浅谈汽车用压缩天然气钢质内胆环向缠绕气瓶的定期检验
2016-05-27郝延平
董 宁,郝延平
(沈阳特种设备检测研究院,辽宁 沈阳 110035)
·气瓶检验·
浅谈汽车用压缩天然气钢质内胆环向缠绕气瓶的定期检验
董宁,郝延平*
(沈阳特种设备检测研究院,辽宁 沈阳 110035)
摘要:近年来,随着国家对环境保护要求的提高,使用天然气作为燃料的汽车越来越多,车用气瓶的定期检验就成为了一个非常重要的课题。通过对车用气瓶定期检验的流程、检验过程、检验方法、注意事项等进行了叙述分析,为检验人员提供一些借鉴。
关键词:复合气瓶;定期检验;纤维;缠绕层;内胆
车用气瓶由于频繁的充装、储存、运输、使用,加之车用气瓶大部分都安装在公共汽车和出租汽车上,经常在人口密集的闹市区流动,引发的安全风险大,如果发生爆炸,将会导致灾难性事故,给生命和财产带来严重的损失,造成的社会影响也非常大,可以说车用气瓶是特种设备中最危险的设备之一。因此,根据规程、标准的要求对车用气瓶进行定期检验是一项非常重要的工作。
1汽车用压缩天然气钢质内胆环向缠绕气瓶检验工艺操作流程
1.1汽车用压缩天然气钢质内胆环向缠绕气瓶定期检验的规定
根据《气瓶安全技术监察规程》和GB 24162—2009《汽车用压缩天然气钢质内胆环向缠绕气瓶定期检验与评定》的规定:适用于公称工作压力为20 MPa或25 MPa,公称水容积为30~450 L,工作温度为-40~65 ℃的汽车用压缩天然气钢质内胆环向缠绕气瓶(以下简称车用缠绕气瓶)。但我国生产和使用的车用缠绕气瓶一般是公称工作压力为20 MPa,容积55~140 L。
1.2车用缠绕气瓶定期检验的检验机构、检验周期与检验项目
1.2.1检验机构
1. 从事气瓶定期检验的单位必须符合GB 12135《气瓶定期检验站技术条件》的要求,并按TSG Z7001《特种设备检验检测机构核准规则》的要求经国家特种设备安全监督管理部门核准。
2. 场地、检验检测仪器和设备以及检测工具如内窥镜、灯、深度测厚仪、低倍放大镜、直角尺、卡尺、螺纹塞规和环规等应能满足从事的检验检测工作。
1.2.2检验周期
1. 气瓶的定期检验周期不得超过3 a:可以按标准定为3 a检验一次,也可以由当地质监部门制定的地方法规规定或者由检验检测机构根据实际检验情况确定检验期限(3 a以内)。使用年限按产品标准所规定的设计使用寿命执行。
2. 在使用过程中,如遇到下列情况时应提前进行检验:气瓶遇明火;气瓶长期暴露在高于65℃的环境温度下;气瓶受到冲击;天然气汽车遭受碰撞;气瓶接触化学物质;发生异常的声响;确信气瓶已受到某种方式的损伤;对气瓶的安全可靠性产生怀疑。
3. 库存或停用时间超过一个检验周期的气瓶,启用前应进行检验。
1.2.3检验项目
车用缠绕气瓶定期检验项目包括外观检查、内部检查、瓶口螺纹检查、水压试验、瓶阀检验和气密性试验。
1.3车用缠绕气瓶检验工艺操作流程
车用缠绕气瓶检验工艺操作流程见图1。
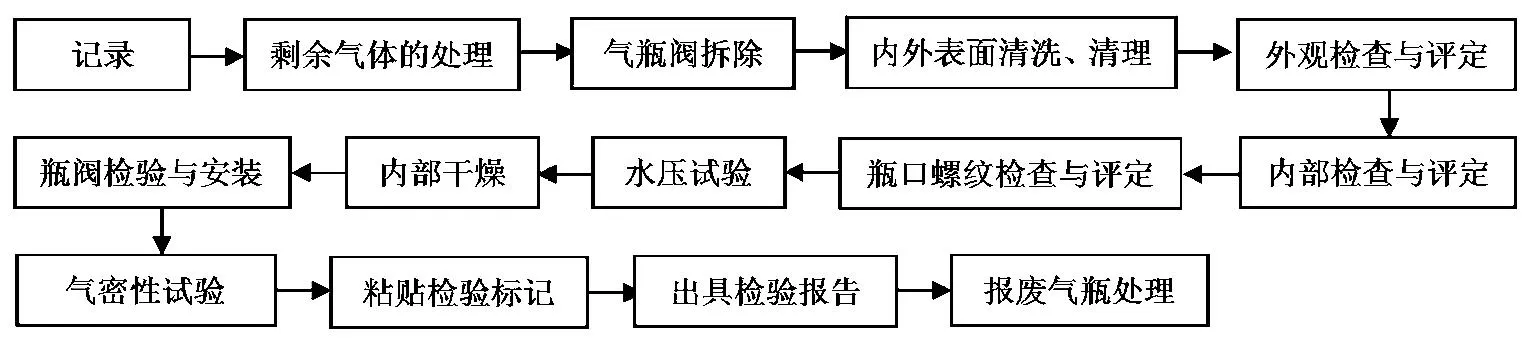
图1 车用缠绕气瓶检验工艺操作流程
2检验前准备
2.1气瓶拆卸
气瓶拆卸由检验机构或有资质安装单位负责。
2.2标记检查与记录
1. 逐只检查记录气瓶制造标志和检验标志。记录内容包括国别、制造单位许可证号或单位代码、气瓶编号、制造年月、公称工作压力、水压试验压力、公称水容积、上次检验日期。
2. 对未取得国家特种设备安全监督管理部门制造许可的制造企业生产的气瓶、制造标志不符合相应规程或制造标准规定的气瓶、制造标志模糊不清或项目不全导致无法评定的气瓶、国家特种设备安全监督管理部门有关文件规定不准再用的气瓶,登记后不予检验按报废处理。
3. 自气瓶制造之日起,超过设计使用寿命的气瓶,登记后不予检验,按报废处理。对于按照规定办理使用登记的新投用气瓶,可以按其使用登记日期作为气瓶设计使用寿命的起始日期。
GB 24160—2009《车用压缩天然气钢质内胆环向缠绕气瓶》的规定的使用寿命为15 a。疲劳次数依据使用年限×1000次确定,即以平均1000次/a的使用次数模拟气瓶的疲劳使用寿命。
根据有关调查统计,在我国一些天然气资源丰富的地区,出租车充气4次/d,夏季使用空调时,充气4~6次/d,这样大约8~10 a,充装的次数就可达到15 000次,对在这类地区使用的气瓶,其使用寿命按设计寿命15 a判定就不太合适。因此,《气瓶安全技术监察规程》规定对出租车安装的气瓶使用寿命为8 a。
2.3瓶内介质处理
在保证安全、卫生和不污染环境的条件下,将瓶内气体排净。一般采用专用回收装置回收瓶内介质,排放瓶内剩余气体时,应事先将气瓶放置在有消除静电措施(接地)的金属板上,以防止由于静电引燃排放的气体而引起火灾事故。气体排净后,进行抽真空处理或氮气置换。
2.4瓶阀拆卸与表面清理
1. 确认瓶内压力与大气压力一致时,由检验机构负责拆下瓶阀。
2. 对于瓶阀无法开启或拆下的气瓶,应与待检瓶分别存放以待另行妥善处理。
可采取略松泄放帽的方法放出气体。采用此法时,操作者应立于泄放装置的侧面,拧动泄放帽时,要注意其对面不得有人逗留或通行。
拧动泄压帽要缓慢,每次不得超过1/4圈,并停留片刻,无气体流出时,才可以继续拧动1/4圈。听到气体流出声,立即停止拧动泄压帽,待气体缓慢流尽后,将泄压帽拧回原位。
对泄放装置失效或不带泄放装置的瓶阀,可采用从瓶口略拧动瓶阀的办法放出瓶内气体。
3. 用不损伤瓶体金属以及缠绕层树脂和纤维的适当方法,将气瓶内外表面的污垢、腐蚀产物、沾染物等有碍外观检查的杂物以及外表面的疏松涂敷物清除干净。可用中性的清洗剂和水温不超过60℃的洁净水清洗内外表面。
2.5蒸汽吹扫
卸下瓶阀后,应立即对气瓶内表面进行蒸汽吹扫,以清除气瓶内部的油污、腐蚀产物和其他污物。
3检验与评定
3.1外观检查与评定
3.1.1车用缠绕气瓶损伤程度分级及判别标准
一级损伤:在正常使用中发生的微小损伤。这种损伤对气瓶的安全没有构成有害的影响,可继续使用。在金属表面的涂层划伤或划痕没有明显深度,或缠绕层表面涂层和树脂有较小损伤,但没有明显纤维破损的现象均可判定为这类损伤。
二级损伤:损伤程度比一级损伤严重,但可以进行修复。
三级损伤:三级损伤的气瓶不能再继续使用也不能进行修复。所有判定为三级损伤的气瓶应报废。
无损伤或一级损伤不要求修复,可继续使用。二级损伤可修复或报废。三级损伤不能修复,三级损伤的气瓶必须报废。
3.1.2车用缠绕气瓶的外观检查与评定
3.1.2.1缠绕层的外观检查与评定
1. 划伤、擦伤和凿伤:不管其长度、数量或方向,深度小于0.25 mm的损伤都判定为一级损伤并可以验收。大于或等于0.25 mm深度的损伤判定为二级或三级损伤。当深度超过1.25 mm,应判定为三级损伤。在一级和三级之间的损伤由检验人员判定合格或不合格。
损伤深度超过0.25 mm的划伤或凿伤的二级损伤可以在制造厂的指导下进行修复。
2. 磨损:深度大于1.25 mm的磨损应判定为三级损伤。二级损伤可以在制造厂的指导下进行修复。
划伤、擦伤、凿伤和磨损是这类气瓶最常见的损伤,主要原因其一是装卸过程中未对气瓶加以认真保护,支架或安装工具对气瓶造成的损伤;其二是由于气瓶安装不当,气瓶未固定牢靠,气瓶与固定装置发生磨擦造成的损伤;其三是气瓶固定过紧,在气瓶充气后对气瓶造成一定的损伤;其四是在运输气瓶的过程中由于冲撞、磕碰气瓶造成的损伤。
根据标准规定,划伤、擦伤、凿伤和磨损深度大于1.25 mm的磨损应判定为三级损伤,按报废处理。但实际检验中,在测量气瓶深度时,由于气瓶表面凹凸不平,尺寸很难测量准确,标准中规定的尺寸精度也很难达到。
另外,由于气瓶制造厂的工艺不尽相同,有的不涂敷表面胶层,有的气瓶涂敷表面胶层,表面胶层厚度也不完全相同,这又给损伤的准确测量带来困难。
3. 冲击损伤:冲击损伤可能引起断裂及缠绕层分层。与冲击载荷有关的表面损伤有凹痕、划伤、凿伤、刮伤、擦伤、剥落、刺穿、纤维断裂、纤维松动、树脂开裂、变色或外形改变等。有上述各种损伤迹象时应对气瓶表面进行仔细检查。
应对已知的受冲击区域及已检测到表面损伤的区域进行检查,以确定内壁是否受到损伤。内壁损伤的证据包含气瓶表面的永久变形,凹痕是严重内损伤的证据。出现这种类型损伤的气瓶要仔细检查,并判定是属于二级或三级损伤。气瓶壁的任何凸起都判定为三级损伤。
气瓶颜色出现局部变化。受到冲击的气瓶表面常常出现颜色局部变化。这种变化是由于缠绕层材料的分层、裂纹或开裂、或外部涂层的划伤所导致的颜色变化造成的。出现这类迹象的每个区域都应仔细检查,并判定是属于二级或三级损伤。
气瓶局部表面开裂。受到冲击的气瓶可能会在缠绕层材料表面出现圆形、椭圆形或线形的开裂。这种开裂也会导致颜色变化。出现这类损伤的每个区域都应仔细检查,并判定是属于二级或三级损伤。
可用硬币敲击来测试气瓶所受到的冲击损伤。使用一元硬币来测试可能受冲击损伤的部位,用手夹住硬币,用硬币边缘敲击缠绕层表面,仔细听所发出的声音。有冲击损伤的部位发出的声音与没有损伤的部位发出的声音会有明显的不同。
4. 烧损和严重热损伤:气瓶因火烧或过热引起的严重损伤会使其外表面显现出脱色、变黑、碳化或积碳,甚至会失去树脂,引起缠绕气瓶的纤维松散。也会造成阀座烧熔或变形。轻微的火烧和热作用可能使涂层、标签碳化、脱色。出现了火烧痕迹或过热现象的气瓶应判定为三级损伤。
5. 气体泄漏:出现气瓶壁气体泄漏的气瓶应判定为不合格。
6. 化学品的浸蚀:化学品浸蚀造成气瓶表面损伤。这种损伤包括腐蚀、脱色、蚀点、凹点、斑点、膨胀、软化、应力腐蚀裂纹和树脂脱落。严重时,缠绕气瓶会出现纤维断裂或者松散。
当确认气瓶所沾染的已知化学品不会对气瓶造成损害时,应判定为一级损伤。
由化学品浸蚀缠绕气瓶所引起的斑点、膨胀、软化、树脂脱落、纤维松散或断裂都属于三级损伤。气瓶的金属部份由于化学品浸蚀出现凹点、腐蚀及氧化应按标准要求进行评定。
7.自然老化:气瓶长时间暴露在阳光、雨水和大气环境下,外部涂层会老化,其结果会引起外表面涂层变色退化。如果没有发生金属表面的腐蚀、或缠绕层纤维断裂、溃散,可以判定为一级或二级损伤。在完成了检验程序之后,属于二级损伤的表面应按规定的方法进行涂层修复。禁止使用电动刷子、喷砂或喷丸处理、电动抛光机、砂轮或化学脱层剂处理缠绕气瓶的表面。如果只是要消除松散和变质的表面涂层或只是打光表面,可用细砂纸打磨。
8.应力腐蚀裂纹:材料与化学品接触,但外观检查没发现影响,可判定为一级损伤。已知气瓶与化学品有接触,若判断纤维可能发生开裂,应判定为三级损伤。鉴别出纤维有应力腐蚀裂纹,应判定为三级损伤。
9.发生碰撞、事故或着火,气瓶经受高热或不明热的作用引起的损伤:在气瓶上无可见痕迹,车主知道未发生事故、着火或热源辐射,可以判定为一级损伤。车主已知道并报告了碰撞、事故、着火或可能的热损伤,气瓶需要测试。汽车出现严重的损伤痕迹,或气瓶出现冲击和热损伤痕迹,应判定为三级损伤。
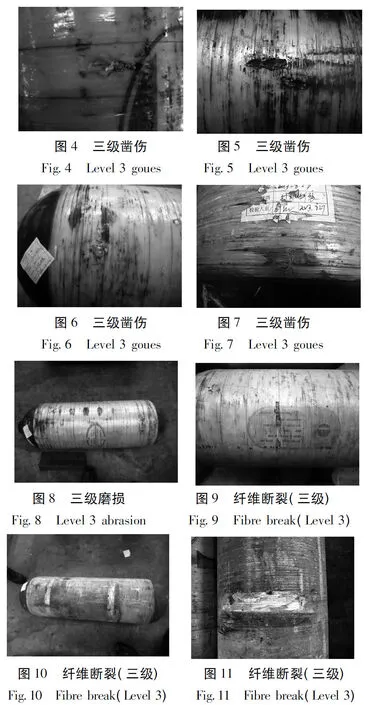
气瓶的损伤见图2~11。

1. 腐蚀:1)点腐蚀:是在很小的面积上减小壁厚。孤立的小尺寸的凹点不会对气瓶有很大损伤,应按如下标准评定:剩余壁厚大于等于设计壁厚的孤立的凹点属于一级损伤,剩余壁厚小于设计壁厚的凹点属于三级损伤。2)线腐蚀:在腐蚀形成连续的状态或者当凹点相连成一条窄条或一条线,则称作线腐蚀。线腐蚀要比孤立的点腐蚀情况严重,并且可能发生在气瓶的任何位置上,应按如下标准评定:腐蚀处剩余壁厚小于设计壁厚或腐蚀长度大于等于100 mm,应判定为三级损伤。3)面腐蚀:面腐蚀是出现在气瓶比较大的表面区域上的腐蚀,它会降低气瓶的结构强度,应按如下标准评定:腐蚀处剩余壁厚小于设计壁厚或腐蚀面积大于等于外表面的25%时,则属于三级损伤。
2. 缠绕层下的金属腐蚀:在缠绕层材料与金属边界上形成的线状腐蚀,如有三级损伤特征应判定为三级损伤。
3. 电解腐蚀:当气瓶和阀座与其它的导电材料接触时(如碳纤维与钢接触),可能会引起电解腐蚀。
4. 凸起:凸起是一种严重损伤,所有出现这种情况的气瓶应判定为三级损伤。
5. 凹陷:大于或等于1.6 mm深的凹陷,或不管其深度多少,其最大直径或长度小于50 mm,或二种情况都存在,应判定为三级损伤。
6. 磨损:应仔细地检查出现磨损痕迹的金属部分来确认磨损处的剩余壁厚不小于设计壁厚,否则应判定为三级损伤。
7. 缠绕层与金属基体分离:在气瓶进行气密性试验时,有时会发生瓶体出现气泡的现象,经检查确认不是由于内胆泄漏造成的,而是缠绕层与金属基体部分分离。
这种损伤大大降低了气瓶承压能力,并可能很快的由局部向整体扩展,造成气瓶的失效,因此存在这种损伤的气瓶应判定为三级损伤。其产生的原因目前尚没有得到试验的验证,据分析很可能是由于基体的老化、玻璃纤维长期使用引起的松驰或是由于自紧处理不到位造成的。
8. 金属表面裂纹(讨论):GB 19533—2004《汽车用压缩天然气钢瓶定期检验与评定》规定:对筒体与瓶底过渡处、瓶肩、瓶颈等处应优先采用非手动的荧光磁粉探伤(A型高灵敏度试片)方法进行检查,不得有裂纹或裂纹性缺陷。
车用缠绕气瓶的内胆与汽车用压缩天然气钢瓶的制造方式完全一致,所以产生的缺陷也应该一致,那么车用缠绕气瓶的筒体与瓶底过渡处、瓶肩、瓶颈等处也应该采用无损检测的方法对可能产生的裂纹进行检测。
在汽车用压缩天然气钢瓶的实际检验中,确实发现了裂纹缺陷,这种缺陷对气瓶的安全使用造成了很大的危害。
3.2内部检查与评定
GB 24162—2009《汽车用压缩天然气钢质内胆环向缠绕气瓶定期检验与评定》对气瓶的内部检查未作规定,这应该是采纳了国外先进标准的做法并且应该是有大量的检验案例作支撑的。尽管如此,进行气瓶的内部检查还是很有必要的,理由如下:
其一、我国天然气硫化物含量较高,尽管在充装前经过脱硫、脱水、脱轻油处理,其硫化氢含量较低,但当气瓶中残存有水时,硫化氢杂质在水环境下与拉应力共同作用,会产生硫化氢应力腐蚀。其二、天然气中含有二氧化碳,同时当有水分存在时,会使内胆产生腐蚀。其三、制造过程中在瓶底、瓶肩内表面产生的皱折、裂纹和不规则突变易造成应力集中。
内部检查的方法如下:
1. 内部检查的工具:应用电压不超过24 V、具有足够亮度的安全光源或内窥镜逐只对气瓶进行内部目测检查。对底部和肩部尤其要认真检查。
2. 检查与评定:1)要注意内表面产生应力腐蚀裂纹的可能性。2)内表面有裂纹、皱折、夹层、凹坑、凸瘤及内胆肩部有明显沟痕的气瓶应报废。3)内表面腐蚀严重,无法判断腐蚀程度的气瓶应报废。
3.3瓶口螺纹检查与评定
1. 用目测或低倍放大镜逐只检查螺纹有无裂纹、变形、腐蚀或其他机械损伤。
2. 瓶口螺纹不得有裂纹性缺陷,但允许瓶口螺纹有不影响使用的轻微损伤,即允许有不超过2牙的缺口,且缺口长度不超过圆周的1/6,缺口深度不超过牙高的1/3。
1)对于瓶口锥螺纹的轻度腐蚀、磨损或其他损伤,可用符合GB/T 10878《气瓶锥螺纹丝锥》规定的丝锥修复。修复后用符合GB/T 8336《气瓶专用螺纹量规》的量规检验,检验结果不符合GB 8335《气瓶专用螺纹》时,该气瓶应报废。
2)对于直螺纹的轻度腐蚀、磨损或其他损伤可用符合其相应标准的丝锥进行修复。修复后用符合其相应标准的量规检验,检验结果不符合要求时,该气瓶应报废。
对直螺纹使用的非金属密封环必须更换;金属密封环经检查应没有影响密封的缺陷。
3.4水压试验
1. 气瓶必须逐只进行水压试验,水压试验装置、方法和安全措施应符合GB/T 9251《气瓶水压方法》的要求。水压试验方法优先选择外测法。
2. 试验压力为气瓶标记中气瓶的试验压力。
3. 气瓶在试验压力下保压时间不少于2 min。
4. 水压试验时,缠绕层缺陷扩展、瓶体出现渗漏、明显变形或保压期间压力有回降现象(非因试验装置或瓶口泄漏引起)的气瓶应报废。
5. 在水压试验时,应同时测定容积残余变形率。容积残余变形率超过10%的气瓶应报废。
6. 在气瓶进行水压试验过程中,当压力升至试验压力的90%或以上时,如因故无法继续进行试验,应将试验压力提高0.7 MPa对受试瓶重新进行试验,但只能重试一次。试验压力不得超过自紧压力。
3.5内部干燥
1. 干燥方法与要求:1)经水压试验合格的气瓶,必须逐只进行内部干燥。2)将瓶口朝下倒立一段时间,待瓶内残留的水沥净,然后采用干燥空气吹扫、内加温或其他适当的方法进行内部干燥。3)内部干燥时,温度应不超过65℃;时间应足够长以保证瓶内完全干燥。
2. 干燥状况检查:借助内窥镜或小灯泡观察瓶内壁干燥状况,呈全面干燥状态时便可安装瓶阀。
3.6瓶阀检验与装配
1. 应逐只对瓶阀进行检验、清洗,保证开闭自如、不得泄漏。
2. 阀体和其他部件(爆破片和易熔塞等)应完整,不得有严重变形,螺纹不得有严重损伤。可参照瓶口螺纹检查规定的要求。
3. 瓶阀应装配牢固并应保证与瓶口连接的有效螺纹牙数和密封性能,外露螺纹数不得少于1~2牙。扳紧扭矩为200~300 Nm。
4. 当瓶阀损坏或无法确定瓶阀能安全使用到下一检验周期,应更换新瓶阀。如需更换密封件等易损部件,必须得到瓶阀制造厂的书面授权且在其指导下进行。在装配瓶阀之前,应按GB 15382《气瓶阀通用技术条件》的要求对瓶阀进行气密性试验。更换的瓶阀,应选用与原瓶阀同一制造单位、同一型号的新瓶阀;或向气瓶制造厂咨询,选用已通过阀门型式试验以及该型号气瓶型式试验(火烧试验)的合格阀门。
3.7气密性试验
1. 气瓶水压试验合格后,应逐只进行气密性试验。试验装置、方法和试验用水应符合GB/T 12137《气瓶气密性试验方法》的要求,试验压力为气瓶公称工作压力。
2. 应用浸水法进行气密性试验。气瓶浸水保压时间2 min,保压期间不应有泄漏现象。
3. 气瓶气密性试验时,瓶体有泄漏现象的气瓶应报废。
4. 试验过程中若试验装置或瓶阀产生泄漏时,应立即停止试验,待维修或重新装配后再试验。
5. 试验后,气瓶表面的水应立即擦干,并抽真空处理或用氮气置换瓶内空气。
3.8检验后的工作
1. 定期检验合格的气瓶应按《气瓶安全技术监察规程》的规定打上检验标记或粘贴检验标签。
2. 检验人员应将气瓶检验与评定结果填入《气瓶定期检验与评定报告》。
3. 报废气瓶由检验单位负责销毁,销毁方式为压扁或锯切。
4. 对于检验合格的气瓶,外露金属部分应按有关标准的规定对气瓶重新喷涂颜色。
5. 检验合格的气瓶应由检验机构或有资质的安装单位负责安装。
4结束语
车用缠绕气瓶由于其结构的特殊性,其定期检验与单层金属结构气瓶有很大不同,这就要提高检验人员对它的认识。本文的目的是通过我们在检验中积累的一点经验,对车用缠绕气瓶的定期检验提供一点借鉴和帮助。
参考文献:
[1] TSG R0006—2014 气瓶安全技术监察规程[S].
[2] GB 24160—2009 车用压缩天然气钢质内胆环向缠绕气瓶[S].
[3] GB 24162—2009 汽车用压缩天然气金属内胆纤维环缠绕气瓶定期检验与评定[S].
[4] GB/T 9251—2011 气瓶水压试验方法[S].
[5] GB/T 12137—2002 气瓶气密性试验方法[S].
董宁(1962),男,工程师,现就职于沈阳特种设备检测研究院。
郝延平(1966),男,高级工程师,现就职于沈阳特种设备检测研究院。E-mail: haoyanpng@126.com。
Primary Discussion on Periodic Inspection of Hoop Wrapped Fiber Reinforced Composite Gas Cylinders with Metal Liners of Compressed Natural Gas for Automotive Vehicles
DONG Ning, HAO Yanping*
(Shenyang Institute of Special Equipment Inspection & Research, Shenyang 110035, China)
Abstract:With rise in the national environmental protection requirements, natural gas-driven vehicles have grown in popularity over recent years, periodic inspection on gas cylinders for automobile is increasingly brought to the attention of the public. A detailed description to periodic inspection’s procedures, methods and matters needing attention for vehicle-carrying gas cylinders, so that peers will get accurate picture about it.
Key words:composite cylinders; periodic inspection; fiber; overwrap; liner
通讯作者:
作者简介:
doi:10.3969/j.issn.1007-7804.2016.02.014
中图分类号:TQ051.3
文献标志码:A
文章编号:1007-7804(2016)02-0049-06
收稿日期:2016-03-07