基于快速成型技术的车载多功能物品架制备工艺研究
2016-05-14肖阳李青云李卫张乐周小俐
肖阳 李青云 李卫 张乐 周小俐

摘 要:运用3D软件正向或者逆向创建车载多功能物品架的三维模型,经过修改后得到想要打印的产品三维模型,并经STL数据转换后输入到快速成型设备系统中,设置合理的支撑与摆放方式,合理运用激光选区烧结法、熔融沉积法等快速成型方式,在SLS、FDM成型设备上完成设计产品的打印后,将车载多功能物品架产品原型经过一定的后处理,如,支撑材料的去除、固化、修补、打磨、抛光、上色等强化处理等,满足产品或模型制件的最终要求。
关键词:快速成型技术 激光选区烧结法(SLS) 熔融沉积法(FDM)
中图分类号:TH164 文献标识码:A 文章编号:1672-3791(2016)03(c)-0001-04
快速成型技术(简称RP),是基于材料堆积法的一种高新制造技术,是由CAD模型直接驱动的快速制造任意复杂形状三维物理实体的技术总称,其工艺过程包括:(1)产品三维模型的构建;(2)三维模型的近似处理;(3)三维模型的切片处理;(4)成型加工;(5)成型零件的后处理。该文以车载多功能物品架为载体重点介绍激光选区烧结法(SLS)、熔融沉积法(FDM)成型工艺的应用,实现了车载多功能物品架的快速数字化成型技术[1-2]。
1 三维CAD模型的创建
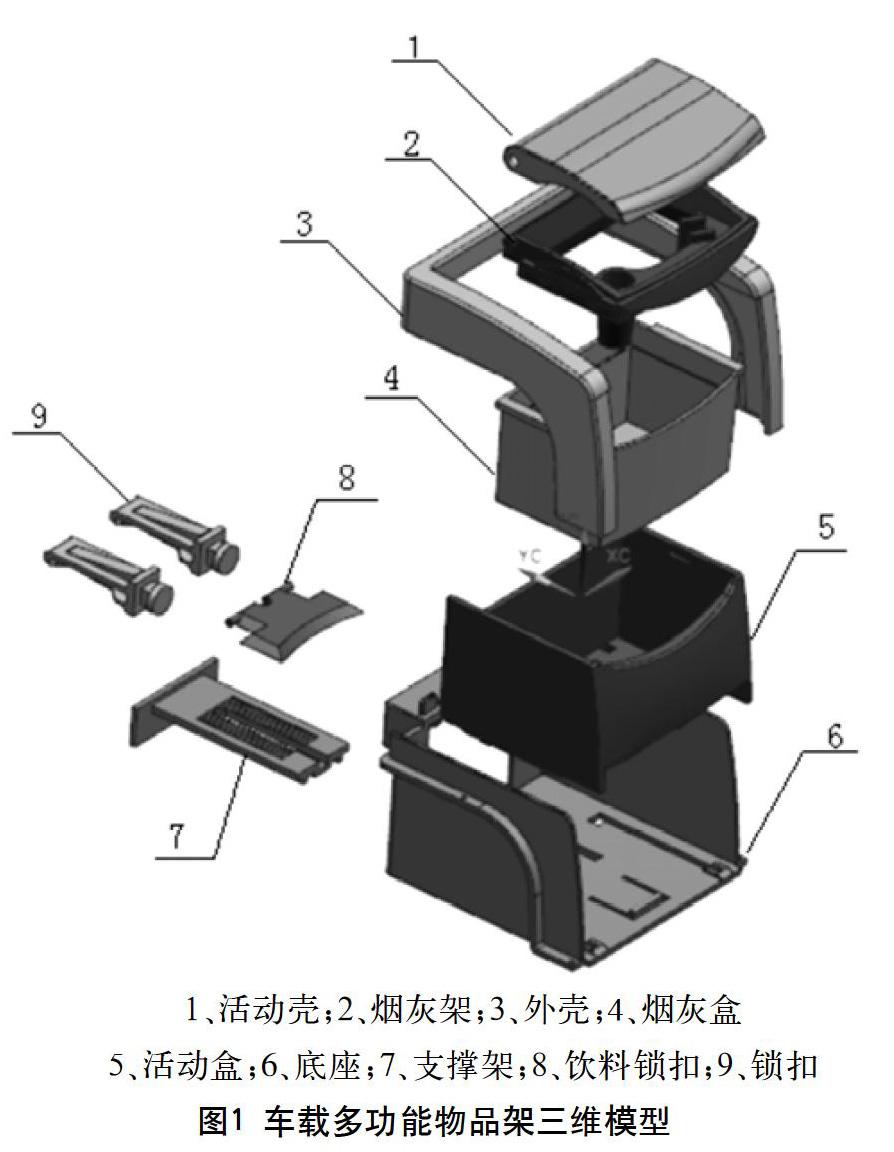
依据市场需求、功能要求进行结构设计,同时基于个性化需求,运用3D软件正向或者逆向创建三维模型,经过修改后得到想要打印的产品三维模型。此车载多功能物品架功能定位如下:根据物品的大小来调整架子的大小,前面可以放烟灰,后面可以放水杯、饮料等物品,里面的烟灰缸可单独使用并可取出清理,烟灰缸、饮料架、手机座功能三合一,材料须使用环保、耐火的塑料[3]。
2 车载多功能物品架的SLS工艺成型
采用激光选区烧结法(SLS)成型制造工艺过程分为前处理、粉层烧结叠加成型以及后处理过程3个阶段。
2.1 SLS工艺成型前处理
前处理阶段主要完成模型的三维CAD造型,并经STL数据转换后输入到粉末激光烧结快速原型系统中。STL文件格式是美国3D SYSTEMS公司提出的三维实体造型系统的一个接口标准,其接口格式规范。
但在格式转换过程中也要充分考虑零件的结构,设置相关参数才可使打印的零件符合技术要求。应考虑到该件属薄壁件,在前期造型时加厚该件壁厚,壁厚一定要大于0.3 mm,最好有2 mm厚度,UG造型后输出成STL文件格式,设成三角公差0.02,相邻公差0.012 5,输出类型为二进制。
多功能物品架连接机构,都是薄壁零件,支撑与摆放就要十分合理,多功能物品连接结构面接触打印底面,较大面积接触易发生翘曲现象,所以,摆放时尽量斜制摆放,如图2、图3所示。
2.2 粉层烧结叠加成型(SLS)过程
前处理工作完成后,将STL文件用华曙排包软件进行排包处理后进行成型烧结。
首先对成型空间进行预热。预热是粉层烧结叠加成型工艺中的一个重要环节,没有预热,或者预热温度不均匀,将会使成型时间增加,所成型零件的性能低和质量差,零件精度差,或使烧结过程完全不能进行。对粉末材料进行预热,一般需要预热到100 ℃左右,这样可以减小因烧结成型时受热在工件内部产生内应力,防止其产生翘曲和变形,提高成型精度。在预热阶段,根据原型结构的特点设定建造工艺参数,如,层厚、激光扫描速度和扫描方式、激光功率、烧结间距等。当成形区域的温度达到预定值时,便可以启动制作了。
所有叠层自动烧结叠加完毕后,需要将原型在成型缸中缓慢冷却至40 ℃以下,取出原型并进行后处理。
烧结工艺参数对精度和强度的影响是很大的。如图4所示的烧结成型过程中,当激光功率、扫描速度和方向及间距、烧结温度、烧结时间以及层厚度等对层与层之间的粘接、烧结体的收缩变形、翘曲变形甚至开裂都会产生影响,如图5所示因温度调整不当造成薄壁较长件产品的翘曲变形[4]。
2.3 SLS成型工艺后处理
烧结完成后,需要将打印的产品静置一段时间,使得成型的粉末和粘结剂之间通过交联反应、分子间作用力等作用固化完全。然后用刷子将周围大部分粉末扫去,剩余较少粉末可通过机械振动、微波振动、不同方向风吹等除去。表面纹理是重中之重,不是所有的打印产品都是最终产品,有的还需要二次处理,如,打磨或抛光等。
3 车载多功能物品架的FDM工艺成型
对于多功能物品架的部分薄壁零件,选择3D打印成型强度较好的熔融沉积(FDM)成型方式。
3.1 FDM工艺成型前处理
完成模型的三维CAD造型,并经STL数据转换后输入到FDM快速原型系统中。
多功能物品架建议分拆打印,然后组装成型。建议每层打印厚度在0.03 mm最佳,对于薄壁零件避免竖直摆放,影响成型效果,打印填充方式尽量选择“坚固”方式,才能保证薄壁零件韧性与强度。
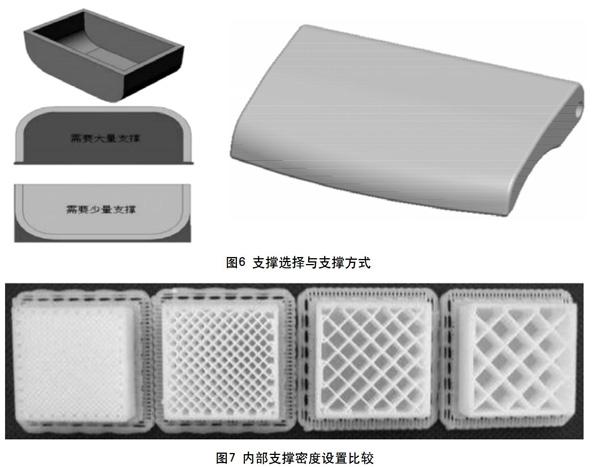
打印支撑方式、支撑材料的最小值与零件的质量和移除支撑材料的难易程度之间总会形成一种平衡。零件在打印平台上的方向,决定使用多少支撑材料和移除支撑材料的难易程度。一般情况下,外部支撑比内部支撑更容易移除,开口向上将比向下节省更多的支撑材料,支撑材料在节耗性、牢固性和易除性上有良好的平衡点,如图6、 图7所示。
3.2 熔融沉积成型(FDM)过程
FDM成型工艺的关键是保持半流动成型材料的温度刚好在熔点之上(比熔点高1 ℃左右)。其每一层片的厚度由挤出丝的直径决定,通常是0.25~0.50 mm。
使用FDM设备在打印产品模型时,有时会出现边缘翘起的情况,这是由于平台表面预热不均造成的。在进行大尺寸模型打印之前,预热是必不可少的。熔融沉积成型是通过将丝状材料如热塑性塑料、蜡或金属的熔丝从加热的喷嘴挤出,按照零件每一层的预定轨迹,以固定的速率进行熔体沉积。每完成一层,工作台下降一个层厚进行迭加沉积新的一层,如此反复最终实现零件的沉积成型。
FDM成型工艺主要考虑以下5个因素的影响:(1)材料性能的影响;(2)喷头温度和成型室温度的影响;(3)填充速度与挤出速度的交互影响;(4)分层厚度的影响;(5)成型时间的影响。
3.3 FDM成型工艺后处理
FDM产品成型后,须将产品原型经过一定的后处理,如,支撑材料的去除、固化、修补、打磨、抛光、上色等强化处理等,才可满足产品或模型制件的最终要求。
当工件表面有较明显的小缺陷而需要修补时,可进行小范围的修补、打磨和抛光来提高成型制件的表面。例如:在成型制件的小缺陷处借助一些小电动工具、砂纸、小型打磨机、抛光,采用乳胶与细粉料调和而成的腻子或热熔性塑料、湿石膏等材料进行小范围的填补,再用砂纸打磨与抛光。
4 结论
运用3D软件正向或者逆向创建车载多功能物品架三维模型,选择SLS、FDM快速成型方式,在成型设备上完成设计产品的打印以及后处理过程。
(1)基于多功能物品架结构设计选择合适的快速成型方式,如,SLS、FDM等成型方式,以及前期准备,对于复杂零件分拆打印,合理布局,选择好合适打印层厚,保证其精度、硬度、韧性符合产品功能。
(2)打印过程中,考虑车载多功能物品架摆放是否有利于拆装与材料的损耗,打印质量选择,计算打印成本。
(3)成型后处理,去除粉末或去除支撑材料、打磨、抛光、上色等强化处理等,满足产品或模型制件的最终要求。
参考文献
[1] 颜永年.先进制造技术[M].化学工业出版社,2002.
[2] 刘艳申.工艺亭子三维造型与3D打印[J].电子测试,2016(7):17-19.
[3] 陈婵娟.基于Unigraphics的车用多功能架快速成型技术研究[J].当代农机,2014(9):68-69.
[4] 聂建华,李洲祥,林跃华.SLS工艺三维打印用高性能快速成型粉末材料和粘接溶液的研制[J].塑料工业,2014(2):60-64.
