汽车门内板储物空间油泥模型加工制作方法
2016-05-30牙侯党雷邦成邓良勇
牙侯党 雷邦成 邓良勇


(上汽通用五菱汽车股份有限公司 技术中心,广西 柳州545007)
【摘 要】为了增强汽车门内板的空间利用率,很多汽车厂商都在门内板设计储物空间,由于门内板储物空间的造型空间狭小,所以加工设备无法对其造型直接数控加工。文章通过对门内板储物空间区域造型数据分割设计,经数控加工设备加工后,手工安装得出设计造型,为工程师今后的创意设计和工程结构提供验证依据。
【关键词】储物空间;空间狭小;分割设计;数控加工
【中图分类号】TH128 【文献标识码】A 【文章编号】1674-0688(2016)03-0051-03
0 前言
在现代汽车产品设计与开发过程中,油泥模型制作具有非常重要的作用。油泥模型的制作已成为汽车造型设计流程中的重要环节,正确地制作油泥模型会让整个开发项目得以顺利地进行。它的制作过程不仅包含着设计师对产品的理解,而且是设计师设计思想创新、设计创造的体现。油泥模型的设计与制作是产品设计中的重要阶段,也是汽车造型设计中的关键环节,又是表达设计师构思与创意思维的重要手段,它是设计与工程之间的桥梁。油泥模型使用便捷、性能稳定,在科学技术飞速发展的今天,油泥模型制作技术还将长期被置于一个不可动摇的重要位置。
计算机三维模型精确,但是与实体模型相比,数字建模的灵活性还比较低,实施数字影像也远未达到完美的程度,特别是在人机交互方面,这种差距更为明显。而手工制作有些模型区域又不能表达其真实空间的大小,无法完成一些工程上的验证。合理利用先进的数控加工技术和传统的手工制作,可以实現准确、高效的产品开发过程。
1 油泥的特点
常温下,油泥有一定的硬度,切削型好,能用专用的油泥工具任意切削制成各种曲面模型。做好的模型能永久不变形地保存下来。使用过的油泥通过油泥回收机可以再次使用。好的油泥具有优秀的操作性,其色彩一致,质地细腻,随温度变化伸缩性小,容易填敷,能提供相当好的最终展示。而且,刮削性能越好,工作就越顺利。
2 油泥制作的步骤
(1)油泥模型加工设备:五轴加工机械设备。
(2)收集油泥模型的3D数据,制作油泥模型骨架,确定与3D数据匹配的坐标定位。
(3)为了减少油泥消耗,用高密度塑料泡沫制作油泥模型内部结构,需要把泡沫切削,黏合制作出模型的基本形状。需要注意,制作过程中塑料泡沫要小于油泥外形的厚度,并且尽量减少突出的锐角,便于后期油泥的刮削。
(4)填敷油泥:先将油泥放在恒温60°的红外线烤箱里加热。敷油泥时要掌握好时间,先用加热过久而变的稀薄的油泥涂敷在高密度塑料泡沫模型上作为一层底泥,敷满整个车身除了汽车的底部;然后再一层一层地敷,用大拇指和手掌边缘顺着一个方向敷,尽量不要产生气泡。注意不能敷得过厚,可以多填敷几次,保证油泥之间相互贴合。
(5)铣削油泥:铣削油泥分为粗铣和精铣,铣削油泥后再手工刮刷进行表面处理;粗铣和精铣分为2个步骤进行,通过五轴加工设备的数据坐标定位进行加工。精铣之后,再根据油泥表面质量情况,进行適当的手工刮刷处理。
(6)油泥贴膜:油泥模型薄膜的种类有很多种,例如透明薄膜、银灰薄膜、棱镜车灯薄膜、皮纹、桃纹薄膜等。将薄膜在水中泡软后将衬纸剥落,用橡胶制的刮刀等边刮气泡边贴于油泥模型上。到这里,汽车油泥模型的制作就算完成了,油泥是一个体现工程师想象力、空间感及工作技能的技术活。
3 门内板储物空间问题及解决方法
造型开发阶段,由于创意设计和工程问题,一个模型开始制作到定型要经过数次修改,在这过程中,门内板储物空间工程验证开模具的开发周期长且制作成本高。为缩短产品开发周期,快速响应工程师提出的工程问题,可以直接用油泥模型验证。由于数控加工设备特性和门内板造型的空间问题,数控设备不能直接用数据设计师所提供的三维数据模型加工,必须对数据模型进行拆分设计,满足设备的加工要求。
3.1 数据设计
三维表面数学模型是铣削加工油泥的基础,由数据设计师提供门内板数模。根据数控加工设备的加工要求,对门内板储物空间数据分割设计,具体步骤如下。
(1)根据储物型腔边界分割,得出内腔造型。
(2)根据型腔盖厚度分割型腔盖,并多3~5 mm边界易于安装。
(3)分割型腔盖底部数据,用于加工型腔盖凹形。
分割图如图1所示。
3.2 数控加工
3.2.1 门内板储物空间型腔加工工艺
汽车工业油泥是一种人工制造的材料,与普通水性黏土相比,具有强度高、黏性强的特点。用于汽车造型的油泥是由滑石粉、凡士林、石蜡、不饱和聚酯树脂等材料根据硬度要求按一定比例混合而成。对加工刀具硬度要求不高,一般用普通高速钢刀具,但对温度敏感,加工时刀具高速旋转产生热量,加工采用单刃或双刃球形铣刀。同时,生成高质量的数控加工轨迹是加工油泥模型的关键步骤之一,设置合理的铣削加工参数,确定适宜的加工方式,是生成数控加工文件的前提。在油泥模型的具体加工过程中,根据油泥的特点,汽车油泥模型表面要求和加工工艺分析如下。
(1)大面检查油泥增减,可先使用直径为10 mm的球形铣刀进行加工。
(2)为提高加工速度,可先使用直径为10 mm的球形铣刀进行粗加工。
(3)使用直径为5 mm的球形铣刀进行精加工。
根据工艺分析,设计加工刀具采用的切削参数见表1。
3.2.2 门内板储物空间加工方法
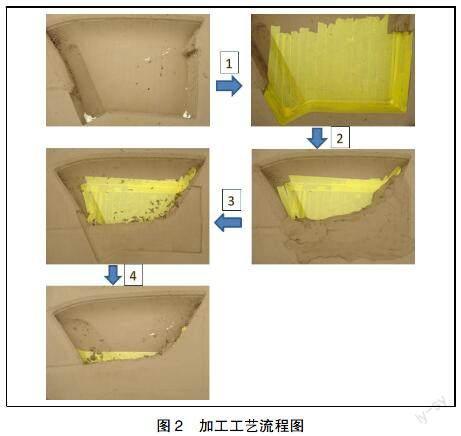
制定完数控加工工艺后,根据加工机床的特性对门内板模型安装定位。按数据设计,如图2加工工艺流程图所示,首先加工储物空间型腔,完成后将型腔清扫干净并用薄胶带完全粘上,对型腔敷油泥填满;然后加工外壁型腔,方法同第一步;最后加工型腔盖。
3.2.3 安装应用
加工完成后取出型腔油泥,分开型腔盖并清理干净,安装并用大头针固定(如图3所示)。
型腔大小完全符合数模设计,可以对其进行工程验证,对实物空间的大小可直接目测感觉,如放矿泉水瓶、手机等物品。在设计数据时,也可放置此类物品,由于数字建模的灵活性还是比较低,真实感观性仍然不能与真实的油泥模型相提并论,无法满足实际目测物品放置与取出时是否受阻或干涉及其受阻或干涉的区域和力度。
4 结论
通过加工制作门内板储物空间得出如下结论:在汽车内饰模型制作中,有些模型造型无法按正常数控加工完成,须对数模进行重新设计分割,利用设备反复加工,经过手工安装制作,再复杂的型腔模型均可加工制作。例如,汽车转向盖、仪表台储物箱等复杂模型均可按此方法制作,方便造型和工程的验证。在汽模型制作过程中,利用数据设计师设计的数据模型,经过CAM模型师和油泥模型师配合制作出各种模型,使其有真实的视觉效果,验证了设计师的作品,也可验证一些工程上的问题,提前解决造型与工程上存在的问题,节约制作成本,缩短产品的开发周期,为新款汽车产品提前投入市场占得先机。
参 考 文 献
[1]黄成,张文丽.UG NX7.5数控编程基础与典型范例[M].北京:电子工业出版社,2011.
[2]程野.汽车模型[M].北京:中国劳动社会保障,2008.
[3]周力辉.立体设计表达:汽车油泥模型设计制作[M].北京:清华大学出版社,2007.
[4]赵卫东,龙圣杰.产品设计表达——油泥模型[M].重庆:西南师范大学出版社,2008.
[5]江湘芸.产品模型制作[M].北京:北京理工大学出版社,2005.
[6]陈震邦.工业产品造型设计[M].北京:机械工业出版社,2004.
[7]谢大康.产品模型制[M].北京:化学工业出版社,2006.
[8]周力辉.汽车油泥模型设计制作[M].北京:清华大学出版社,2006.
[责任编辑:钟声贤]
