浅谈工件以外圆定位的定位误差分析与计算
2016-05-30李海胜彭海燕
李海胜 彭海燕


摘 要:在使用夹具装夹批量生产过程中,定位误差的分析与计算有着非常重要的作用。为了理清定位误差计算的内容,本文主要讨论采用几何法分析与计算以外圆定位时的定位误差,抛砖引玉,以使学习者获得触类旁通、融会贯通的学习效果。
关键词:工序基准;定位基准;定位误差;基准不重合误差;基准位移误差
在大批量生产中,广泛使用专用夹具对工件进行装夹加工。由于工件的工序尺寸及夹具存在误差,在装夹过程中存在定位基准和设计基准不统一的情况,导致某个工序的加工精度产生误差产生定位误差。基于V型块以外圆定位的定位方案较为常用,对其的定位误差的分析和计算有着重要的应用意义。
1 定位误差的定义
用夹具装夹加工一批工件时,由于定位元件及工件的定位基准在制造时存在误差影响了工件定位的准确性,导致加工存在误差,我们把它称定位误差,用dw表示。
2 定位误差产生的原因及其组成
我们在分析工件的定位误差前,首先明确与夹具定位误差计算有关的基本概念。1)设计基准是指在零件图上用来确定某一表面的尺寸、位置的基准。2)工序基准是指在工序图上用来确定加工表面位置所依据的基准。在设计过程中,我们一般追求工序基准与设计基准统一。分析计算定位误差时的设计基准是指零件图上的设计基准或工序图上的工序基准。3)定位基准是指在加工过程中确定工件加工位置所依据的基准,即为工件与夹具接触或配合的表面或轴线。当以V型块定位工件时,工件的轴线一般为定位基准。
下面我们以图1所示为例,分析定位误差产生的原因。图1是以V型块定位,在轴的外圆上铣削键槽的定位方案。键槽深度表示尺寸h的设计基准是轴外圆的母线A,定位基准是工件轴线O,而批量生产的轴直径d在其公差范围内改变,故会存在定位不准确的问题,导致工件加工精度的变化,即定位误差。1)图1的定位方案,当以V型块定位加工键槽时,工件的设计基准与与定位基准不重合,引起加工精度参数槽底尺寸h的变化(即产生定位误差);即:由于设计基准与定位基准不重合产生的定位误差称为基准不重合误差,用符号“jb”表示,为设计基准与定位基准之间尺寸的公差值。2)同时,工件外圆直径尺寸在其公差范围内变化,引起定位基准的位移发生变化,引起加工精度参数槽底尺寸h的变化(即产生定位误差),即定位基准与设计基准的不重合和定位基准相对V型铁(限位基准)的位移变动。由于定位副制造误差引起定位基准位产生的误差称为移基准位移误差,用符号“db”表示,为定位基准线O的在加工方向的最大变动量。(一般情况下,工件在V型块上定位时,V型块的角度误差不计,因为在支撑定位的情况下,定位元件的误差——此处为V型块的角度误差,可以通过调整刀具相对于夹具的位置来进行补偿。)可见,定位误差主要由基准不重合误差jb和基准位移误差db组成,其计算公式如下:
3 工件以外圆定位时定位误差分析及计算
3.1 以外圆中心为设计基准
如图2所示,由于V型块具有对中定心作用,工件以中心线为设计基准时,定位基准和设计基准重合而不产生基准不重合误差(jb=0),但是工件外圆直径在公差范围内变化(图2b中粗实线圆为工件的下极限尺寸dmin=d-Ts,双点划线圆为工件的上极限尺寸dmax=d),将引起工件中心在V型块的对称中心线上发生误差,造成基准移位误差db,其值为图2b中的O1点到O2点的距离。其计算方法如下:
由几何关系可以得知:
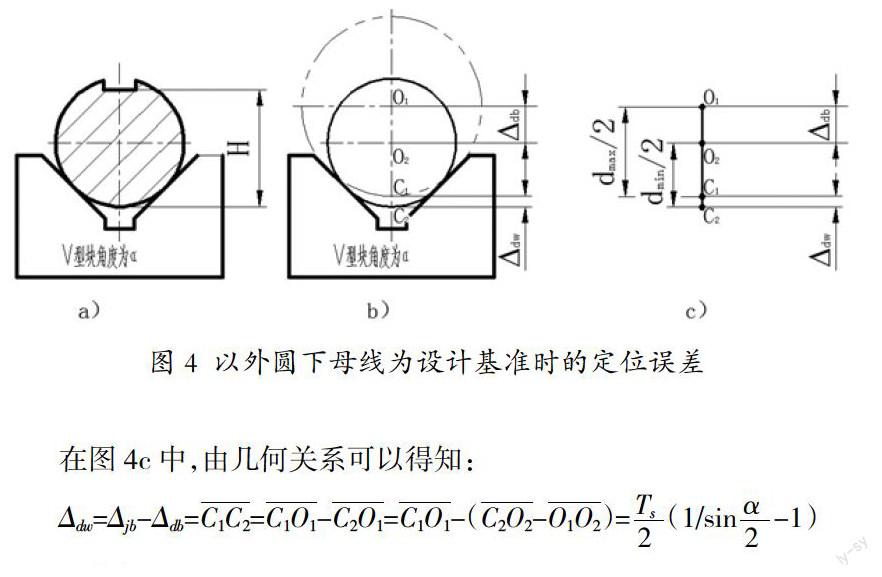
3.3 以外圆下母线为设计基准
计算公式如下:
在图4c中,由几何关系可以得知:
4 结语
采用V型块支承定位方式在生产实践中的应用范围较广,弄清以外圆定位的定位误差的计算对生产实践有着较重要的意义。根据计算结果可以看出,采用外圆下母线为设計基准的定位误差较小,采用外圆下母线为设计基准的方案较优。
参考文献:
[1] 郑焕文.机械制造工艺学[M].东北工学院出版社.
[2] 王先逵.机械制造工艺学[M].机械工业出版社.
[3] 机修钳工技术手册[M].中国劳动社会保障出版社.
