醋酸甲酯侧反应精馏过程的多变量动态控制
2016-05-11薄翠梅黄庆庆汤吉海张广明乔旭南京工业大学电气工程与控制科学学院江苏南京86南京工业大学化学化工学院江苏南京86
薄翠梅,黄庆庆,汤吉海,张广明,乔旭(南京工业大学电气工程与控制科学学院,江苏 南京 86;南京工业大学化学化工学院,江苏 南京 86)
醋酸甲酯侧反应精馏过程的多变量动态控制
薄翠梅1,黄庆庆1,汤吉海2,张广明1,乔旭2
(1南京工业大学电气工程与控制科学学院,江苏 南京 211816;2南京工业大学化学化工学院,江苏 南京 211816)
摘要:侧反应器与精馏塔的耦合结构与物料交换方式的灵活性,造成系统的自由度高、设计变量多,增加了该过程的稳态优化模拟和动态控制的难度。针对侧反应精馏过程(SRC)的平滑操作和自动控制问题,以醋酸甲酯工业生产过程为例,采用基于独立反应量的稳态设计方法获取最佳的反应精馏集成结构和操作参数,在此基础上设计了以产品成分调节变比值控制为主的多变量控制方案,并通过在Aspen流程模拟软件建立醋酸甲酯侧反应精馏动态流程模拟系统,验证控制方案的有效性。
关键词:醋酸甲酯;侧反应精馏;稳态模拟;动态控制
2015-12-28收到初稿,2016-01-08收到修改稿。
联系人及第一作者:薄翠梅(1973—),女,教授。
引 言
传统的反应精馏(RD)过程在充分利用反应热、提高设备集成度、节省投资等方面具有明显优势[1-3]。然而传统反应精馏对适用体系有着苛刻的条件,而新型带侧反应器反应精馏塔外集成(SRC)技术不仅可有效提高原料转化率和目标产物选择性,而且可以有效克服传统反应精馏过程的局限性[4-5]。SRC过程采用了反应器与精馏塔塔外耦合连接的模式,操作都更加灵活,增加了控制系统设计的灵活性和复杂性,至今该过程的应用成果甚少[6-8]。
Gangadwala等[9]利用MINLP法设计了生产乙酸丁酯的SRC工艺,Luyben等[10]建立了基于生产成本的SRC设计的序贯优化法。Luyben等[11-14]对RD过程提出了8种不同控制结构。Kaymak等[15]建立了SRC动态模型,并应用其提出的传统控制结构中的两种(CS5和CS7)进行对比研究。文献[16]用成本优化方法进行稳态优化,并设计了厂级控制方案,但目前对SRC过程动态控制的研究依然很少[17]。
本文以醋酸甲酯反应精馏体系[15]为例,采用基于独立反应量的稳态设计方法[18-19]获取最佳的反应精馏集成结构与稳态模拟结果,在此基础上进行以产品成分调节变比值控制为主的多变量控制系统设计,并通过Aspen流程模拟软件进行动态闭环系统性能测试。
1 醋酸甲酯侧反应精馏集成工艺
1.1 醋酸甲酯侧反应精馏的集成结构
工业上醋酸甲酯一般是通过在强酸性催化剂条件下用醋酸和甲醇酯化反应制备而成。作为可逆反应的酯化反应,其平衡转化率受限,而且在该酸醇酯化四元物系中,醋酸甲酯同水和甲醇都会形成共沸物,所以本文采用反应精馏技术,利用酯化体系中的不同组分的沸点差异,将高沸点产物与低沸点产物不断通过精馏作用及时从反应段分离,降低产物浓度对反应的抑制作用,使单程转化率提升。反应方程如下:

该反应为可逆反应,其动力学的模型采用以活度为浓度基础,指数形式的速率控制模型[20]。


式中,r为反应速率;mcat为催化剂的质量;k+和k-为正/逆反应速率常数,用Arrhenius方程来表示;aα、bα、cα、dα为各组分活度,a为醋酸,b为甲醇,c为醋酸甲酯,d为水。在强酸性催化剂作用下,醋酸和甲醇反应生成水和醋酸甲酯。重组分水从塔底排出,轻组分醋酸甲酯从塔顶采出,甲醇和醋酸留在塔内继续反应。组分特性见表1。

表1 物质物性Table 1 Material properties
1.2 醋酸甲酯侧反应精馏稳态优化设计
反应精馏优化设计的稳态结构与操作参数,将作为动态模拟和控制系统设计的研究基础,并且稳态优化最佳操作参数,如产品质量、反应转化率和最小生产成本等将作为控制系统设计的理想控制目标。采用本课题组在文献[17]提出的基于独立反应量的不同工况反应精馏集成稳态优化设计方法,利用基于产品质量的生产成本分别优化反应器数、塔板数等变量对醋酸甲酯侧反应精馏集成结构进行稳态优化设计。假设每个侧反应器之间的塔板数相同,考察不同侧反应器台数,每台反应器之间的塔板间隔,进料位置,回流比等对醋酸甲酯侧反应精馏的影响情况,如图1所示,通过分析在不同变量影响下塔顶醋酸甲酯成分的对应情况,来确定一个合理的参数模型。
以传统反应精馏的塔顶产品质量要求为标准,保证塔顶采出醋酸甲酯产品的纯度不小于96%,塔釜废液中含量不高于1‰。通过对各个参数优化的结果,得到最佳的醋酸甲酯SRC过程稳态模型,该过程的模拟结果如图2所示。醋酸甲酯反应精馏塔共30块塔板,醋酸进料位置为第4块塔板,进料流量为50 kmol·h−1,甲醇进料位置为第25块塔板,进料流量50 kmol·h−1,精馏塔回流比设为1.5,塔顶醋酸甲酯采出量为50 kmol·h−1。该反应精馏塔外集成结构共有5台侧反应器,第1台反应器于第26块塔板处与精馏塔相连,依次向上,且每间隔4块塔板设置1台反应器。塔内生成的醋酸甲酯在反应段初步分离后,在精馏段进一步分离,从塔顶采出。
在此稳态模型中,反应精馏过程的塔板液相的组成分布曲线如图3所示。

图1 侧反应精馏过程优化设计与分析Fig.1 Optimal design and analysis of SRC for methyl acetate production
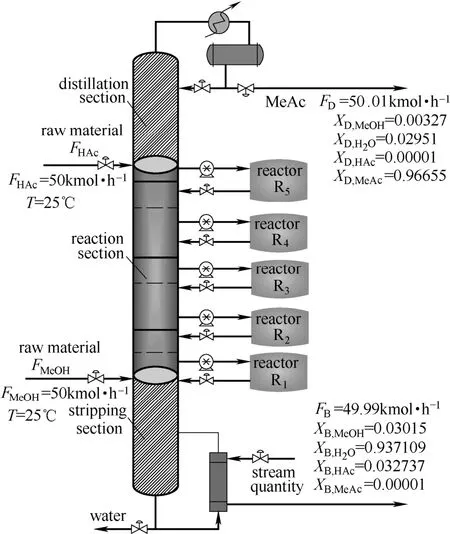
图2 稳态模拟设计参数Fig.2 Design parameters of steady-state

图3 精馏塔液相组成分布Fig.3 Composition profiles of optimal steady state configuration
在塔板液相组成中,各自进料位置处的醋酸和甲醇的含量最高,反应段内原料逐渐消耗,当进入提馏段和精馏段,残余的醋酸和甲醇也得到迅速分离。从整体的液相组成分布图中可以看出,在反应段物料可以充分反应并进行缓慢的分离,达到以分离促反应的效果,当物料超出反应段后,由于反应物的大量消耗,分离作用又可以得到充分发挥,实现了以反应促分离的效果。
2 SRC过程的动态控制
为了保证上述新型的醋酸甲酯反应与精馏塔外集成装置的平稳运行,首先应通过选择合适的被控变量和操作变量配对模式,设计SRC过程的基础控制回路见表2。通过温度相对增益矩阵法来确定灵敏板位置,确定该反应精馏塔外集成结构的灵敏板为第6块塔板。塔顶采出的醋酸甲酯纯度是整个侧反应精馏产品质量最重要的指标,采用进料流量成分变比值控制回路保证系统性能。多变量控制结构如图4所示。

表2 多变量控制方案回路Table 2 Control loops of multi-variable control scheme

图4 动态控制方案结构Fig.4 Structure of dynamic control scheme
设计原则遵循如下步骤[21]:(1)确定控制目标(典型的控制目标包括产品纯度、温度、液位等);(2)确定控制自由度(清点所有控制阀和可能的执行器);(3)通过进料比值控制维持化学计量平衡;(4)从温度控制开始,按顺序整定控制器,将单个回路依次置于闭环状态,可以重复该过程直到参数收敛;(5)优化控制目标:检查动态性能,如有必要,可以进行替换。
3 动态响应性能分析
采用化工流程模拟软件Aspen Dynamics 搭建醋酸甲酯侧反应精馏过程动态模拟系统。为了测试分析该控制系统的动态性能,在系统平稳运行1 h后,分别引入不同类型的过程扰动:±10%醇进料流量扰动、5%醇进料组分扰动,±5%加热量随机热值扰动,以及同时加入上述3类扰动。通过分析灵敏板温度变化和塔顶产品纯度变化来观察系统的动态响应。在测量过程中加入了1/1000的测量误差和15 min的测量延迟。
(1)进料流量扰动下系统动态响应情况

图5 进料流率扰动下系统动态响应曲线Fig.5 Response of step disturbance in feed flow rate
从图5可以看出,在醇进料量扰动作用于系统时,灵敏板温度控制回路较快发挥作用,使温度很快稳定在设定值,温度控制回路对进料流量扰动起到一定抑制作用。由产品醋酸甲酯纯度变化趋势可以看出,成分的控制回路的调节时间要比温度调节时间略长,说明纯度控制存在一定滞后作用,但仍在合理范围内。
(2)进料组分扰动下系统动态响应情况
由图6灵敏板响应曲线可以看出,温度出现向下的波动后再回复设定值,这是由于进料杂质中水属于重组分,沸点较高,需要再沸器增大加热量塔板温度才能回复原值。而醋酸甲酯含量小幅上升的原因是增加纯度扰动后塔顶产品采出量下降,回流比上升造成的影响。可以看出整个动态响应的过程中,该控制方案可以实现良好的控制。

图6 进料成分扰动下系统动态响应曲线Fig.6 Response of disturbance in feed stream composition
(3)加热量随机热值扰动下系统动态响应情况
在装置运行过程中,再沸器的加热量是关键控制变量,它为整个精馏塔的分离作用提供热量,在工程生产中也是最主要的能量消耗。图7为灵敏板温度的响应曲线和塔顶醋酸甲酯含量的响应曲线。由图可以看出控制效果较为良好,塔板温度和产品纯度以服从正态分布的方式在小范围内波动。
(4)综合扰动下系统动态响应情况

图7 加热量随机扰动下系统动态响应曲线Fig.7 Response of random disturbance in reboiler duty
为了考察醋酸甲酯SRC过程在极端条件下,多变量控制方案的有效性,同时加入+10%的进料扰动,5%的进料组分扰动,以及±5%服从正态分布的随机热值扰动。图8灵敏板T6的温度响应和塔顶醋酸甲酯纯度响应虽然出现波动,但是最终都能稳定在一定范围内。

图8 综合扰动下系统动态响应曲线Fig.8 Response of comprehensive disturbance
4 结 论
新型带侧反应器反应精馏塔外集成(SRC)技术不仅可有效提高原料转化率和目标产物选择性,而且可以克服RD过程温度或压力不匹配问题。本文进行了醋酸甲酯侧反应精馏过程的稳态优化模拟设计,并且研究了以产品成分调节变比值控制为主的多变量控制系统,在多种类型扰动下系统都可以有效抑制其影响,很好地保证产品纯度。醋酸甲酯反应精馏塔外集成结构稳态优化设计和动态控制研究,可以为今后实际生产过程控制系统设计提供一个参考。
References
[1] JUAN G S, SALVADOR H, ADRIAN B P. Reactive distillation: a review of optimal design using deterministic and stochastic techniques [J]. Chemical Engineering and Processing: Process Intensification, 2015, 97 (S1): 134-143. DOI:10.1016/j.cep.2015.09.004.
[2] STANKIEWICZ A. Reactive separations for process intensification: an industrial perspective [J]. Chemical Engineering and Processing, 2003, 42 (3): 137-144. DOI: 10.1016/S0255-2701(02)00084-3.
[3] QIU Z Y, ZHAO L N, WEATHERLEY L. Process intensification technologies in continuous biodiesel production [J]. Chemical Engineering and Processing, 2010, 49 (4): 323-330. DOI: 10.1016/j.cep.2010.03.005.
[4] KAYMAK D B, LUYBEN W L. Design of distillation columns with external side reactors [J]. Ind. Eng. Chem. Res., 2004, 43 (25): 8049-8056. DOI: 10.1021/ie040124a.
[5] 宋建国, 黄玉鑫, 孙玉玉, 等. 多效反应精馏过程生产氯化苄的能量集成 [J]. 化工学报, 2015, 66 (8): 3161-3168. DOI: 10.11949/j.issn. 0438-1157.20150833.
SONG J G, HUANG Y X, SUN Y Y, et al. Energy integration of multi-effect reactive distillation for benzyl chloride production [J]. CIESC Journal, 2015, 66 (8): 3161-3168. DOI: 10.11949/j.issn.0438-1157.20150833.
[6] 周娇, 汤吉海, 乔旭, 等. 背包式反应器与精馏塔耦合合成醋酸甲酯的模拟 [J]. 南京工业大学学报, 2006, 28 (5): 51-56.
ZHOU J, TANG J H, QIAO X, et al. Simulation of reactive distillation process coupled with side reactors for preparation of methyl acetate [J]. Journal of Nanjing University of Technology, 2006, 28 (5): 51-56.
[7] 黄玉鑫, 汤吉海, 陈献. 不同温度反应与精馏集成生产醋酸叔丁酯的过程模拟 [J]. 化工学报, 2015, 66 (10): 4039-4046. DOI: 10.11949/j.issn.0438-1157.20150207.
HUANG Y X, TANG J H, CHEN X, et al. Process simulation of tert-butyl acetate production by distillation column integrated with side reactors under different temperatures [J]. CIESC Journal, 2015, 66 (10): 4039-4046. DOI: 10.11949/j.issn.0438-1157.20150207.
[8] 薄翠梅, 汤吉海, 杨海荣. 侧反应与精馏集成过程的故障动态特性模拟研究 [J]. 化工学报, 2011, 62 (8): 2152-2156. DOI: 10.3969/j.issn.0438-1157.2011.08.011.
BO C M, TANG J H, YANG H R, et al. Fault dynamic simulation for distillation process with side reactors [J]. CIESC Journal, 2011, 62 (8): 2152-2156. DOI: 10.3969/j.issn.0438-1157.2011.08.011.
[9] GANGADWALA J, KIENLE A. MINLP optimization of butyl acetate synthesis [J]. Chemical Engineering and Processing: Process Intensification, 2007, 46 (2): 107-118. DOI: 10.1016/j.cep.2006.04.009.
[10] KAYMAK D B, LUYBEN W L. Optimum design of a column/side reactor process [J]. Industrial and Engineering Chemistry Research, 2007, 46 (15): 5175-5185. DOI: 10.1021/ie070125d.
[11] AL-ARFAJ M A, LUYBEN W L. Comparative control study of ideal and methyl acetate reactive distillation [J]. Chemical Engineering Science, 2002, 57 (24): 5039-5050. DOI: 10.1016/S0009-2509(02) 00415-3.
[12] AL-ARFAJ M A, LUYBEN W L. Comparison of alternative control structures for an ideal two-product reactive distillation column [J]. Ind. Eng. Chem. Res., 2000, 39 (9): 3298-3307. DOI: 10.1021/ie990886j.
[13] KAYMAK D B, LUYBEN W L. Quantitative comparison of reactive distillation with conventional multiunit reactor/column/recycle systems for different chemical equilibrium constants [J]. Ind. Eng. Chem. Res., 2004, 43 (10): 2493-2507. DOI: 10.1021/ie030832g.
[14] KAYMAK D B, LUYBEN W L. Comparison of two types of two-temperature control structures for reactive distillation columns [J]. Ind. Eng. Chem. Res., 2005, 44 (13): 4625-4640. DOI: 10.1021/ie058012m.
[15] KAYMAK D B, LUYBEN W L. Dynamic control of a column/side-reactor process [J]. Ind. Eng. Chem. Res., 2008, 47 (22): 8704-8712. DOI: 10.1021/ie701705m.
[16] TSAI R C, CHENG J K, HUANG H P, et al. Design and control of the side reactor configuration for production of ethyl acetate [J]. Ind. Eng. Chem. Res., 2008, 47 (23): 9472-9484. DOI: 10.1021/ie071648o.
[17] BO C M, TANG J H, BAI Y J, et al. The design and control of distillation column with side reactors for chlorobenzene production [J]. Chinese Journal of Chemical Engineering, 2012, 20 (6): 1113-1120.
[18] DING L H, TANG J H, CUI M F, et al. Optimum design and analysis based on independent reaction amount for distillation column with side reactors: production of benzyl chloride [J]. Ind. Eng. Chem. Res., 2011, 50 (19): 11143-11152. DOI: 10.1021/ie102171r.
[19] 薄翠梅, 汤吉海, 乔旭. 苯氯化侧反应精馏过程的模拟优化与系统实现方法 [J]. 上海交通大学学报, 2011, 45 (8): 1157-1166.
BO C M, TANG J H, QIAO X, et al. The optimization method and simulating system of distillation column with side reactors for benzene chloride production [J]. Journal of Shanghai Jiaotong University, 2011, 45 (8): 1157-1166.
[20] SAFINSKI T, ADESINA A A. Development of a novel basket impeller dualflow tray catalytic distillation reactor [J]. Ind. Eng. Chem. Res., 2005, 44 (16): 6212-6221. DOI: 10.1021/ie0490381.
[21] HUNG S B, CHEN J H, LIN Y D. Control of plantwide reactive distillation processes: hydrolysis, transesterification and two-stage esterification [J]. Journal of the Taiwan Institute of Chemical Engineers, 2010, 41 (4): 382-402. DOI: 10.1016/j.jtice.2010.03.021.
研究论文
Received date: 2015-12-28.
Foundation item: supported by the National Natural Science Foundation of China (61203020, 21276126, 61403190) and the Natural Science Foundation of Jiangsu Province (BK20141461).
Multi-variable dynamic control of distillation column with side reactors for methyl acetate production
BO Cuimei1, HUANG Qingqing1, TANG Jihai2, ZHANG Guangming1, QIAO Xu2
(1College of Electrical Engineering and Control Science, Nanjing Tech University, Nanjing 211816, Jiangsu, China;2College of Chemistry and Chemical Engineering, Nanjing Tech University, Nanjing 211816, Jiangsu, China)
Abstract:The distillation column with side reactors (SRC) process allowing a more flexible way of coupling reaction and separation leads to the increase in the freedom of the system and the number of design variables, which consequently increases the difficulty in the process simulation, optimization and dynamic control. For smooth operation and automatic control of the SRC process, with the SRC integration technique in the production of methyl acetate production process as an example, the steady-state optimization, dynamic control and simulation are discussed in the paper. To obtain the optimum integrated structure and the steady-state simulation of SRC for methyl acetate production, the systematic design approach based on the concept of independent reaction amount is applied to the process of SRC for methyl acetate production. Then multivariable control schemes based on product quality control with variable ratio control are designed and SRC of methyl acetate dynamic simulation based on process simulation software Aspen is used to verify the effectiveness of the control scheme. The simulation results show good control precision, robustness and dynamic follow performance of the control scheme.
Key words:methyl acetate; distillation column with side reactors; steady-state simulation; dynamic control
DOI:10.11949/j.issn.0438-1157.20151984
中图分类号:TP 13
文献标志码:A
文章编号:0438—1157(2016)03—0919—06
基金项目:国家自然科学基金项目(61203020,21276126;61403190);江苏省自然科学基金项目(BK20141461)。
Corresponding author:Prof. BO Cuimei, lj_bcm@163.com
