连铸机二冷配水控制方式的应用与研究
2016-05-12鲍红宾山东钢铁集团莱芜分公司山东莱芜271104
鲍红宾(山东钢铁集团莱芜分公司,山东莱芜 271104)
连铸机二冷配水控制方式的应用与研究
鲍红宾
(山东钢铁集团莱芜分公司,山东莱芜 271104)
连铸机的二冷配水系统,一般有手动和自动两种控制方式,适宜的水量对于铸坯的品质、成材率非常重要。
连铸机;二冷配水系统;一级配水;二级配水
0 前言
连铸机的冷却水系统有一冷水、二冷水、设备水冷却系统,分别对结晶器、铸坯、机械设备进行冷却。其中,二冷水直接喷淋在铸坯上,对于铸坯的品质、成材率尤为重要。目前,二冷配水系统一般有手动和自动两种控制方式,并且两种控制方式可以实现无扰动的切换。
一定生产条件下,不管是何种配水设定源(一级、二级)正在进行配水控制,操作人员都可以在控制画面(HMI)上,将相应控制回路选择进入手动方式,手动输入流量或是阀开度控制现场阀门开度,实现手动配水。
自动二冷配水系统可分为一级、二级配水控制方式。本文将对一级、二级配水方式进行简明的分析。
1 一级配水控制方式
一级二冷配水采取调用水表的方式进行铸坯冷却,而水表已经根据工艺要求保存在PLC中。在水表中,不同的冷却区,不同的拉速对应不同的配水量。例如,1#异形坯连铸机根据工艺要求总共设置了18种不同的水表。某时刻的水表如图1所示。根据工艺要求,可以人为的修改各个拉速下的水量。
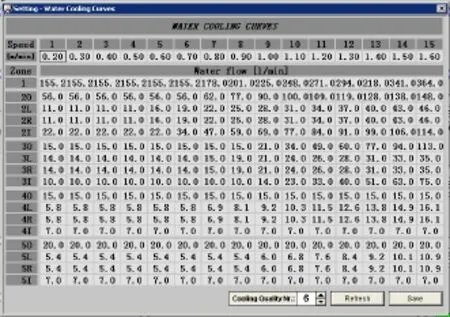
图1 水表实例
当拉速介于上图水表中任意两个相邻的拉速之间时,以1.05 m/min拉速为例,假设1.0 m/min(s1)和1.1 m/min(s2)拉速对应的水表值分别为y1、y2,代入公式y=y1+v(y2-y1)/(s2-s1)中求出1.05 m/min拉速对应的配水值:F流量= y1+v(y2-y1)/(s2-s1)。在每个水表中的冷却曲线是一个折线函数,如图2示。
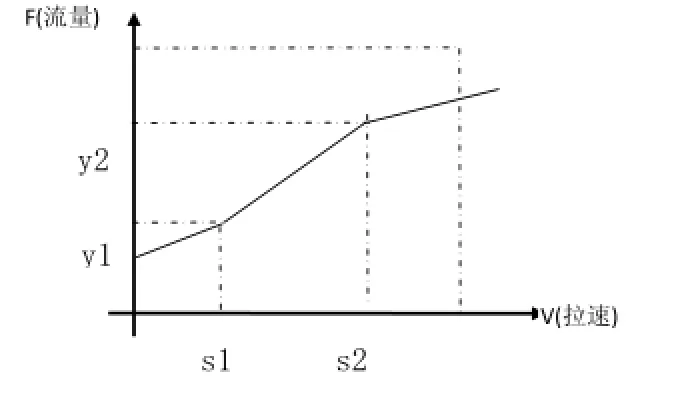
图2 冷却曲线
2 二级动态配水系统
此种工作方式,二级计算机周期地将每个控制回路的设定值送到L1 PLC中。二冷配水系统的模型,对从结晶器开始到扇形段堵截段结束的热量状态进行跟踪。铸流以10 cm为单位被分成片段,在结晶器创建并依照流的移动来贯穿整个设备。每一个片段都有一个可以描述为从表面直到中心的温度曲线图,被循环计算。温度曲线图如图三所示。
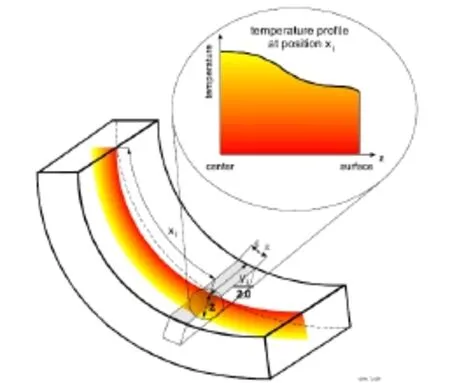
图3 温度曲线图
根据温度曲线图(temperature prof i le)可为每个二冷回路循环计算冷却设定值(5 s)。冷却模型采集在线数据和接收冷却规则,为不同钢种调整需要的回路冷却设定值(考虑到铸流坯壳厚度、铸坯的表面温度、当前浇铸速度和当前使用冷却规则的影响范围等因素)。
在实际应用中,一级二冷配水相比二级动态配水系统存在着一定的缺点,主要如下:
在铸坯冷却过程中,决定冷却水量大小的不是拉速,也不是铸坯所在的位置,而是冷却时间。原有拉速相关控制法,只有在拉速稳定时,冷却效果才比较稳定,但当拉速波动较大时,冷却品质大大下降。引入二冷动态配水的坯龄参数进行冷却控制,可以在拉速波动大及拉速稳定时都具有良好的冷却效果。所谓坯龄,即坯壳生成后所经历的时间。在二级系统中,将整个铸坯纵向分割成足够小的小段,比如10 cm,以这一小段铸坯具有同一个坯龄编写控制逻辑,跟踪整个二冷区内每个小单元所处的位置,记录他们的坯龄,再据此给予相应的冷却水量。一级、二级配水控制方式如图4所示。
3 实践与分析
在拉速稳定时,上述两种配水方式冷却效果相差不大,但当拉速变化大时,尤其是拉速降低到0时,采用拉速相关控制方式会导致供水量的剧烈变化,造成铸坯表面温度明显波动。而采用坯龄参数控制时,铸坯表面温度能够均匀下降,冷却效果显著。
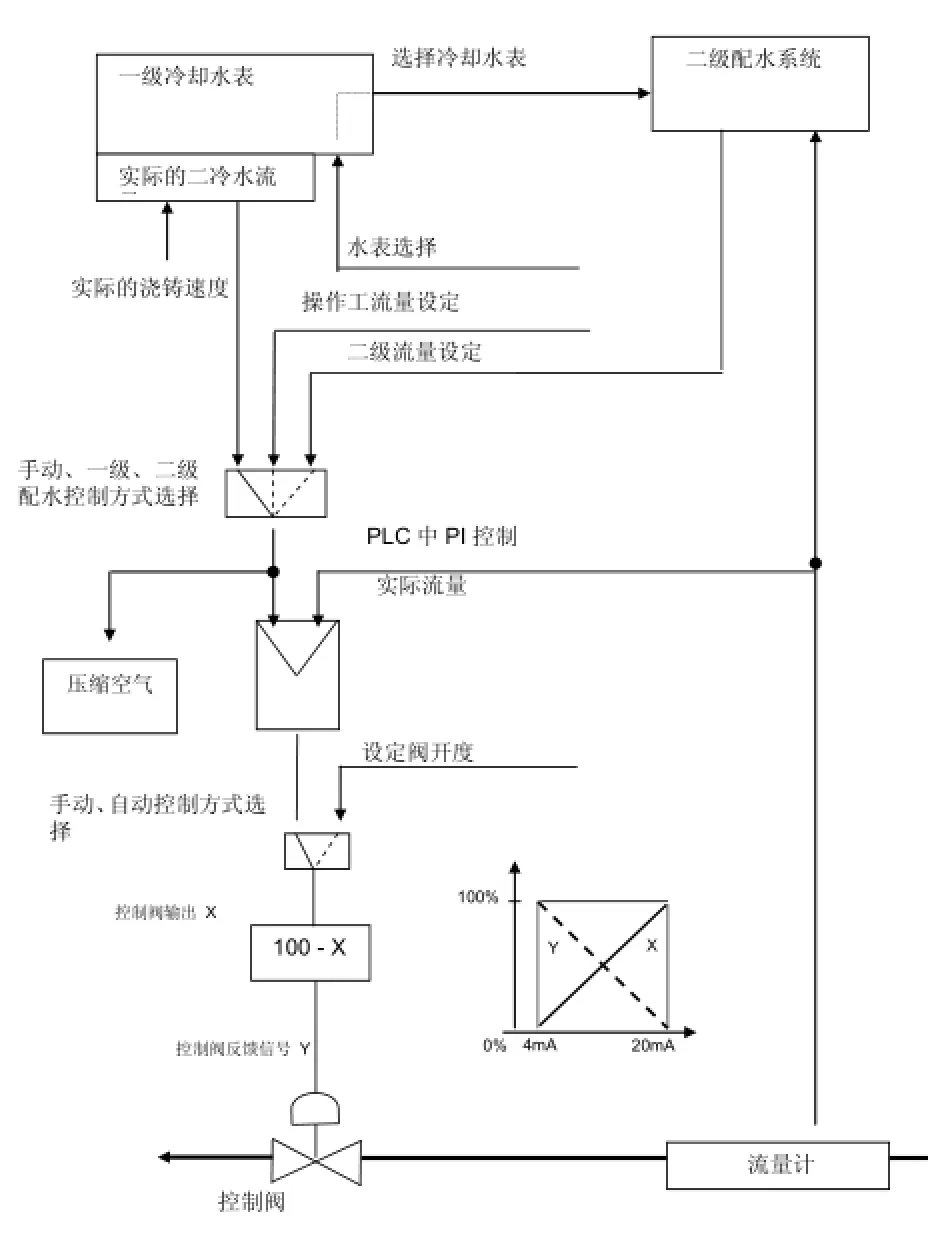
图4 一级、二级配水控制方式
[1] 刘海坤,李克,亓波,等. 动态配水在莱3#板坯连铸机中的应用[J].自动化技术与应用,2010:112.
[2] 宁伟,刘伟涛.二冷动态配水在莱钢2#板坯连铸机中的应用[J].轻工设计,2001(4):26.
Application and study of spray cooling water system for the laigang continuous casting machine
BAO HongBin
(The Automation Department of Laiwu Iron and Steel Corporation,Laiwu 271104,Shandong,China )
The spray cooling water system of Continuous casting machine, there are generally two kinds of manual and automatic control methods, suitable for water quality billet, fi nished product rate is very important.
continuous casting machine; spray cooling water system;level 1; level 2
TG249.7;
A;
1006-9658(201 6)06-0046-02
10.3969/j.issn.1 006-9 658.2016.06.01 4
2016-04-01
稿件编号:1604-1319
鲍红宾(1982—),男,工程师,主要从事自动化控制工作.