粮油加工过程损失现状及对策建议
2016-05-27于宏威刘红芝石爱民
于宏威,刘红芝,石爱民,刘 丽,胡 晖,杨 颖,于 淼,王 强
(中国农业科学院农产品加工研究所,农业部农产品加工综合性重点实验室,北京 100193)
粮油加工过程损失现状及对策建议
于宏威,刘红芝,石爱民,刘丽,胡晖,杨颖,于淼,*王强
(中国农业科学院农产品加工研究所,农业部农产品加工综合性重点实验室,北京100193)
摘要:通过综合分析我国粮油加工情况和粮油加工过程中的损失情况,指出现阶段我国粮油加工出品率低、营养成分损失严重的现状,其主要原因是行业产能过剩、粮油加工工艺设备不发达、过度加工以及标准制定修订滞后等。为此,建议加大产业集中度和科学饮食的宣传力度,加快粮油加工科技发展和加工标准制定与修正,以期扭转加工过程中的巨大损失和浪费。
关键词:粮油加工;产能过剩;过度加工;工艺设备;标准
“仓廪实、天下安”,粮食是安天下之本。近年来,国际经济的形式跌宕起伏,而国内发展总体平衡,粮食的连年增长为经济发展提供了重要保证。目前,我国粮食供需总体上仍处于“紧平衡”状态,“靠天吃饭”还没有根本改变,随着人口的增长,今后的粮食消费还将刚性增长,十几亿人的吃饭问题,仍然是治国安邦的头等大事。为此,国家先后制定了《国家粮食安全中长期规划纲要(2008—2020年)》、《全国新增1 000亿斤粮食生产能力规划(2009—2020年)》和《粮油加工业“十二五”发展规划纲要》等重要文件,来完善现代粮油加工体系,实现粮油加工业健康协调发展,确保国家粮食安全。
然而,我国粮食产后损失浪费惊人,严重威胁着粮食安全。据国家粮食局统计,由于部分企业低水平粗加工、选择加工工艺不合理以及对成品粮过度追求精、细、白,使粮油在加工环节上损失高达75×108kg。按照我国居民平均每年的粮油消费量在150 kg左右计算,损失的粮油可以满足1亿居民1年的粮食需求。因此,保证粮食安全,不能只盯着粮食的增产增效,减损同样重要。为此,本文在综合我国粮油加工和粮油加工过程中的损失情况基础上,深入探究了造成损失的深层次原因,并提出了相应的解决对策。
1 我国粮油加工情况
1.1稻谷
2013年我国稻谷加工企业情况见表1。
由表1可知,2013年我国年处理稻谷能力共计3.3×108t,稻谷实际产量20 361.2×104t,大米产量9 125×104t;稻米消耗量1.47×108t,稻谷加工业平均产能利用率43.6%。稻谷加工企业10 072家,龙头企业数为654家,产能为7 240×104t,所占比例为21.8%;产量为3 262×104t,所占比例为34.5%[1]。日加工稻谷能力100 t以下的企业在全行业的比例为50.23%,其中民营企业占到了九成。

表1 2013年我国稻谷加工企业情况/个
1.2小麦
2013年我国小麦加工企业情况见表2。
由表2可知,2013年我国日加工小麦能力2.2× 108t,小麦实际产量12 192.6×104t;小麦粉产量达9 873×104t,制粉用小麦消耗量1.3×108t。小麦加工企业3 248家,龙头企业数为406家,产能为6 463× 104t,所占比例29.7%;产量为3 784×104t,所占比例为38.3%[1]。日加工小麦能力200 t以下的企业在全行业的比例为51.11%,其中民营企业占到了九成。
1.3食用油
2013年我国食用油加工企业情况见表3。

表2 2013年我国小麦加工企业情况/个

表3 2013年我国食用油加工企业情况/个

图1 2009—2013年我国稻谷出米率
由表3可知,2013年食用植物油加工业加工能力为1.72×108t,精炼能力5 101×104t,全国食用植物油产量2 879×104t,其中大豆油产量1 231× 104t,菜籽油585×104t,花生油257×104t;年加工油料9 009×104t,其中加工大豆6 465×104t,油菜1 461×104t,花生(带壳)810×104t。龙头企业426家,所占比例19.2%;产能7 955×104t,所占比例46.2%;产量1 674×104t,所占比例36.5%[1]。日加工油料作物100 t以下的企业在全行业的比例为37.81%,其中民营企业占到了九成。
2 我国粮油加工损失情况
2.1粮油加工出品率低
2009—2013年我国稻谷出米率[1-5]见图1,2009—2013年我国小麦出粉率[1-5]见图2,2013年我国主要粮油作物的实际出油率和预期出油率见图3。
由图1可知,虽然稻谷加工量和大米产量连年增加,但是稻谷出米率却逐年降低,其中2013年平均出米率仅为63%,这就意味着生产的大米越多,加工损失的也就越大。与日本等国的平均出米率70%相比,我国稻谷加工业平均出米率水平明显偏低。

图3 2013年我国主要油料作物的实际出油率和预期出油率
由图2可知,虽然随着时间的增加,小麦的出粉率连年增加,2013年达到最大值为75%,但是如果将这部分小麦全部用于生产标准粉,出粉率可达78%。实际出粉率并没有到达预期出粉率,这主要是由于小麦加工水平偏低,导致我国小麦加工成面粉量相对偏低。
图3是根据2013年USDA统计[6]的我国主要油料作物的加工量和产量计算得到实际出油率和预期出油率的关系图,其中加工量包括了当年生产、进口以及前一年库存。按照油料作物的平均含油率,减掉必然的损耗得到预期出油率,其中大豆20%,花生48%,菜籽38%,葵花籽53%,棉籽17.5%[7]。各种油料作物实际出油率均低于预期出油率,如果加工量足够大,必然会造成极大的损失;此外,生产出来的毛油,往往需要进行精炼加工,这不仅造成毛油的损失,而且精炼过程中,由于进行高温处理,如脱臭工艺温度将达到230℃,大量热敏性营养成分受到损失,造成营养成分流失。
2.2粮油加工过程中营养成分损失严重
各级面粉出粉率情况见表4,精米同糙米相比各种营养物质含量见图4,精制面粉同全麦粉相比各种营养物质含量见图5,精炼油和压榨油相比营养成分所占比例见图6。
稻谷加工是将稻谷除去杂质、脱去稻壳,提取糙米,碾去糙米糠层(皮层),生产出含碎米最少和含杂质最少的分级白米过程。企业为了追求大米外观,对大米进行多次精加工,造成胚芽和米糠皮严重破坏,致使大量营养物质流失,其中糙米中钙、铁、烟碱素、纤维素、VB1和VE的含量分别是白米的1.7倍、2.75倍、3.2倍、12倍、10倍、14倍[8]。因此,降低大米的精加工程度,可以减少粮食损失,还能够最大限度地保存产品营养价值,有利于营养平衡和居民健康。

表4 各级面粉出粉率情况

图4 精米同糙米相比各种营养物质含量

图5 精制面粉同全麦粉相比各种营养物质含量
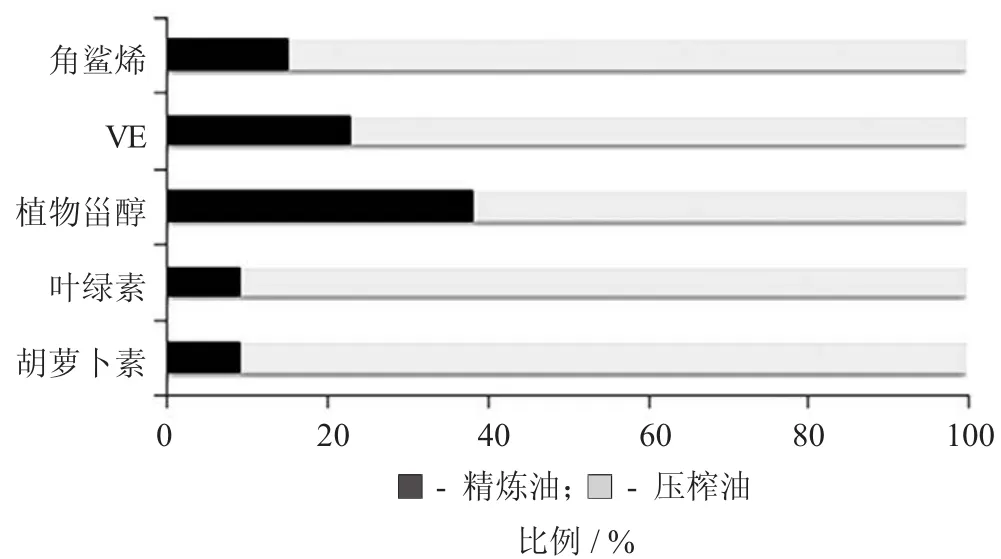
图6 精炼油和压榨油相比营养成分所占比例
小麦加工为面粉的主要作用是除去含大量粗纤维的种皮,使面粉有较好的口感和易于消化,粉色也得到改善。GB 1355—1986小麦粉根据加工精度,将小麦粉分为特制一等粉、特制二等粉、标准粉和普通粉4个等级,随着加工精度的提升,糊粉层和胚部进入麸皮的比例越大,出粉率越来越低。虽然面粉加工的越来越白,但是产量和品质的损失越来越大。精制面粉和全麦面粉相比,维生素和矿物质损失严重,其中VE损失90%左右。
经过压榨或者浸出得到的毛油含有大量杂质,需要经过脱胶、脱酸、脱色和脱臭工艺,以脱除胶溶性、脂溶性和微量杂质,保持油脂的食用品质。在精炼过程中由于使用了酸碱和吸附剂,并进行了高温处理,在去除有害物质的同时造成了大量营养成分的损失,胡萝卜素和叶绿素被绝大部分脱除,植物甾醇损失35%~40%,VE损失70%,角鲨烯损失80%。
3 我国粮油加工过程损失的原因
3.1“小、散、低”的企业格局,行业产能利用率低,造成加工损失
我国广大的农村乡镇分布着简易的粮油加工企业,日处理稻谷100 t以下、小麦200 t以下和油料作物100 t以下规模企业在行业中的比例分别为50.23%,51.11%,37.81%;小、微型粮油企业和小作坊占全行业的93%,由于生产设备落后、生产方式粗放、资源加工转化效率低、缺乏必要的品质管理措施,不仅加工损失量大,而且生产出来的产品卫生指标不合格率高,营养损失率大。另一方面,龙头企业的生产工艺完善、设备先进、方式周密、品质管理严格,如五得利面粉集团具有60条现代化面粉生产线、30个大型制粉车间,日加工小麦能力达30 000 t;湖北国宝桥米有限公司先后通过ISO 9001质量管理、ISO 14001环境管理、ISO 22000食品安全管理体系的“三大体系”认证,拥有先进水平的大米生产线4条、500 t/d稻谷烘干生产线2条、标准式平房仓和准低温仓库15栋、14栋立筒式保温仓,加工能力达到了105×104t。生产的产品品质过硬,而且加工过程的损失低。但是龙头企业存在产能过剩情况,稻谷、小麦、食用油加工企业产能利用率分别为45.01%,58.55%和21.04%。所以,一方面龙头企业产能没有完全利用起来,低损失率的粮油加工体系没有覆盖到所有粮食原料上;另一方面,小企业、家庭作坊高损失率的粮油加工体系依然消耗着大量的粮食原料,这就造成我国粮食产后的极大损失。
3.2粮油加工工艺设备选择不合理、水平落后,造成口粮浪费
我国稻谷加工基础研究薄弱、工艺装备落后,造成加工资源的大量浪费。如北方的粳稻,三机(一砂二铁)为长期延用的工艺配置,目前也存在着一定缺陷,主要是米路短、对稻米施加强大压力碾磨,使稻米在短时间被强制磨削,强大的内压使米温高、破碎增多,筛下物(碎米、糠粉等)增多,造成了大量的浪费和营养流失;加工厂房等设计不合理,以往加工企业设备大多放置同一层楼,设备间采用自流管输送,大米提升道数较少,目前加工车间多为楼房式,使得加工过程中大米提升次数增加,在这过程中造成大米容易撞碎,使得产品得率降低[9]。
小麦不同制粉工艺出粉率不相同,其中简化物料分级制粉生产标准粉出粉率为85%,特二粉出粉率为72%~76%;物料分级中等的制粉方法生产等级粉出粉率为73%;剥皮制粉方法生产等级粉出粉率为70%~73%。企业生产权衡工艺设计、设备投入,能耗和出粉率等多方面因素,往往会以牺牲出粉率来选择利益最大化的工艺。此外,小麦品质和小麦含水量也影响出粉率。以小麦品质为例,加工硬麦时粗粒粗粉多、面粉少,因此品种的选择和原料的把控,对于保证出粉率至关重要。制粉过程中小麦含水量不合适造成加工损失,研磨小麦的水分过大,则麸片上的胚乳不易刮净,导致出粉率降低,产量下降,动力消耗增加;水分过少则形成的麦渣多、面粉少,麸皮碎而面粉品质变次[10]。因此,在贮藏过程中水分的控制至关重要。
常用的油脂加工工艺为浸出法制油和机械压榨制油。浸出法制油的出油率高,粕中的残油可控制在1%以下,同时不进行高温加工而取出其中的油脂,使大量水溶性蛋白质得到了保护,避免了饼粕只能用作饲料而造成的大量损失,但是由于浸出溶剂一般为易燃、易爆和有毒的物质,造成生产安全性差、消费者抵触,目前只有部分企业进行生产。机械压榨制油工艺简单、配套设备少,油的品质好、风味纯正,尤其高温压榨油深受消费者喜欢,因此大多数加工企业采用高温压榨制油,但是高温压制的出油率低,而且在高温条件下,甾醇、VE等营养成分严重损失,降低了油脂的营养品质。除此之外,高温同样造成了热敏性氨基酸的损失,饼粕只能用作饲料,无法进一步加工成植物蛋白,造成饼粕资源的浪费。虽然低温压制的风味略淡,但是出油率高于高温制油,并利用亚临界等萃取技术,有效降低了饼粕的残油率。饼粕中的植物蛋白为低变性蛋白,可以进一步加工成食品,提供油脂原料的利用率,避免其损失[11]。以花生为例,低温压榨花生油出油率47%,饼粕残油率6.5%(高温压制花生油出油率45.7%,饼粕残油率10%),产生的花生粕可以进一步用来生产低变性花生蛋白粉、花生伴球蛋白、花生浓缩蛋白、花生短肽等产品,不仅提高了经济效益,而且避免了油脂加工过程中的损失[12]。
3.3米面精细白和食用油过淡的消费误区,导致粮油过度加工
随着农业生产和食品加工技术的发展,吃饱对于多数国人来说早已不是问题。但是,目前很多消费者喜欢精细白的米面和色泽过淡的食用油,导致企业过度加工粮食、过度追求精度,造成出品率的降低和营养成分损失,对粮食节约和人体健康都有害无益。
据国家粮食局统计,优质大米产量已从2008年1 466×104t增加至2013年4 548×104t,增长量超过了3倍,优质大米产量的增多定会造成稻米抛光次数的增多,进而造成粮食的浪费。以50 kg稻谷为例,一般去壳后可产生40 kg左右可用的糙米,将糙米磨成白米损失5 kg左右,再加上2次抛光,又损失2 kg,即有7 kg左右原本可以食用的大米损失掉,如果继续追求大米外观,企业还会进行多次抛光,稻谷继续损失。以每年20%的大米被加工成特制米测算,我国每年损失大米约400×104t,相当于近数万公顷稻田年的产量、2 000多万人1年的口粮。同时,加工成的精米和糙米相比,B族维生素损失了60%,赖氨酸、苏氨酸也在加工中大量损失[13]。实际上,越光亮的大米,所加工的次数越多,加工损失和营养成分损失得也越多。
按照国家规定的标准加工,面粉加工中全麦粉的出品率接近100%,标准粉约为82%~85%,特一粉一般在60%左右,而要加工成特精粉,出品率不足20%,这就导致了50 kg小麦,20年前可以提取42.5 kg面粉,现在只能产出“特一粉”30多kg,相当于1年少产3 000×104t的面粉,间接造成粮食的浪费现象加剧。同时,小麦中营养物质的流失也越来越严重,甚至在精度已经很高的特一粉里加增白剂过氧化苯甲酰去“漂白”面粉。过氧化苯甲酰会破坏VA,降低面粉中VA的含量,同时面粉中VE 和VK也极易被氧化而受损,B族维生素中的B1和B2也会受到不利影响[14]。所以,国际上一些国家提倡吃全麦粉,不仅保证了小麦的营养价值,同时降低了小麦加工过程中的损失。
在油脂行业中同样存在过度加工情况,色拉油是西方国家仅用于制作凉拌菜色拉时的专用油,为保证低温时不出现凝浊现象,同时保持蔬菜固有的色泽和味道,色拉油需经过脱胶、脱酸、脱色、脱臭、脱蜡和脱固体酯的“六脱”精炼处理,但在我国却被广泛用于日常烹调用油,成为食用油消费的主要品种。而实际上烹调中国菜,采用原国标名称的一级、二级油即可,最多用到高级烹调油为至,盲目追捧色拉油致使生产的食用油越炼越浅、越炼越清。一方面,随着精炼程度的不断提高,出油率越来越低。原国标一级、二级油的精炼损失率约为2%左右,色拉油的精炼损失率约为5%左右,原料资源利用率越低,对原料资源造成极大浪费;另一方面经精炼处理后,有益物质减少,有害物质增加。脱臭过程温度高达250℃以上,产生的反式脂肪酸可能在0.4%~2.3%[14];脱色过程使用脱色剂活性白土、活性炭,脱蜡过程中加入助滤剂硅藻土都有可能带来重金属对食用油质量安全的危害。
3.4加工标准修订滞后,导致粮食浪费
根据《粮油加工业发展规划(2011—2020年)》,我国目前粮油及其加工产品标准共计有400余项,粮油加工领域的标准体系不够完善,引进国外先进标准不足,其中加工产品品质检测采用国际标准比率仅为20.6%,与欧洲等发达国家相比差距较大,如英国国际标准比率达到92%,德国近100%。国家先后颁布了GB 1350—2009稻谷、GB 1351—2008小麦、GB 1535—2003大豆油、GB 1534—2003花生油和GB 1536—2004菜籽油等对产品等级进行了划分,但是有些企业为了满足市场需求,加工标准大大超过了国家标准,往往按照企业自己标准进行生产,表面是超国家标准的高品质产品,但实际上是对粮油的大量浪费。另外,一些标准的术语不够统一,如GB/T 5502—2008粮油检验米类加工精度检验中加工精度定义为:“米类背沟和粒面的留皮程度”;在GB 1354—2009大米中加工精度则定义为:“加工后米胚残留以及米粒表面和背沟残留皮层的程度”。在这2个标准中“加工精度”的定义在范围和内容上有很大的差异与不同,在实际生产中极易出现对大米加工精度理解的偏差,再加上大米出厂检验只要求例行检验项目,加工企业为了满足客户需要,往往出现加工精度过高的现象。
4 控制粮油加工损失的办法
4.1壮大龙头企业,提高产业集中程度,淘汰生产粗放企业
大力培育粮食产业化龙头企业,鼓励和引导大型企业兼并重组,不断提高产业集中度,增强企业的核心竞争力和抗风险能力。推进粮食产业化经营,提升优质粮油基地建设规模化和标准化水平,逐步实现加工原料的专用化、规模化和标准化。鼓励和支持中小型企业改造升级,提高产品品质,增强市场竞争力。依据国家产业结构调整指导目录,强化环保、卫生、能耗、出品率、安全等指标的约束作用,加大对技术水平低、卫生品质和安全环保不达标、高能耗、高污染或产能严重过剩行业落后的淘汰力度。
4.2加快粮油加工科技工艺装备的完善和开发
加强粮食加工成套设备自主化开发和高技术产业化,全面改造和提升粮食加工业装备技术水平。通过国家科技支撑计划、农业科技成果转化专项、现代农业产业体系建设专项等,加大对粮食加工业科技创新的支持力度,鼓励大中型粮食加工企业建立研发机构,与高校、科研院所联合成立研究开发中心和产业技术创新战略联盟,加大对自主创新成果产业化的研发投入,重点开发日加工稻谷300 t以上、低破碎、低能耗、低噪声的关键主机及专用成套设备、高效低破碎碾米技术及设备,日加工小麦300 t以上的新型真空调制装置和设备,低温压榨制油及饼粕联产设备等节粮减损技术和装备的研发。不断壮大我国粮油科技人才队伍,确定引领行业发展的领军人才和聚焦行业需求的科研团队,形成科技创新的激活机制、健全造就科技人才特别是高端科技人才的机制。
4.3引导科学消费观念,减少过度加工
充分利用全国爱粮节粮宣传周、世界粮食日等平台,加强面向消费者的宣传工作,引导科学消费观念,鼓励增加全谷物营养健康食品的摄入,调整膳食结构。从国家层面进一步加大科普宣传力度,利用焦点访谈等公众信任、覆盖面广的电视节目、网络论坛、收音广播等网络媒体宣传科学膳食方式,让消费者意识到过度追求“色香味”,大大提高舌尖上的风险系数,造成亚健康、糖尿病等所谓“富贵病”的发生,逐渐扭转社会上“亮、白、精”的错误消费观念,树立科学的膳食习惯和文化理念。
4.4加快粮油加工标准制定和修正,提高产品的出品率
粮油加工应坚持“注重纯度,控制精度”的原则,纠正大米过精、面粉过白、油色过浅的现象。以国家标准为基准,全国粮油标准化技术委员会应加快标准的复审修订速度,特别是那些已经实施20多年的粮油质量标准和粮油检验方法标准,该修订的应及时修订,对已不适应科学技术发展和社会经济发展需求的应及时废止。在标准修订过程中,要积极借鉴国际标准和国外先进标准,粮食质量标准主要指标的设置和评价方法,既要符合WTO的规则,又要从我国粮食生产的实际情况出发,兼顾国家、生产者、消费者的利益,体现优质优价、以质论价的精神,使我国粮油在国际市场上的竞争能力进一步增强。标准的修订过程中,做好各个标准起草单位间的协调组织工作,在各标准文本中,应统一的名词术语、计量单位等,一定要统一一致,质量标准和其检验方法标准间也要注意衔接与统一。
参考文献:
[1]国家粮食局. 2013中国粮食年鉴[M].北京:经济管理出版社,2014:134-138.
[2]国家粮食局. 2012中国粮食年鉴[M].北京:经济管理出版社,2013:121-134.
[3]国家粮食局. 2011中国粮食年鉴[M].北京:经济管理出版社,2012:127-130.
[4]国家粮食局. 2010中国粮食年鉴[M].北京:经济管理出版社,2011:140-151.
[5]国家粮食局. 2009中国粮食年鉴[M].北京:经济管理出版社,2010:128-141.
[6]Philip A Shull. China peoples republic of oilseeds and products annual[J]. USDA Foreign Agricultural Service,2015(2):461-469.
[7]王强.花生加工品质学[M].北京:中国农业出版社,2013:234-240.
[8]赵弢.粮食过度加工=浪费+营养损失[J].农业机械,2013(2):17-20.
[9]樊琦,刘梦芸,祁华清.我国稻谷加工粮食损失与治理对策研究[J].粮油食品科技,2015(5):117-120.
[10]田建珍.小麦加工工艺与设备[M].北京:科学出版社,2011:162-174.
[11]李新华.粮油加工学[M].北京:中国农业大学出版社,2002:46-57.
[12]王强.花生深加工技术[M].北京:科学出版社,2015:310-316.
[13]江雁.越精并非越好,适度才是真的好——有感于粮油行业中的过度加工现象[J].粮油加工,2006(9):20-21,24.
[14]王钦文.用科学发展观审视粮油的过度加工[J].粮食加工,2008(1):10-12.
Current Situation of Loss in the Process of Grain and Oil Processing and Countermeasures
YU Hongwei,LIU Hongzhi,SHI Aimin,LIU Li,HU Hui,YANG Ying,YU Miao,*WANG Qiang
(Key Laboratory of Agro- Products Processing,Ministry of Agriculture,Institute of Agro- Food Science and Technology,Chinese Academy of Agricultural Sciences,Beijing 100193,China)
Abstract:This paper comprehensively analyzes the situation of China's grain and oil processing and the loss in the process of grain and oil processing,points out the status that the production rate is low and the loss of nutrients is serious. The main reasons are that the industries have excess capacity,the processing technology and equipment are not developed,grain and oil are over- processed and setting and revising of the processing standards are lagging. It is recommended to increase the intensity of industry concentration and the propaganda of scientific diet,speed up the development of grain and oil processing technology and the formulation and revision of processing standards to reverse the great loss and waste of processing.
Key words:grain and oil processing;excess production capacity;over- processed;technology and equipment;standards
*通讯作者:王强(1965—),男,博士,研究员,研究方向为粮油加工与副产物综合利用。
作者简介:于宏威(1991—),男,硕士,研究方向为粮油加工与副产物综合利用。
基金项目:国家公益性(粮食)行业科研专项“粮食产后损失浪费调查及评估技术研究项目(201513004)”;公益性(农业)行业科研专项“油料产地加工关键技术装备研究与示范项目(201303072)”;中国农业科学院科技创新工程项目(CAAS- ASTIP- 201X- IAPPST)。
收稿日期:2015- 12- 12
文章编号:1671- 9646(2016)03b- 0060- 06
中图分类号:F426.82
文献标志码:A
doi:10.16693/j.cnki.1671- 9646(X).2016.03.044
