含磷IN718合金高应变速率下超塑性变形行为的试验研究
2016-05-30宋玺玉黄林杰孙铁峰宋金贵孙文儒
宋玺玉,黄林杰,孙铁峰,宋金贵,孙文儒
(1.沈阳黎明航空发动机(集团)有限责任公司,沈阳110043;2.中国科学院金属研究所,沈阳110016;3.中国人民解放军驻黎明公司军事代表室,沈阳110043)
超塑性是指异常高的塑性,一般认为拉伸延伸率大于100%的材料即具有超塑性[1]。超塑性成形工艺具有小应力、易成形、大变形、无颈缩等优点,适合于难变形合金和复杂形状零件的加工,已广泛应用于航空航天、汽车、机械制造等领域[2]。但是变形速率慢(10-4~10-3s-1)是传统超塑性成形的一个典型缺点,极大地制约了实际生产的工作效率[1]。因此若能在高应变速率下实现超塑性将具有十分重要的工业意义。近年来的研究表明,许多合金在高应变速率下(≥10-2s-1)也能表现出良好的超塑性。Yang等[3]通过搅拌摩擦变形将Mg-Zn-Y-Zr合金晶粒细化到4.5μm后,发现合金在450℃/10-2s-1快速变形条件下延伸率可高达1110%。Alhamidi等[4]研究Al2024超塑性时发现合金在400℃/10-2s-1快速变形条件下可以获得750%的延伸率。因此,现在越来越多的研究人员开始将注意力放到高应变速率超塑性成形工艺上。
IN718合金具有强度高、抗氧化、耐腐蚀和焊接性能好等特点,综合性能优异,是目前应用最为广泛的镍基高温合金[5-6]。将IN718合金加工成复杂形状的零件,对于航空、航天等工业具有重要的意义。因此IN718合金的超塑性成形一直是人们关注和研究的热点[7-9]。近年来的研究发现,适量磷可以显著提高IN718合金的持久和蠕变性能,并可明显提高合金的使用温度[10-12]。近期的研究表明,含磷IN718合金在低速变形条件下可以实现超塑性变形[13-14],说明其可以通过超塑性进行加工。显然,如果含磷IN718合金在高变形速率下仍具有超塑性,无疑具有十分重要的应用意义。
本文将研究含适量磷的IN718合金在高应变速率下是否具有超塑性,揭示其变形行为和机理,以期为扩大含磷IN718合金的应用提供研究和工艺基础。
试验材料及方法
试验用IN718合金的化学成分如表1所示,锻态下的平均晶粒度为ASTM12级。
超塑性拉伸在Shimadzu DCS-25T型万能拉伸机上进行,拉伸试样标距段为Φ5×10mm。变形条件为 950℃、5×10-2~4×10-1s-1。开始拉伸前,试样在950℃保温均热20 min,拉伸断裂后迅速将样品取出淬火。
利用光学显微镜和扫描电镜(Hitachi S-3400N)对变形组织的纵剖面和断口特征进行观察分析。利用透射电子显微镜(JEOL 2010,200kV)观察超塑性拉伸后的组织特征,分析其变形机制。透射样品通过双喷技术制备,双喷液为10%高氯酸+90%酒精,双喷温度为-20℃。

表1 试验用IN718合金的化学成分
试验结果
1 变形行为和断裂特征
图1为试样在950℃、不同应变速率下拉断后的延伸率。可以看出,在变形速率为 5×10-2~4×10-1s-1范围内,合金的延伸率都超过了100%,均具有超塑性。延伸率随变形速率增加而下降,由5×10-2s-1时的175%下降到4×10-1s-1时的139%。拉伸断口呈现针尖状(图1),与慢速超塑性的拉伸断口类似[15],简称为“点式”断口。点式断口表明合金的颈缩十分严重,是合金断裂的主要原因。
图2为试样在950℃、不同应变速率下拉断后的断口形貌,可以看到断口上分布着密集的韧窝,呈典型的超塑性断裂特征,表明合金具有良好的塑性。随变形速率提高,断口面积增大,韧窝的平均直径也增大。取950℃、2×10-1s-1条件下拉断后的试样纵向剖开,观察断口附近的组织。如图3(a)所示,断裂后的试样呈锥形,颈缩程度很大,断口附近存在沿拉伸方向的直线型裂纹,其放大图像见图3(b)。从图3(b)上还可以看到,直线型裂纹上分布着较多MC型碳化物,说明碳化物对塑性流变具有阻碍作用,是裂纹萌生和扩展的重要原因。
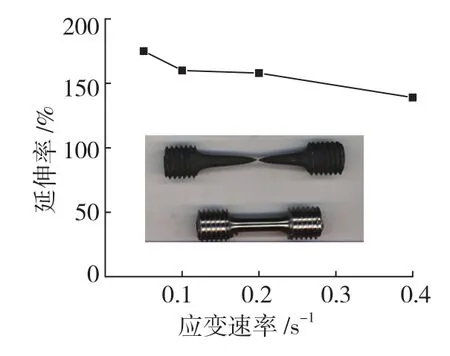
图1 应变速率对IN718合金在950℃下拉伸断裂延伸率的影响Fig.1 Effect of strain rate on the tensile fracture elongation of IN718 alloy at 950℃

图2 不同应变速率对IN718合金在950℃下拉伸断口形貌的影响Fig.2 Effect of different strain rates on fractographs of IN718 alloy at 950℃
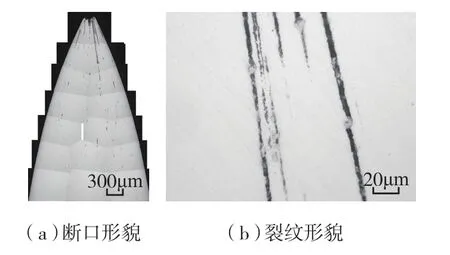
图3 IN718合金在950℃、2×10-1s-1条件下拉断后的纵剖面组织Fig.3 Microstructure of the section parallel to loading direction of the abruption specimen at 950℃,2×10-1s-1
2 组织演变
图4为IN718合金变形前晶粒组织,晶粒平均直径约10μm,晶界和晶内析出点状δ-Ni3Nb相。如图5所示,拉伸变形后晶粒组织发生了细化,平均晶粒直径约5μm。由图5还可以看出,变形速率越快,变形时间越短,变形后组织中的δ相数量越少。值得注意的是当变形速率增加 到 2×10-1s-1和 4×10-1s-1时(图5(c)、(d)),组织中开始出现大量的孪晶。孪晶是3种基本塑性变形方式之一,常见于快速塑性变形中[16]。IN718合金的慢速超塑性中,未见有孪晶作用的报道。
采用透射电镜观察拉伸速率为10-1s-1试样断口附近的组织,可见大量位错聚集的组织,局部可观察到亚晶的存在(图 6(a)),这是动态再结晶的典型特征。比较图4和图5可知,超塑性拉伸显著细化了晶粒组织。显然,在本文的超塑性拉伸试验过程中,动态再结晶导致晶粒细化,是超塑性变形的主要机制。对拉伸速率为2×10-1s-1试样断口附近的组织进行观察可见,除了位错和再结晶新晶粒之外,还出现了孪晶(图6(b))。由图5(c)和(d)可见,孪晶在拉伸速率为2×10-1s-1和4×10-1s-1的试样中大量存在。由此可以断定,当变形速率达到2×10-1s-1后,尽管动态再结晶仍是超塑性变形的主要机制,但已不能单独完成变形,此时孪晶开始发挥重要作用。

图4 IN718合金拉伸变形前的原始组织Fig.4 Microstructure of IN718 alloy before tension deformation
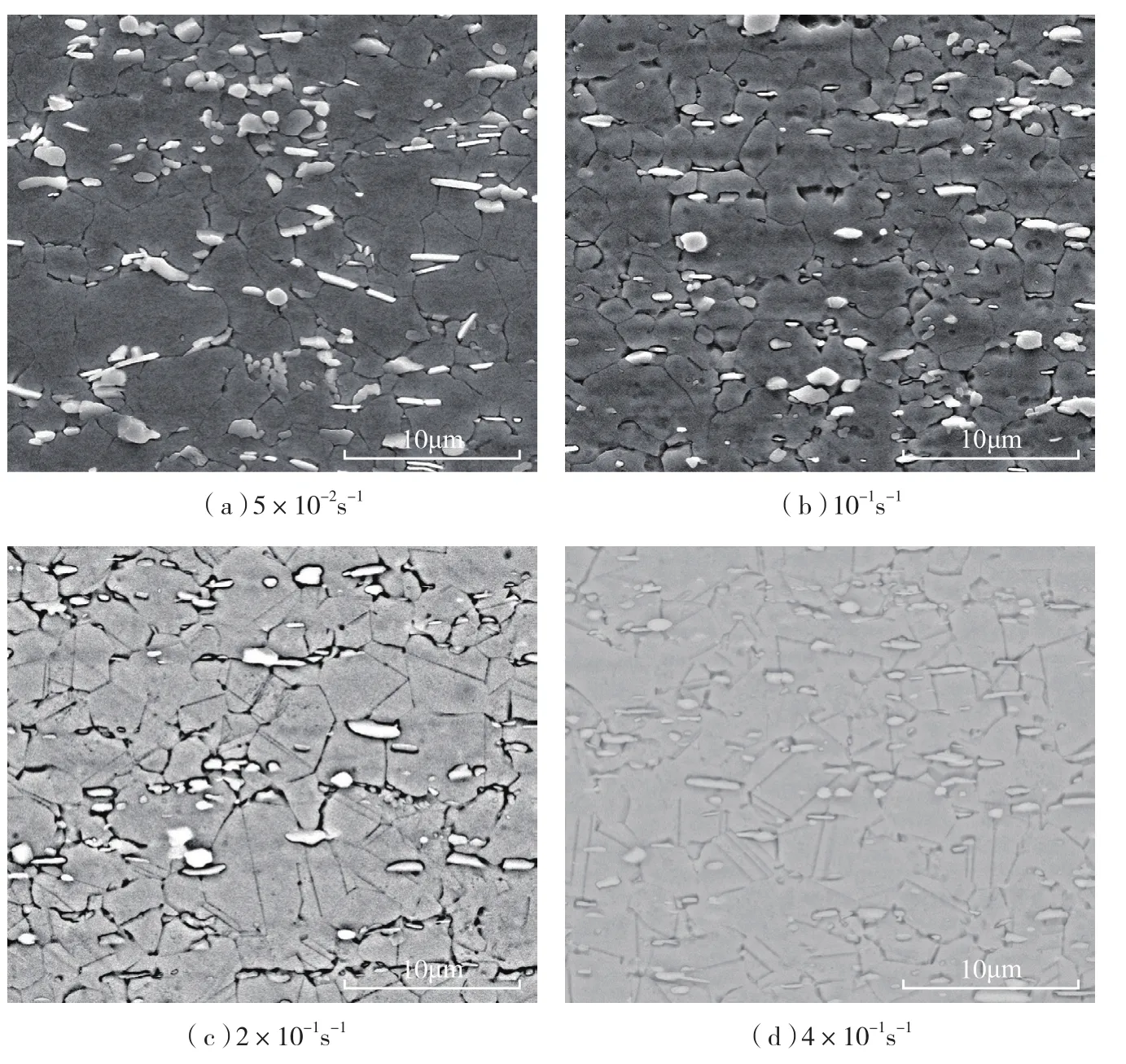
图5 应变速率对IN718合金变形组织的影响Fig.5 Effect of strain rate on the microstructure of IN718 alloy
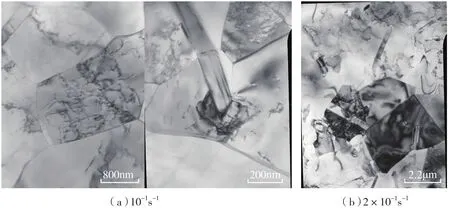
图6 变形速率对IN718合金变形机制的影响Fig.6 Effect of strain rate on the deformation mechanism of IN718 alloy
讨论
前期对含磷IN718合金慢速超塑性的研究确定,拉伸过程中发生了位错运动、位错墙形成、亚晶形成、再结晶形核长大等周期性动态再结晶过程,最终实现了超塑性[13]。在本文研究中,当拉伸速率不超过10-1s-1时,其变形机制与慢速超塑性相同,也为动态再结晶。但当拉伸速率达到2×10-1s-1后,变形组织中出现了大量的孪晶。随着拉伸速率的升高,位错滑移和塞积的速率增大,有利于动态再结晶的发生。但是拉伸速率提高不利于位错通过空位扩散进行攀移,这样变形组织中的内应力将升高。这种内应力不足以引发动态再结晶,此时孪晶将形成以释放内应力。在某些铝合金、镁合金的超塑性变形过程中也有孪晶出现,但是对总的变形塑性贡献较小,而是起协调作用[17]。孪晶作为基本变形方式之一,对延伸率的贡献有限。因此,尽管当拉伸速率提高至2×10-1s-1后形成了大量的孪晶,其主要作用仍是协调变形。但是,孪晶可以分割和细化晶粒组织[18],并通过阻碍位错运动提高硬化率,因此可以阻止颈缩的产生和发展。如图2所示,断口面积随拉伸速率提高而提高,即颈缩随拉伸速率的提高而降低。从这个意义上讲,孪晶是有利于IN718合金超塑性变形的。总之,对于IN718合金的快速变形超塑性,孪晶是一种重要的变形机制。
结论
(1)IN718合金在950℃、5×10-2~4×10-1s-1的高应变速率条件下,具有超塑性变形能力。随变形速率升高,延伸率由175%降低至139%。
(2)拉伸断裂试样呈针尖状“点式”断口,断口附近晶粒组织明显细化,存在沿拉伸方向的直线型裂纹。碳化物为裂纹源。
(3)动态再结晶是IN718合金超塑性的主要变形机制。变形速率提高到2×10-1s-1后,孪晶大量形成,对超塑性变形起重要的协调作用。
[1]NIEH T G, WADSWORTH J,SHERBY O D.Superplasticity in metals and ceramics[M].New York: Cambridge University Press, 2005.
[2]刘勤.金属超塑性[M].上海: 上海交通大学出版社, 1989.
LIU Qin.Superplasticity of metals[M].Shanghai: Shanghai Jiao Tong University Press,1989.
[3]YANG Q, XIAO B L, MA Z Y, et al.Achieving high strain rate superplasticity in Mg-Zn-Y-Zr alloy produced by friction stir processing[J].Scripta Materialia, 2011,65(4):335-338.
[4]ALHAMIDI A, HORITA Z.Grain refinement and high strain rate superplasticity in alumunium 2024 alloy processed by highpressure torsion[J].Materials Science and Engineering: A, 2015,622:139-145.
[5]胡壮麒, 孙文儒, 宋洪伟.一种新的变形高温合金强化方法—磷硼微合金复合强化[J].中国工程科学, 2005,7(3):17-26.
HU Zhuangqi, SUN Wenru, SONG Hongwei.A new method for strengthening wrought superalloys—micro alloying with phosphorus and boron[J].Engineering Sciences, 2005,7(3):17-26.
[6]庄景云.变形高温合金GH4169[M].北京: 北京工业出版社, 2006.
ZHUANG Jingyun.Wrought superalloy GH4169[M].Beijing: Beijing Industry Press,2006.
[7]URDANPILLETA M, MARTINEZESNAOLA J M, SEVILLANO J G.Strain rate sensitivity of superplastic Inconel 718[J].Meterials Transactions, 2005,46:1711-1719.
[8]吕宏军, 贾新朝, 张凯锋, 等.超细晶化对高温合金GH4169性能的影响[J].材料科学与工艺 , 2002(10):268-271.
LÜ Hongjun, JIA Xinchao, ZHANG Kaifeng,et al.Effect of super-fine graining on mechanical properties of superalloy GH4169[J].Materials Sciences & Technology, 2002(10): 268-271.
[9]韩雪.GH4169合金的超塑性及超塑性挤压成形的研究[D].哈尔滨: 哈尔滨工业大学, 1995.
HAN Xue.Super-plasticity and superplastic extrusion of GH4169 alloy[D].Harbin:Harbin Institute of Technology, 1995.
[10]胡壮麒, 孙文儒, 郭守仁, 等.微量元素磷在铁镍基变形高温合金中的作用[J].中国有色金属学报, 2001(11):947-959.
HU Zhuangqi, SUN Wenru, GUO Shouren,et al.Effect of trace P on Fe-Ni based wrought superalloy[J].The Chinese Journal of Nonferrous Metals, 2001(11):947-959.
[11]SUN W R, GUO S R, LEE J H, et al.Effects of phosphorus on the δ-Ni3Nb phase precipitation and the stress rupture properties in alloy 718[J].Materials Science and Engineering:A, 1998,247(1/2):173-179.
[12]SUN W R, GUO S R, LU D Z, et al.Effect of phosphorus on the microstructure and stress rupture properties in an Fe-Ni-Cr base superalloy[J].Metallurgical & Materials Transactions A, 1997,28(3):649-654.
[13]HUANG L J, QI F, HUA P T, et al.Discontinuous dynamic recrystallization Inconel 718 superalloy during the superplastic deformation[J].Metallurgical and Materials Transactions A, 2015,46(9):4276-4285.
[14]HUANG L J, QI F, YU L X, et al.Necking behavior and microstructural evolution during high strain rate superplastic deformation of IN718 superalloy[J].Materials Science and Engineering: A, 2015,634:71-76.
[15]HUANG L J, HUA P T, SUN W R, et al.Necking characteristics and dynamic recrystallization during the superplasticity of IN718 superalloy[J].Materials Science and Engineering: A, 2015,647:277-286.
[16]郑子樵.材料科学基础[M].长沙:中南大学出版社, 2005.
ZHENG Ziqiao.Foundation on materials sciences[M].Changsha: Central South University Press, 2005.
[17]CHAN K C, WANG G F, WANG C L, et al.Low temperature and high strain rate superplasticity of the electrodeposited Ni/Si3N4(W)composite[J].Scripta Materialia,2005,53(11):1285-1290.
[18]ZHU Y T, LIAO X Z, WU X L.Deformation twinning in nanocrystalline materials[J].Progress in Materials Science, 2012,57:1-62.
