马赛克自动铺贴机的控制电路设计及实现
2016-05-14蔡晨晖王兴波
蔡晨晖 王兴波


摘 要:马赛克自动铺贴机的关键技术之一,就是对马赛克颗粒的识别与分离,涉及到颜色识别、光学测距、机电器件控制等技术问题。本文基于一种马赛克自动铺贴机的需求及其机械设计,设计了所需颗粒分离与控制的电路系统,包括颜色分选与控制电路、电源输入电路、颜色传感器电路、继电器工作电路、复位电路等电路。所设计的系统可实现基于颜色识别的马赛克分离与控制,达到了预期效果。
关键字:马赛克;铺贴;自动化;控制电路
1 引言
马赛克自动铺贴机是建材机械设计制造领域持续关注的课题[1]。早在上个世纪80年代末,国内就开展了马赛克铺贴器的研究。1988年陈刚昌发明了一种马赛克铺贴器的专利技术[2];1993年韩起文发明了玻璃马赛克双向快速铺摆机[3];1995年广东新会玻璃厂与五邑大学合作开展了马赛克自动铺贴生产线的研究[4];2006年霍赖河发明了一种马赛克自动分选铺贴机[5];2007年陈顺利、郭安华发明了马赛克自动铺砖机[6];2008年郭安华、陈顺利发明了马赛克瓷砖全自动收砖铺贴线[7];同年潘灿强、 朱康盛也设计出了一种全自动铺贴系统及其自动识别反向装置[8]。2010年陈耀灶设计了一种马赛克铺贴设备[9]。尽管这些研究涉及到马赛克自动铺贴的多种技术,但至今未见国产成熟产品与技术报道。
在广东省产学研重大课题的支持下,笔者所在的团队从2012年就开始了马赛克自动铺贴机的研究与开发[10-14]。文献[10]给出了一种自动铺贴机的设计思想及其机械设计。本文基于相应的设计思想给出了所需控制电路的设计。
2 系统的总体设计及工作原理
马赛克自动铺贴机包括机械部分与电路部分。相关的机械部分的设计及其工作原理已在文献[10]中给出,这里不再赘述。本文叙述相关电路控制部分设计思想及实现方法。
2.1 设计思想
根据文献[10]的机械设计原理,电控系统应该实现以下功能及控制。
(1)颜色传感器对颗粒颜色信息的获取及向控制单元的传递;
(2)控制单元对继电器的控制以及继电器对一级、二级机械阀门的开、关控制;
(3)适配颗粒的选择及不适配颗粒的分离。
基于以上功能需求,结合机械部分已经设计的可开闭机械阀(以下简称阀门),考虑到成本以及控制精度诸方面的因素,电控系统采用AT89S52单片机为控制单元,选用TCS230颜色传感器、DS2Y-S-DC5V继电器以及推拉式电磁铁为主要器件进行设计。本系统主要基于颜色识别,通过单片机进行数据处理,控制继电器控制电磁阀,最终实现对颗粒滑道上可开闭机械阀的开闭控制。系统的总体组成示意图如图1所示。
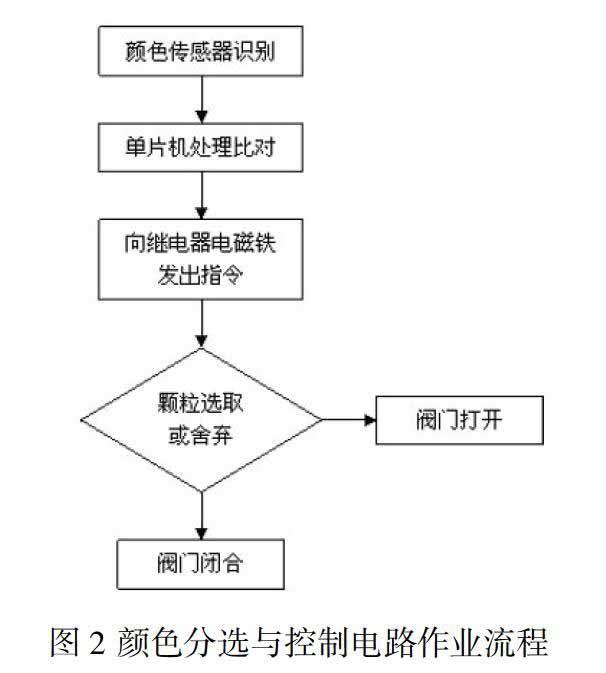
基于上述系统组成,系统的颜色分选与控制电路作业流程如图2所示。
2.2 系统的具体设计
根据系统的作业流程,本文设计了颜色分选与控制电路。为了使电路图清晰明朗,电路图只提供分选与控制部分,如图3所示。其工作原理为:使用DC电源插座或者USB母座提供外部电源,为颜色分选与控制电路提供
+5 V的直流电压。通过下载接线口,将已经编译好的程序代码下载到AT89S52单片机中。该程序的主要功能是将预设颜色与颜色传感器检测到的颜色进行对比,从而控制电磁铁来控制阀门开闭。如果对比的颜色不一致,单片机的P3口将置高电平,继电器12闭合,电磁铁拉回推杆使阀门打开,舍弃颗粒;若颜色一致则单片机的P3置低电平,继电器13闭合,电磁铁推开推杆使阀门关闭,让颗粒通过下一级。
3 系统关键技术实现
根据上述系统的总体设计可知,系统所涉及到的关键技术有:1)传感器与单片机的关键接口;2)单片机与电磁铁的接口。
3.1 传感器与单片机的关键接口技术
本设计所使用的颜色传感器为TCS230颜色传感器。根据其技术手册[15]可知,S2和S3口用来检测颗粒的颜色,OUT则将检测到的颜色发送到单片机中,与预设颜色进行对比,其电路图如图4所示。为了使颜色传感器正常工作,需要先对传感器进行定时,计算器0初始化,T2串口时钟初始化、延时以及中断的设置。
代码如下:
void t0_init() /*T0初始化*/
{TMOD=0x51; TH0=0xfc; TL0=0x66;
EA=1;ET0=1;TR0=1;TR1=1;}
void Time2_init(void) /*T2串口时钟初始化*/
{EA = 1; T2MOD = 0;T2CON = 0x10;SCON = 0x50 ;
TH2=(65536-36)/256;TL2=(65536-36)%256;RCAP2H = (65536-36)/256;
RCAP2L=(65536-36)%256;TR2=1;TI=1;}
void delayms(unsigned char ms) /*延时*/
{unsigned char i;while(ms--){
for(i=0;i<120;i++);}}
void c1ms_out() interrupt 1 /*中断*/
{TR0=0;TR1=0;disp_tc=disp_tc+1;
TH0=0xfc;TL0=0x66+TL0;TR0=1;TR1=1; }
TCS230颜色传感器能够识别一个连续光谱带的RGB颜色并且非常敏感。为此,笔者在程序中对颜色做了一个近似化处理。基本思路如下:将颜色按照常见工业产品色调的基准分类为32种颜色,利用HSV与RGB转换的模型,将RGB颜色转换成HSV模型。这样可以避免传感器过于敏感而导致识别的失误。此工作需要在T2串口时钟初始化时进行初始化处理(见前述函数time2_init()相关的语句)。限于篇幅,笔者将在另文给出具体实现过程,这里不赘述。
3.2 单片机与电磁铁的接口技术
电磁铁与继电器连接,是用来控制机械阀门分拣马赛克颗粒的。系统设计单片机的P3口控制电磁铁执行操作。当上述检测到的颜色与预设颜色一致时,单片机将P3口置高电平,驱使继电器13闭合,使电磁铁推开推杆,关闭阀门,让符合要求的颗粒通过下一级;否则继电器12闭合,舍弃不合要求的颗粒。其设计的电磁铁工作电路图如图5所示。
4 系统实现及效果
经过大量实验和测试,经PCB制版并烧制程序,实现了系统硬件系统的制作。图6为系统硬件的照片,该系统配置在马赛克自动铺贴机上,达到了预期效果。
5 结论与展望
马赛克自动铺贴一直是我国马赛克生产自动化的一个瓶颈。经过几年研究和实验,多色复杂图案的马赛克自动铺贴系统基本完成。电控部分是智能制造的核心技术之一,该领域的诸多研究仍处在探索阶段,本文所给出的仅仅是笔者的一个探讨和实践尝试。笔者希望本文能够抛砖引玉,给广大设计者以参考,带来更多有价值的成果。
参考文献
[1] 中国马赛克网.马赛克全自动排版机问世,各企业反应有冷热[EB/OL]:http://www.51mosaic.com/news/201105/15/news1942.html. [2] 陈昌刚.马赛克铺贴器[P].中国:CN89218998.3,1988.
[3] 韩起文.玻璃马赛克双向快速铺摆机[P].中华人民共和国专利, CN93228971.1,1993.
[4] 杜遥雪,陈启瑞.玻璃马赛克自动铺贴生产线的设计与研究[J].机械设计,1997,06:38~29.
[5] 霍赖河. 马赛克自动分选铺贴机[P].中国:CN200620053631.0,2006.
[6] 陈顺利,郭安华.马赛克瓷砖全自动收砖铺贴线[P].中国:CN200720060684.X,2007.
[7] 郭安华,陈顺利.马赛克自动铺砖机[P].中国:CN200820189506.1,2008.
[8] 潘灿强,朱康盛.一种全自动铺贴系统及其自动识别反向装置[P].中国:CN200810132608.4, 2008.
[9] 陈耀灶.马赛克铺贴设备[P].中国:201020100940.5, 2010.
[10] WANG Xing-bo,LUO Qi-rong,YE He.Design of Automatic Ma chine for Paving Mosaic Patterns[C].In proceeding of 2015 International Conference on Mechanics and Mechanical Engineering, Chengdu, Dec., 2015.
[11] 王兴波.一种类砖物体的自动翻面装置[P].中国:ZL201120045354.X,2011
[12] 王兴波,范彦斌.一种马赛克图案的自动铺贴装置[P].中国:ZL201210032474.5,2012.
[13] 王兴波.一种马赛克铺贴检测装置[P].中国:ZL201320581624.8,2013.
[14] 王兴波.一种马赛克纸贴的自动敷贴装置[P].中国:ZL201420861693.9,2014.
[15] 美国TAOS公司. TCS230颜色传感器使用手册[M],2003.
