钣金件折弯工艺及技术方案研究论述
2016-05-30赵志明
赵志明

摘 要:钣金件主要是把金属薄板利用手工或者是模具进行冲压,进而形成所需要的形状与尺寸,并利用焊接以及机械加工等技术制成更加复杂的零件。常见的钣金件主要有烟囱、铁皮炉以及汽车外壳。钣金件折弯工艺是生产钣金件过程中的重要环节,可以有效提高钣金件质量和使用功能。因此,在这样的环境背景下,探究钣金件折弯工艺及技术方案具有非常重要的现实意义。
关键词:钣金件;折弯工艺;技术方案;提升
随着社会经济和科学技术的不断发展,促进了机械生产技术和生产模式的进一步优化,同时也对钣金工艺提出了更高的技术要求。钣金件弯折工艺是钣金工艺中的重要内容,也是钣金工艺中的关键环节,在实际的机械生产中,主要利用SolidWorks、UG、Pro/E、SolidEdge、TopSolid等3D制图软件获得钣金加工中需要的数据,为数控机床、等离子以及水射流切割机等环节的操作提供重要的数据信息。其加工工艺由于钣金件形状的不同而具有一定的复杂性和困难性,使得在工件之间产生很大的互换性,进而直接影响钣金件的质量与实际尺寸。因此,本文以钣金件为核心,探究其弯折加工工艺以及设计方案,进而保证钣金件的整体质量。
1 加工前期板料长度的计算方式
1.1 中性层计算法
在实际的钣金件生产加工的过程中,钣金件弯折工艺属于一种成型工序,是进行冲压工序之后的最后一道工序。为了保证钣金件孔位、缺口、零件尺寸等参数满足加工要求,在弯折工序前期要明确钣金件各零件的参数信息。因此,对零件板料的展开尺寸进行精准的计算具有非常重要的作用。在进行板料长度计算的过程中,要依托于弯曲中性层长度固定原理,用板料直线部分长度加上弯曲部分的中性层长度,进而得出板料展开长度。在实际钣金弯折加工的过程中,板料在发生弯折的时候其外层会受到一种应压力的作用,进而在板料内层形成应压力,使得板料受力保持平衡。板料在内外层受力的影响下,就会产生不受拉力和压力的过渡层,这就是我们常说的中性层。中性层在板料弯折的过程中由于不受力而保持长度不变,因此,在实际的板料展开长度计算中一般会根据板料中性层长度进行计算。中性层在实际弯折的过程中,其位置和板料的变化程度具有很大的关联,通常情况下,弯折半径就是板料厚度,在板料厚度δ小于等于4时,中性层与弯折截面内侧距离为0.5δ;在板料厚度δ大于等于5时,中性层与弯折截面内侧距离为0.34δ,而此时中性层长度也就是板料的展开长度。
1.2 补偿系数计算法
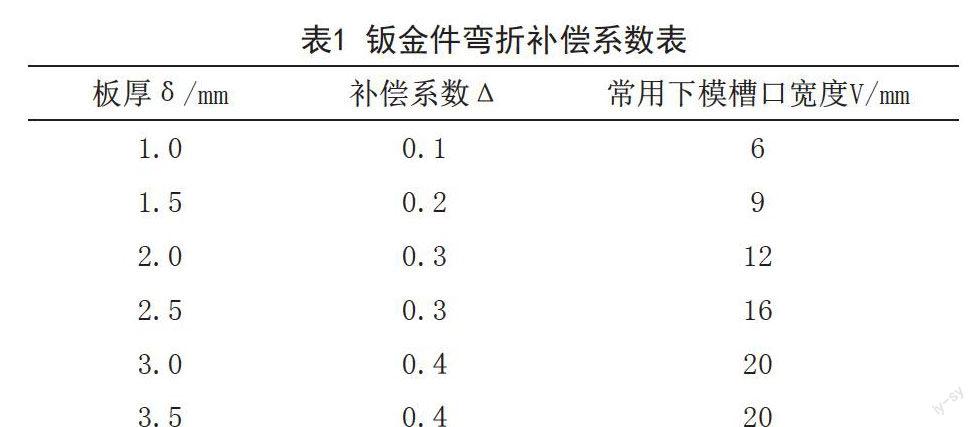
在钣料的弯折角是直角的情况下,技术人员可以通过补偿系数计算法来获取板料展开长度,其计算公式为L=A+B-2δ+2Δ,(A、B为弯折后的板料两个截面长度),常用的钣金件弯折补偿系数如表1所示。
当在钣料的弯折角非直角的情况下,如下图所示,板料展开长度为L=A+B+K(k为90度时的补偿值),当料厚小于0.3时,k值为0;当料厚大于0.3时,k=(v/90)×k
在实际的钣金件弯折加工中,若不知道板料的弯折补偿系数,可以利用试折弯的方式进行板料弯折补偿值的确定。例如,在剪板机的操作过程中,金属板材的加板料尺寸为A×B,用卡尺测量出板料两边的尺寸,根据测量出的尺寸选择合适的模具,并沿着平行与垂直于板料轧制方向进行弯折,再用卡尺测出轧制后的尺寸a和b,利用板料弯折补偿系数公式Δ=L-a-b(a、b为弯折后的板料纵截面长度,L为板料展开长度),进而得到板料各个方向的补偿系数。
2 选择合适的弯折模具
2.1 下模
合适的弯折模具对钣金件的定型具有非常重要的意义和作用,弯折模具主要有上模具和下模具。在实际的弯折模具选择中,首先,工作人员要根据钣金件的具有材质和板料厚度以及弯折尺寸的实际情况来选择合适的弯折刀具与下模,防止在钣金件弯折加工的过程中弯折件和刀具发生碰撞而造成钣金件变形,并避免不当模具对加工机器的损害与消耗。其次,一般百超折弯机的配套下模具槽口为“V”型,除了有30°的可折锐角之外,其余全部为88度的可折直角与钝角。在进行模具选择的过程中,板厚和选择模具的槽口宽度成正比,即板厚数值越大,槽口就要越宽,并取值为6δ;若由于设计需要薄板的折弯圆角较大的情况下,可以选择槽口较宽的模具,下模的槽口尺寸以及形状要根据实际加工需要进行修模或者是定制。
2.2 上模
弯折上模包括直刀、大弯刀、小弯刀以及压平刀等类型的刀具,直刀常用于折板厚度小于3或者是折弯数多的钣金零件,小弯刀用于折纵深度较小的U型钣金零件,大弯刀用于折弯纵深度大的U型钣金厚板零件,压平刀用于折弯边缘压平或者是进行返修的折弯件。因此,上模的选择要根据钣金件的实际弯折加工情况,进而保证钣金件的加工质量和加工效率。在实际钣金件弯折的过程中,为了保证零件孔的精确性,可以先切小孔进行钣金件弯折,再进行扩孔,在弯折线上设置工艺缝,其长度和孔径长度保持一致,进而防止钣金件孔变形。
3 结束语
本文主要以钣金件弯折工艺和加工技术为核心进行论述,探究出较为有效的钣金件弯折工艺。因此,在实际的钣金件弯折加工的过程中,要对钣金件弯折工艺进行合理运用,进而不断提高钣金件的加工质量。
参考文献
[1]丁静.钣金件折弯工艺优化系统研究[D].华中科技大学,2014.
[2]杨建华,许超.基于特征的钣金折弯工序优化研究[J].成组技术与生产现代化,2015,(3):45-47,56.
(作者單位:创斯达科技集团(中国)有限责任公司)
