一种小型薄铝板三轴轧辊卷板机的结构设计与控制
2016-05-23张永军
张永军
(陕西国防工业职业技术学院 机械工程学院,陕西 西安 710300)
一种小型薄铝板三轴轧辊卷板机的结构设计与控制
张永军
(陕西国防工业职业技术学院 机械工程学院,陕西 西安 710300)
本文根据一种薄铝板的卷弯成形工艺设计了一种小型三轴轧辊卷板机,在保证加工精度、材料性能和工艺强度等要求的前提下,结合现代控制技术和传感检测技术,利用PLC对设备进行了系统化改进,并遵循操作简便、控制稳定的原则,优化软硬件结构,具有一定的价值。
卷板机;薄铝板;结构设计;PLC;卷弯成形
卷板机是现代工业生产中常见的一种锻压加工设备,在压力管道、辊轴加工、工业容器、表面成形加工以及船舶、航空、汽车和军工等领域有着极为广泛的应用。本文根据一种薄铝板的卷曲成形工艺设计了一种小型三轴轧辊卷板机,在保证加工精度、材料性能和工艺强度等要求的前提下,结合现代控制技术和传感检测技术,利用PLC对设备进行了系统化改进,并遵循操作简便、控制稳定的原则,优化软硬件结构,具有一定的价值。
1 结构设计
卷板机是将金属板材弯卷成弧形或圆筒形工件的通用设备,利用三点定圆的原则对零件进行压弯或卷弯的一种工艺,通过辅助装置卷制在一定范围内,同时卷板机控制系统也必须遵循这一原则进行设计,并对卷板机的各工作辊进行灵活、精确、有效的控制[1]。
本文对一种薄铝板卷曲成形工艺设计了一种小型三轴辊卷板机,铝板主要技术参数:最大卷板规格6mm×850mm,设备调平精度0.2/1000,两下辊横向水平度0.2/1000,两下辊对上辊的等距度3mm,制板材纵向接缝宽度均匀,无明显凸起和褶皱,利用PLC控制。
如图1所示,具体工作过程为:设备通电,按下控制台1上的启动按钮和自动按钮后,设备开始运行,当来料铝板送入到上下辊之间,由关电开关2检测后,将信息传送给PLC,三相电机12启动,同时驱动联轴器11、减速器10,将电机12输出的低转矩量转化为大转矩驱动下辊齿轮,经过啮合运动传递至上辊齿轮如图2、3所示,上下轴辊5、6同时转动,完成对薄铝材的卷弯成形工艺。

图1 薄铝板卷板机总成

图2 B向视图
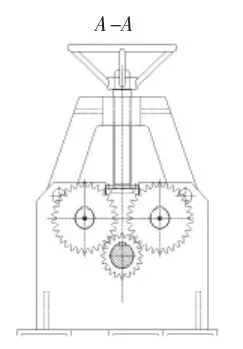
图3 A-A剖视图
2 控制结构设计
如图4所示为控制面板结构,整个功能分区为三个部分,分别为显示区、工作状态指示区和工作区。其中显示区通过计数器指令对当前加工板材进行计数,通过SET指令在显示器上通过8段码直观显示;工作指示区通过三种颜色的指示灯表明当前的设备运行状态,如果出现卡板、过载等现象,红色的故障状态指示灯亮,正常运行时白色和绿色的指示灯亮;工作区分别有5个按钮,用于控制设备运行,具体分工为:①启动按钮—设备通电后,按下启动按钮,此时设备处于通电待工作状态;②自动按钮—对来料进行自动检测后,启动电机带动轴辊完成自动卷弯的工作;③手动按钮—完成自动/手动的切换,整个卷弯的过程,通过手动控制方式完成;④停止按钮—停止设备运行;⑤急停按钮—对设备运行时出现的未可知故障及时停止,以备检查调试。

图4 控制面板结构
3 PLC软硬件控制结构分析
本结构为小型卷板机,驱动方式为单辊驱动,结构简单,精度要求一般,不需要更多的位置检测、偏移量检测和频敏电阻设定。控制系统硬件以Siemens公司的s7-200-CPU226-AC/DC/RLY为核心,完成对设备的管理和控制。如前所述,该设备没有位置检测装置,也就不需要将各工作辊的实际工作位置反馈回CPU。但是在程序编制时需编写计数器指令,对已加工板材数量进行统计反馈,控制系统所有的功能按钮集中安装在控制台上,通过控制面板上的按钮即可实现动作,同时进行数据的传输、终端操作及报警信号的显示。具体控制系统结构框图和布置分配如图5所示[2]。

图5 卷板机控制结构简图
基于Siemens公司的s7-200-CPU226-AC/DC/ RLY三辊卷板机系统具有如下特点:
(1)准确性及可靠性。准确可靠是系统的关键。本系统采用了PLC控制方式,该型号PLC配置高性能的工业级处理器,可使卷板机保护逻辑程序准确、快速执行,从硬件及其技术上保证了系统的高可靠性[3]。
(2)手/自切换自如。可根据现场需要完成自动卷弯过程,也可通过手动按钮完成手动进料压板卷弯的过程,对于小批量生产和R型卷弯过程有很好的应用。
(3)显示功能强。用户可根据自身工作需求设置计数器预置值,更改非常方便,同时也可直观显示当前加工数,数据反映直观方便。
(4)故障诊断方便。整套程序中含有状态报警、折断停机等功能,提高整套装置的自身安全系数,帮助运行人员在第一时间知道停机的第一起因。避免了以往显示面板上有多项报警指示,使第一起因分析困难;或者随现场情况的瞬息变换,指示灯熄灭,难以找到第一起因情况的发生。
4 结语
本文结合铝板材质软、受压面积小的特点设计了一种卷板机结构,相比钢材卷板机其结构体积小,也不需要加装更多的位置精度检测装置和压力反馈装置等,所以其控制也相对比较简单。但是其应用场合却非常广泛,除了铝材,还可以对塑料、橡胶等材料进行压弯或卷弯操作,具有一定的实用性。
参考文献:
[1]孙洪江,苏 发,胡金平.三辊卷板机卷制任意锥筒的调整计算及卷制过程[J].煤矿机械,2005,(8):8-9.
[2]杨树平.PLC在卷板机控制系统中的应用[J].机械工程与自动化,2009,(4):194-196.
[3]葛歆扬.伺服压力机对称直动肘杆机构优化设计[J].锻压装备与制造技术,2015,50(1):37-39.
Structure design and control of a small three-roll bending machine for thin aluminum sheet
ZHANG Yongjun
(Shaanxi Institute of Technology,Xi'an 710300,Shaanxi China)
A small three-roll bending machine for thin aluminum sheethas been designed in the text according to the bending forming process.Underthe premise of ensuring the processing precision,material properties and process strength requirements,by combining with the modern control technology and sensor technology, systemic improvement has been conducted to the equipment by use of PLC.Thestructures of software and hardware have been optimized by following the principle of simple operation and stability control,which has a certain value.
Bending machine;Thin aluminum sheet;Structure design;PLC;Roll bending forming
TG333.2+4
B
10.16316/j.issn.1672-0121.2016.04.011
1672-0121(2016)04-0034-02
2015-12-15;
2016-02-24
张永军(1970-),男,教授,高级工程师,从事机械制造、机械设计、教育管理等教研。E-mail:jdwxjx@163.com
