达到需求的增压比后,胶料经过下位泵往复抽送进入输胶管从胶枪胶嘴挤出。涂胶泵使用的气源压力高,可以提供长时间高流量的胶料输送。
涂胶泵运行时,泵机输入端的气源压力大,终端胶料的泄压就显得尤为重要。关闭胶枪触动扳机后,胶枪内部形成空间较小的封闭腔体,来自后续胶料的压力持续挤压,直到腔体内压力与泵机排胶压力相接近,达到平衡状态。此时,扳动扳机,胶料的瞬时释放压力超过胶枪可控范围,导致涂胶一开始会出現小范围堆积,两端大、中间小,胶条呈哑铃状。连续涂胶一段时间后,腔体内的压力得到释放,再次达到平衡,出胶状态开始稳定连续。
在顶棚顶梁等位置,哑铃状涂胶会出现零件安装后挤压胶料导致胶溢出的现象,这不仅会影响内部饰件的安装,而且还会造成胶料的成本浪费。为了彻底改善此类问题,在涂胶泵输入端增加稳压阀门来平衡气源压力,在胶枪出胶端增加齿轮泵流量计,这样,每次扳动胶枪扳机均可以按照设定值出胶,从根源上避免了出胶不均匀的现象。
4 涂胶方式
根据操作方式的不同,主要有以下2种涂胶方式:一种是人工手动涂胶,另外一种是机器人自动涂胶(如图2所示)。
手动涂胶是指员工手持气动胶枪在工艺位置涂胶。优点是涂胶方式灵活,可以适应各种车型的生产;缺点是涂胶过程完全由人工实现,节拍低,而且人员操作的不稳定性无法保证涂胶的一致性和涂胶质量,尤其在生产启停交接阶段,前后两个状态的涂胶质量差异较大。
机器人自动涂胶方式与手动涂胶方式类似,区别在于自动涂胶是将胶枪安装到机械手上,按照提前设定的控制程序,由机械手沿控制轨迹完成涂胶。由于整个涂胶过程均由电控程序控制,所以涂胶质量稳定,生产重复性和一致性的效果好。由此延伸出另一种自动涂胶方式:部分汽车企业使用机械手抓取零件沿着固定的胶枪来移动零件的方式涂胶,其工作原理与机器人自动涂胶方式的工作原理相似。
目前,国内的先进汽车企业多采用机器人自动涂胶(如图2所示)方式,不仅涂胶质量高,而且生产节拍也可以根据实际需要进行调整。
按单个零件的涂胶次数来划分,又可分为以下2种涂胶方式:单点多次涂胶和多点单次涂胶。前者每次涂胶一个点,多次操作完成涂胶;后者对照零件需要涂胶的位置加工涂胶辅助模具,校正每个出胶口的出胶速度和位置后,采用简单的半自动程序一次完成多点涂胶。
多点单次涂胶的生产效率高,节拍快,多应用于大批量同一种类的零件的涂胶。
5 工艺过程管理
涂胶遍及车身多个零件,如车门加强板、顶棚顶梁、侧围加强筋等,以上零件的涂胶由焊装制造工程师根据下发的焊接工艺编制每一个涂胶工位的操作标准指导书,称之为标准操作单(简称SOS)。标准操作单规定了零件的涂胶顺序、涂胶位置、涂胶尺寸及员工操作规范等内容。将涂胶的质量标准写入标准操作单中,可以使员工在生产操作过程中有效控制涂胶质量。同时,员工对上下工位涂胶零件实施“三不原则”,即不接受涂胶缺陷、不制造涂胶缺陷、不传递涂胶缺陷,并在检查质量时实行自检和互检,大大提高了涂胶质量。
焊装车间在涂胶工艺设备的管理上推行“5S”管理方式,即整理、整顿、清扫、清洁、素养。通过“5S”管理,涂胶设备得到有效保养,延长了设备的使用寿命,既保证涂胶的尺寸、效果,同时又减少浪费,提高工作效率,更重要的是,避免了员工的马虎心态,并增强员工的责任心。
6 结束语
通过开展各类涂胶质量评比活动,每月评出“涂胶质量之星”,提高员工的质量意识,促进了涂胶质量的提高。各项活动的顺利开展,使产品质量较以前跃上了一个新的台阶,得到广大用户的认可。从市场反馈回来的信息表明,用户对产品质量的要求随着时代的发展而越来越高,这就要求企业必须不断地提高全体员工的质量意识及操作水平。
参 考 文 献
[1]王会香,孙全颖.自动涂胶机械手的PLC控制[J].哈尔滨理工大学学报,2000(7).
[2]吴荣并,杜润生.自动涂胶机伺服控制系统的研制[J].机床与液压,2004(7).
[3]刘民青.简易涂胶机的研制[J].工艺装备,2004(2).
[4]王吉芳,郭桂兰.自动涂胶机的研制[J].制造业自动化,2009(6).
[责任编辑:陈泽琦]
