车辆制动平衡率影响因素浅析
2016-05-30刘小平


摘要:文章从制动力的实现过程和制动曲线的分析,提炼出影响制动平衡率的三个关键特性,对制动平衡率不合格的故障模式进行分解,逐一解析出相应的影响及控制要素,提出针对制动平衡率不合格问题的分析和解决思路。
关键词:制动平衡率;制动曲线;制动力-时间曲线;三要素;车辆制造 文献标识码:A
中图分类号:U463 文章编号:1009-2374(2016)12-0105-04 DOI:10.13535/j.cnki.11-4406/n.2016.12.049
汽车的制动性能是行驶安全的重要保证,在我国每年的机动车例行年检中,制动力检测是必检项目之一。具体的检测要求在《机动车安全技术条件》(GB 7258-2012)第7.11节——台式试验制动性能做了明确的规定说明。其中第7.11.1.2点是对制动力平衡性能的要求,制动平衡率是车辆制动性能中十分重要的一项衡量指标,作用在于对车辆在行车制动过程中,左右轮的最大制动力差值进行限制,以避免出现车辆在紧急制动过程时,车辆出现方向偏转的危险情况。在国内绝大多数汽车总装厂以及各地方检测站中,都是通过台式检测站来实现对制动力平衡差值的检测的,制动平衡率不合格往往也是较常出现的问题之一。
1 制动平衡率的定义
在《机动车安全技术条件》(GB 7258-2012)第7.11.1.2中,对制动平衡率做了如下的定义:“在制动力增长全过程中同时测得的左右轮制动力差的最大值,与全过程中测得的该轴左右轮最大制动力中大者之比,对前轴不应大于20%,对后轴(及其他轴)在轴制动力不小于该轴轴荷的60%时不应大于24%;当后轴(及其他轴)制动力小于该轴轴荷的60%时,在制动力增长全过程中同时测得的左右轮制动力差的最大值不应大于该轴轴荷的8%。”
需要注意的是,定义对适用范围做了两方面的限定,首先是明确说明了制动平衡率的计算范围并不是制动力实施的全过程,而仅仅是针对制动力增长的过程,即是在左右制动力的和值,从零上升至最大点的时间范围,在这个时间里,制动力对车辆的影响效果逐步增大到峰值,因此制动跑偏也必然会出现在这个时间内;其次是对计算对象的明确,即“制动力差的最大值”,因此计算对象是一个可以明确表示的时刻值,即产生制动力差最大值的时刻,这一时刻是车辆左右制动力平衡性最恶劣的時刻,它的好坏程度决定了车辆是否会出现制动跑偏等故障。
如图1所示,制动力上升的全过程是指t2至t6的时间段,在t4时刻,制动力差达到最大值,此时的制动力差值与轴左右轮最大制动力中大者之比,就是制动平衡
率值。
根据定义,可以按照下列的公式,计算出制动平衡率值:
依据制动平衡率的定义,制动平衡率是针对左、右轴制动力差异比较而产生的要求,因此制动平衡率是一个比对的结果,并不针对单一对象,那么,查找问题原因的着眼点就不应仅仅在于单一因素的符合性上,更重要的是要回归到要素间的对称性和一致性的差异分析上来。而对单个轴而言,制动力的各项要素如衬块摩擦系数、管路空气体积等,可以是符合标准要求的,也可以是不符合标准要求的,就比较的关系而言,都不是最终导致制动平衡率不合格的原因,终将是要回到左轴与右轴各要素的对比差异上的。
2 制动力的建立过程
2.1 制动-检测系统
严格的说,在检测设备上得到的车辆制动平衡率并不纯粹是对车辆制动性能的描述,因为实际检测中,车辆和检测设备是紧密接触的,那么它们之间存在摩擦损耗以及测量设备内部也会存在机械损耗和信号失真,所以,最终的输出结果实际上应当是车辆制动器与检测设备共同组成的制动-检测系统输出的结果,如图2所示。当然,在实际日常检测中,一般默认车辆制动器产生的输出效能远大于检测设备的损耗,因而检测设备对车辆制动性能的影响可以忽略。但是,在问题分析的严谨性,尤其是针对汽车总装厂的新车而言,仍然需要着眼于整个系统展开。
对于整个制动-检测系统来说,制动力结果的生成过程可划分为三个阶段,分别为制动力的建立、制动力的传递、制动力的测量。制动力建立过程的执行主体是车辆的制动器,制动力的测量过程的主体是检测设备,在这两个阶段中,看以看作各自的执行主体独立完成了各自的功能,两者间互不影响。而在制动力的传递阶段,制动力在两个执行主体间传递转化,将实际的制动力变化过程转化为可被硬件设备识别的连续信号,如图3所示,制动力重叠区域,制动力信息发生了转移和质变,由此会产生信息失真,这就是我们必须分析制动力传递过程的原因。
2.2 制动力过程分解
为了进一步分析造成制动平衡率不合格的原因,针对一次完整的制动器-检测系统制动力输出过程,可以得到如图4所示的制动力-时间曲线(对于该曲线具体的特性会在后文描述),该条曲线上标示出了3个标志点①、②、③。从曲线变化趋势可知,在这三个标志点的时刻,制动力出现了趋势的变化,说明制动器-检测系统的输入和内部状态发生了趋势性的改变,通过进一步剖析这些变化形成的过程和原因,可以让我们更好地理解制动力的建立到结束的全过程及结果的输出。
以盘式制动器为例,以外界(测试员)对制动器-检测的输入变化为起点,可以得到流程如下:测试员踩下制动踏板→油压开始建立→制动缸开始压缩→制动块开始与制动盘摩擦→轮胎与制动滚筒产生相对运动→测量传感器生成电信号→信号处理并形成数字量→①;①→制动块与制动盘间的接触面积和压力持续增大→制动块与制动盘间摩擦力持续增大→轮胎与滚筒间摩擦力持续增大→②;②→测试员保持踏板位置→油压保持→制动块与制动盘间的接触面积和压力保持不变→制动块与制动盘间摩擦力保持不变→③;③→测试员松开脚踏板→油压减小→制动缸开始回位→制动块开始与制动盘分离→检测完成→程序计算出最大制动力、制动力和、制动力差、阻滞力、制动平衡率及制动力-时间曲线→结束。
3 制动力-时间曲线
3.1 曲线的特征三要素
制动力-时间曲线是指在制动力的全过程中,制动力(Y轴)与时间(X轴)的曲线图,表示制动力随时间推移而变化的过程。在实际曲线中,由于制动力的生成过程涉及多方面因素影响,制动力曲线的形态也是多种多样的,但是在针对制动平衡率的分析中,由于关注点并不是整段曲线,而仅仅是曲线前半段的某一时刻点,因此,为了便于分析,仍然可以将实际曲线拟合成一条直线,从而引入描述制动力-时间曲线的三个特征,分别为起点、峰值、斜率。我们知道,这三个特征可以在坐标平面上确定唯一的一条直线,那么,如前文中说明的,制动平衡率的分析是针对对称性及一致性的分析,也就是对起点、峰值、斜率这三个特征对称性及一致性的分析。
结合前文中对制动力过程的分解流程,可以得出曲线起点、峰值、斜率三个特征所蕴含的具体信息:
曲线的起点表示轮胎开始作用于制动测试台转鼓,使传感器开始工作的时刻。理论上,左右轴制动力的生成并作用于测试台转鼓应是在同一时刻。但是,实际生产过程中,车辆的左右轴会出现起点不一致的现象,如图5,由于起点不同,导致左右轴始终存在制动力差值,最终造成制动平衡率不合格。
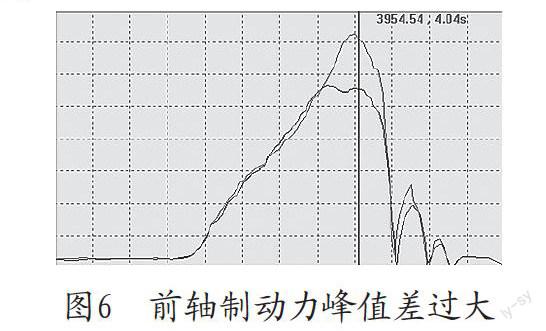
制动曲线的峰值表征的是制动力达到最高值,这个时候,测试员保持踏板高度不变,整个制动器-检测系统处于稳定保持的阶段,一般而言,是制动平衡率计算时域的终点,图6为左右前轴制动力峰值差过大导致的制动平衡率不合格。
制动曲线的斜率表征的是单位时间内制动力上升的快慢程度,斜率的大小取决于制动力上升过程的快慢,制动力上升的速度越快,斜率就越大。这个时期测试员踩下踏板,使管路内压力持续升高,制动器输出的制动力增大,进而测试滚筒受到的力矩也在不断增大,图7所示的是左右前轴制动力在上升过程中产生的斜率差异过大导致制动平衡率不合格的情况。
3.2 特征的影响要素
通过对制动力过程的流程分解以及制动器结构的分析,以盘式制动器为例,可得出影响制动力-时间曲线三特性的主要影响要素。
起点的影响因素:通过对制动力建立过程的逐步解析,可以发现,对曲线起点的影响因素主要有如下方面:制动盘的厚度、制动缸的行程间隙、制动缸的回复特性、制动管路空气体积。
峰值的影响因素:影响制动力最大值的因素主要有制动管路阻滞、空气湿度、制动管路阻滞、摩擦块的摩擦系数、制动盘面光洁度、轮胎表面摩擦系数、滚筒表面摩擦系数。
斜率的影响因素:因为制动力上升区间的制动系统输出,是车辆制动器和测量设备相互作用的结果,对制动力上升快慢的影响因素分析应考虑车辆制动器和测量设备两方面。对车辆制动器而言,主要的影响因素有摩擦块的摩擦系数、制动盘面光洁度、制动缸的压力特性曲线、轮胎表面摩擦系数、轴重、轮胎表面摩擦系数。而对测量设备而言,主要的影响因素有滚筒表面摩擦系数、测力臂水平长度、滚筒半径、测力传感器灵敏度、滚筒面水平度。
可以看出,有些影响要素仅对某个曲线特性有影响,譬如制动盘的厚度;有的要素会对多个特性起作用,譬如制动管路空气体积。因此,通过对制动曲线图特性的对比分析,往往可以排除或确认一些要素的影响,这在具体的问题分析中是非常有效的方法。
前面说过,形成制动平衡率不合格的模式存在三种单一的形式,即起点差异、峰值差异、斜率差异以及4种由三种单一形式组合成的组合形式。不同的生产环境、测试环境和车况,遇到的主要故障形式是不一样的,以广西某汽车制造厂为例,2013年9月的故障统计数据如表2所示:
可以看到,该厂的主要问题点为制动曲线峰值差异和斜率差异组合成形成的故障模式,因此根据表1,我们可以初步得到了造成共同影响的主要因素为摩擦块的摩擦系数、制动盘面光洁度、制动管路空气体积、轮胎表面摩擦系数、轴重、轮胎表面摩擦系数,进而可以逐一进行排查。而相反,已售出车辆在进行例行年检时,出现最多的是模式一和模式四:峰值,因為大部分在用车辆在经过一段时间磨合后,各个摩擦面都趋于平稳一致,所以斜率的一致性能够得到保证,但是使用时间较长的车辆,一方面摩擦衬块出现了较大的磨损,另一方面制动管路中,有可能会出现少量空气的情况,因此会对峰值和斜率产生影响。
从曲线特性入手,对不同的影响要素加以识别分析,是解析制动平衡率不合格原因比较可行的思路,从分析方法上说,这是逆向的分析思路,主要是为了对即发的问题进行分析解决;同时为了有效对问题进行预防,防止问题发生,也需要运用正向的分析方法,表3是根据曲线特性的各个影响要素列出的一致性的风险分析表。
3 结语
实际的制动力-时间曲线并不会是一条规则的曲线,可以进行拟合的前提如前文中提到的,主要的着眼点在于曲线间差异趋势的对比,而拟合成规则曲线后,就可以利用简单的数学模型,推导出对其产生影响的三要素,再将要素的形成原理回归到制动器-检测设备系统中,进而结合结构机理分析,完成对影响要素的分解。本文的分析数据及分析策略主要基于汽车制造厂新车的生产运用,为国内同行研究分析类似的问题提供参考帮助,同时对于在用车辆的检修维护也具有一定的参考
价值。
作者简介:刘小平(1972-),男,湖南常德人,东风柳州汽车有限公司工程师,研究方向:质量管理、生产管理。
(责任编辑:小 燕)
