双质体振动设备的技术与发展
2016-05-11张亦工张亦农韩成年
张亦工,张亦农,韩成年
(1.河南省鹤壁市质量技术监督检验测试中心,河南鹤壁 458030;2.沃盛咨询(深圳)有限公司,深圳 518002;3.深圳清欣机电设计室,深圳 518002)
双质体振动设备的技术与发展
张亦工1,张亦农2,韩成年3
(1.河南省鹤壁市质量技术监督检验测试中心,河南鹤壁 458030;2.沃盛咨询(深圳)有限公司,深圳 518002;3.深圳清欣机电设计室,深圳 518002)
介绍双质体振动设备的功能、结构、振动输送原理、发展历史;列举不同振动装置的优缺点;分析双质体振动设备的技术难点及解决办法;提出节能降耗是振动设备的发展方向。
双质体亚共振系统;振动给料机;振动筛;振动落砂机;活化给料机
振动机械是有效利用振动的机械设备,具有很多作业功能:振动、蓬松、填实、输送、喂料等,能完成诸多工艺过程、提高工作效率。
在铸造行业,振动机械主要用于型砂输送、筛分、造型、落砂、铸件清理、振动时效、料仓防堵等。
任何一种振动机械都有动力驱动装置(如振动电机、电磁振动器、弹性连杆驱动器、惯性振动器)、工作承载体(如料槽)、减振器(如减振弹簧)等共同组成振动机械弹性系统,在静平衡位置附近作往复振动弹性运动。按结构、自由度可分为单质体受迫振动系统和双质体受迫振动系统。
振动技术在不断发展,下面以给料机为例,简述双质体振动机械的发展规律及趋向。
1 电磁振动给料机
电磁振动给料机是20世纪初出现的给料设备,由工作承载槽体、电磁振动器、主振弹簧、减振弹簧组成,属于低近共振型双质体受迫振动弹性系统。承载槽体与电磁振动器之间用主振板弹簧连接,电磁振动器使承载槽体作高频率简谐振动,运动轨迹为直线。槽体内的物料被抛掷,呈抛物线向前方运动,实现定量给料。减振弹簧工作在远超共振状态,传给地基的动载荷为激振力的5%左右(频率比取得比较小)。
1.1 发展历史
20世纪40年代,英国、美国开始用电磁给料机输送煤炭,在日本用来给粉碎机定量给料。
中国大约在1965年开始对其进行研究,1966年由唐山冶金机械厂制造出我国第一台自己设计的电磁振动给料机。1967年由一机部、冶金部、煤炭部、建材部及化工部组成联合设计组,完成了DZ系列电磁振动给料机的系列设计。
1970年4月,在河南鹤壁召开了DZ1~DZ5型电磁振动给料机定型鉴定会;1973年11月在鞍山市召开了DZ6~DZ10电磁振动给料机技术鉴定会。从此,电磁振动给料机成了定型产品。
随着电磁振动给料的推广和试用中发现的一些缺点,在1974 - 1975年间,成立电振机联合改进设计组,对原DZ系列电磁振动给料机进行改进及系列补充设计。并将原系列代号DZ改为GZ[2],DZ系列已于1992年国家列入淘汰产品。
DZ型改为为GZ型主要有以下改进:
(a)将DZ型作为基本型(图1),增加上振型、封闭型、轻槽型、平槽型和宽槽型。共有34种规格型号;
(b) 电磁振动器的板弹簧压紧螺栓全部放在板弹簧的前侧,调整容易,气隙不受影响,板弹簧可自由取出或加进;
(c) 减振器的吊杆与托盘的配合间隙增大,减小噪声;
(d) 原DZ型电振机用调压器控制,GZ型用可控硅半波整流线路, 采用阻容移相触发回路(单晶体管与电阻电容组成的弛张振荡电路)来控制整流器的导通角。调节桥路上的绕线电位器的电阻来改变可控硅导通角,实现调节振动机的工作电压和工作电流。电流变化又改变了气隙磁密,激振力随之改变,振幅也变了,给料量随振幅大小做相应变化。对20安培以上的可控硅, 为确保足够的移相范围, 增加脉冲放大部分。

图1 DZ型电磁振动给料机
随着设计和制造技术的成熟,制定了产品标准JB2103—1977《GZ电磁振动给料机型式和基本参数》、JB2604—1979《电磁振动给料机 技术条件》。在1978年、1979年、1994年、1995年、1999年经过多次修订,于2008年制定最新标准JB/T8114—2008《电磁振动给料机》。
1.2 振动输送原理
电磁振动器与可控硅控制器配套使用,当可控硅在交流电的正半周内被触发导通时,线圈接通后有脉动电流通过,衔铁与铁芯之间便产生了一脉冲电磁力互相吸引,这时槽体向后(向下)运动,激振器的主振板弹簧发生变形,储存了一定的势能。
电源经负半周时,可控硅承受反向电压而关断,线圈中无电流通过,衔铁、铁芯的电磁力消失。主振板弹簧释放电源在正半周储存的能量,回复原位,并带动槽体向前(向上)运动。于是电磁振动器以交流电源的频率作每分钟3 000次的往复振动。
电磁给料机槽体的底平面与激振力作用线有一固定的夹角(20°),电磁振动器作用槽体振动,槽内的物料被抛掷,沿抛物线的轨迹向前跳跃运动。物料的抛起和落下在1/50秒内完成,所以肉眼看到物料呈连续均匀向前移动。
用电位器调节整流电流(电压)的高低,即可控制振动器的激振力大小(0~最大),振幅随之变化(0~最大),输送量大小也在0~额定量范围内变化。振动机可在零振幅启动或停车,避开启动或停车共振区。1.3 优缺点分析
通过使用证实, 电磁振动给料机与板式给料机、圆盘给料机相比有很多优点。它适用范围广、给料均匀;能在运转过程中很方便地调节给料量,便于自动控制;体积小、安装方便;采用双质体振动系统原理,功率消耗小;利用控制器实现零振幅启动或停车平稳过渡;结构简单,不需要电动机、减速机和轴承配套件。
电磁振动器的电磁铁及线圈,设计已经系列化,结构简单,但制造工序多。由于没有专业厂生产,给料机制造厂自行加工,导致成本高,品质不稳定。
电磁振动给料机用板弹簧作主振弹簧,其变形量小,致使振幅小,通过高频振动使输送量提高,但对机体的动载荷较大。
随着行业规模扩大,用户需要调整容易、维修方便、价格低廉、性能优良的新品种。单质体自同步电机振动给料机应运而生。
2 自同步惯性振动给料机
自同步惯性振动给料机是由惯性振动器、工作承载体、减振弹簧组成。惯性振动器与工作体直接连接,属于单质体受迫振动弹性系统。两台性能相同的惯性振动器(振动电机)在振动方向角边线两侧对称安装,其合成激振力作用线与振动方向角边线重合,以相同的角速度作反向同步运转,将两个频率相同的简谐振动合成为一个同频率的简谐振动。减振弹簧工作在远超共振状态,传给地基的动载荷不大,为激振力的1%~3%。
2.1 发展历史
20世纪60年代,前苏联B.lehman博士提出了双激振器振动机的同步理论。我国按照第二代同步方式—振动同步理论[3],设计、制造的机械结构大为简化。数以万计的利用振动同步原理的自同步振动机获得了应用,取得了重大的经济效益。
1984年4月在洛阳召开了GZG型电机振动给料机鉴定会。
1994年,制定行业标准JB/T7555—1994《惯性振动给料机》。2008年制定新行业标准,JB/T7555—2008《惯性振动给料机》。
2.2 工作原理
根据平面单质体振动机同步理论,当两台振动电机以相同的角速度作反方向自同步运转时,其惯性力在振动电机旋转中心连线方向的分力,大小相等,方向相反,互相抵消;而与中心连线垂直方向的分力则方向相同,互相迭加;在该惯性力的作用下,给料槽沿合力方向作简谐振动。当槽体振动加速度在垂直槽底方向的分量大于重力加速度在垂直槽底方向的分量时,槽体中的物料被抛起,并按抛物线的轨迹向前作跳跃运动。给料槽沿倾斜方向作往复直线振动,每振动一次,物料将被抛掷一次,物料以槽体振动频率连续向前跳跃,达到输送物料之目的。2.3 优缺点分析
典型的设计型号为GZG系列(图2),共有30多个品种。其特点:
(1)体积小、重量轻、结构简单、制造容易、安装方便、调试操作容易、维修少;
(2)利用振动电机自同步原理,工作稳定、启动迅速,停车反接制动,过共振区时间短;
(3)物料按抛物线轨迹连续向前跳跃运动,给料槽磨损较小;
(4)选用防爆振动电机的给料机可用于有防爆要求的场合;
(5)用电源变频调速器控制振动电机转速,可实现给料机在线调节输送量;
(6)振动电机同步反向运转,激振力反向抵消,同向叠加,功率有效利用率50%。

图2 GZG型电机振动给料机
与电磁振动给料机比较,在槽体尺寸相同时,给料量和功率消耗列于表1。

表1 给料量和功率消耗
从表1来看,由电磁振动给料机改用自同步惯性给料机,输送量得到提高,但功率有降有升。为能清晰地比较性能效果,引入比功率分析(表2),即功率与输送量的比值和功率与设备总质量的比值。
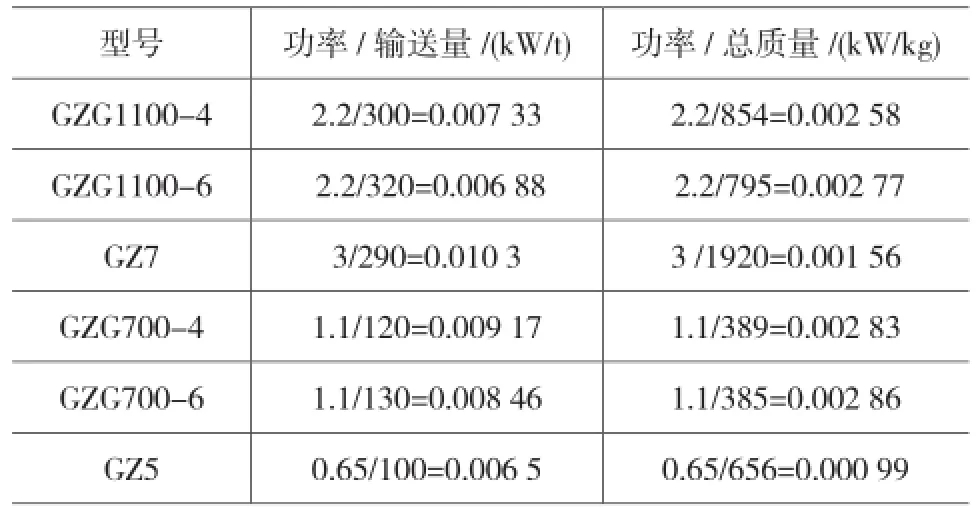
表2 比功率分析
从表2看出,物料输送消耗功率相差不大,说明在相同的物料抛掷输送原理下,完成物料抛掷所需要的功率基本相同。而驱动设备单位质量消耗功率相差较大,GZ系列约为GZG系列的1/2,源于振动系统结构不同。
GZG系列,振动电机与槽体直接连接,没有主振弹簧及后质量,所以质量较轻。
GZ系列的主振弹簧用板弹簧,变形量小。为保证槽体有一定的振幅,将电磁振动器(后质量)做得很重,以保持与槽体(前质量)有较大的比值(后质量:后质量=2),从而增大槽体的振幅。从结构强度和刚度来说,振动器壳体的壁厚也要足够,致使振动器质量很重。由于GZ系列采用双质体振动系统,单位质量的功率消耗仍能降低。
GZG系列给料机并没有吸收GZ系列给料机的优点,即双质体振动系统的节能优点,零振幅启动或停机,属于另一种新品种。GZG系列给料机如按双质体振动系统设计,功率可大幅降低。
3 双质体惯性振动设备
双质体惯性振动给料机是由惯性振动器、主振弹簧、工作承载体、减振弹簧组成。槽体与惯性振动器之间用主振弹簧连接,属于双质体低近共振受迫振动系统。槽体的运动轨迹为直线(双电机)或椭圆(单电机),物料在惯性力的作用下被抛掷,并按抛物线的轨迹向前作跳跃运动。减振弹簧在远超共振状态下工作,传给地基的动载荷为激振力的1%~3%。
双质体惯性给料机与自同步惯性给料机的物料输送原理相同,其优点是节能。在设计、制造上比自同步惯性给料机要复杂;设备运行涉及到主振弹簧的刚度,当弹簧刚度有制造误差时,达到稳定工作点不容易;由于主振弹簧刚度已定,频率比确定,不能通过变频调速改变振动电机的转速来实施在线调节输送量。
3.1 典型产品
3.1.1 XZG系列振动给煤机
XZG系列振动给煤机(图3),1992年由北京有色总院、东北工学院研制,国家级新产品。在低近共振状态下工作,主振弹簧为剪切橡胶弹簧,单振动电机驱动,槽体运动轨迹为椭圆。其性能与GZG给料机比较(表3)。

图3 XZG系列振动给煤机

表3 性能对照表
为能清晰地比较节能效果,引入比功率分析(表4)。
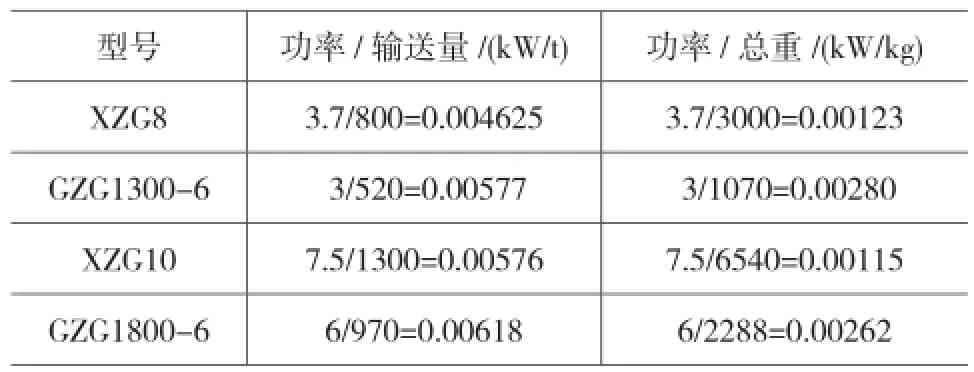
表4 比功率分析
从表3、表4看出,XZG型比GZG型的物料输送量消耗功率要低7%~25%。设备质量消耗功率XZG系列约是GZG系列能耗的1/2.28,说明双质体振动系统的功率消耗比单质体振动系统的功率消耗要低。
XZG型参振质量是GZG型的3倍,XZG系列为什么做的那么重?这是因为XZG的主振弹簧用剪切橡胶弹簧,变形量小。为保证槽体有一定的振幅,将平衡架做得很重,以保持与槽体(前质量)有较大的比值(质量比=2)。
实际上质量比完全可以小一些,以下实例就是采用小质量比。
迪尔公司的人造大理石压机,振动压制头参振质量1 800 kg,用两台10 kW的振动电机驱动,构成单质体振动系统。实际用功率12 kW,3 000 r/min,振幅1~1.5 mm,压制质量合格。
为降噪节能,改用电磁振动器,电磁铁和衔铁之间用板弹簧连接,频率比0.9,构成双质体低近共振系统。
由于安装空间限制,电磁振动器的电磁铁安装在振动压制头上,相当于前质量m1=1 800+225= 2 025(kg)。衔铁加上板弹簧的质量相当于后质量m2=280 kg,质量比为m∶m=280∶2 025=0.14。经计算需要的激振力40 kN。设计专用的电磁振动器激振力21 kN,功率3 kW,用两台并联驱动。运行结果,压头振幅达到1 mm,满足压制参数要求,噪声降低,功率减少5 kW,节能40%。但在制品中心部位有紧实度不够的缺陷。
最初怀疑是激振力不够,另行设计制造只有垂直直线振动的惯性振动器,功率10 kW,振幅1.5 mm,同样出现板材中心部位紧实度不够的缺陷。
实际上,振动系统的动力学计算正确,问题出在物料的运动学上。人造大理石的原料为粉粒状石英石,在振动成型过程中,散粒料要有垂直运动,也要有水平横向运动。而电磁振动器和惯性振动器只有垂直直线运动,散粒料横向移动不够,导致制品中心部位紧实度差,需要补料重振。
进一步改进采用单台振动电机,用板弹簧(安装空间大时用螺旋弹簧)与压头连接,构成双质体低近共振系统(图4)。振动电机功率5.5 kW,振次3 000 r/min,质量294 kg。质量比294/1800=0.164,频率比0.9,振幅1 mm。单台电机旋转,使压头的运动轨迹为椭圆,粉粒料有垂直运动,也有横向运动,制品中心部位没有疏松,压制紧实度合格。
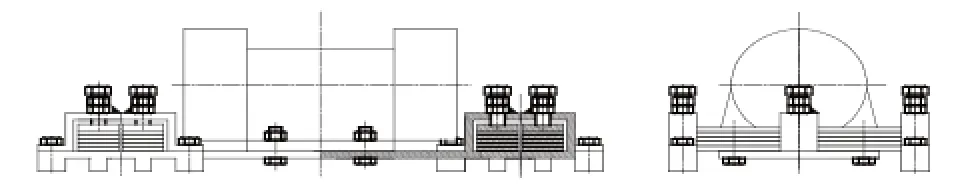
图4 双质体低近共振系统
3.1.2 振动落砂机
振动落砂机于20世纪50年代由苏联引进,为单质体振动系统。20世纪80年代济南铸锻所研制成功用振动电机驱动的单质体振动落砂机和双质体振动落砂机。其中L1230D、L1230S(图5)的性能列于表5[4]。

图5 振动落砂机
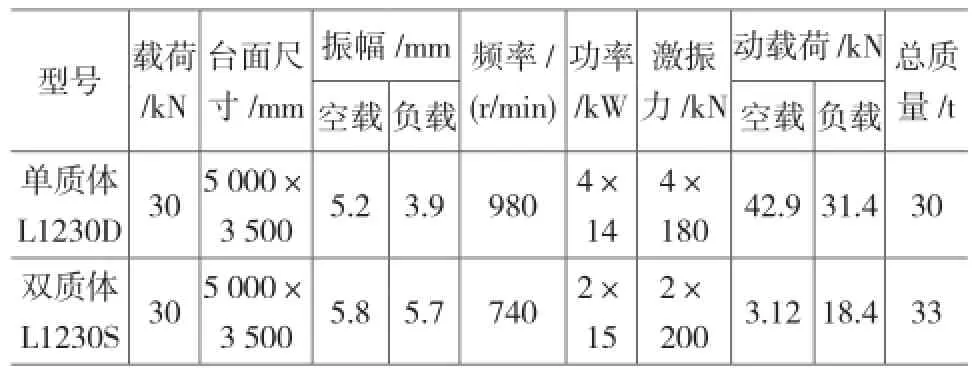
表5 L1230D、L1230S振动落砂机性能
从表中看出,双质体振动机比单质体振动机节电50%。
3.1.3 双质体振动筛
美国GK公司的双质体振动筛(图6)性能先进,比同类单质体振动筛节能70%。该机颠覆了传统振动筛的设计原理,以节能高效的特性,成为客户关注的热点。昆明茨坝矿山机械有限公司按照GK全球标准、技术要求以及工艺流程,用GK公司提供设计图纸,专利技术和全部零部件,负责装配、安装、调试和售后服务等。

图6 美国GK公司的双质体振动筛
GK公司的双质体振动筛具有优势[5]:
采用亚共振技术,所需激振力小,能耗低。物料负荷变化不影响筛分效果;
新型激振器,实现启动、停机的平稳过渡;实现运量恒定及在线调节;
组合聚氨酯筛板耐磨,嵌入式安装,扁铲撬出,橡胶锤敲入;
主振弹簧、连接螺栓、防松螺母按无限使用寿命设计;
一体化驱动和筛体设计,无需分离,轻松实现整体吊装;
低噪声(75 dB);
用加速度计及振动信号发射器的装置用来监测设备振动状况,显示数值。
表6为GK STM3070单层直线双质体振动筛与ZKR3070单层直线单质体振动筛性能参数比较[6]。
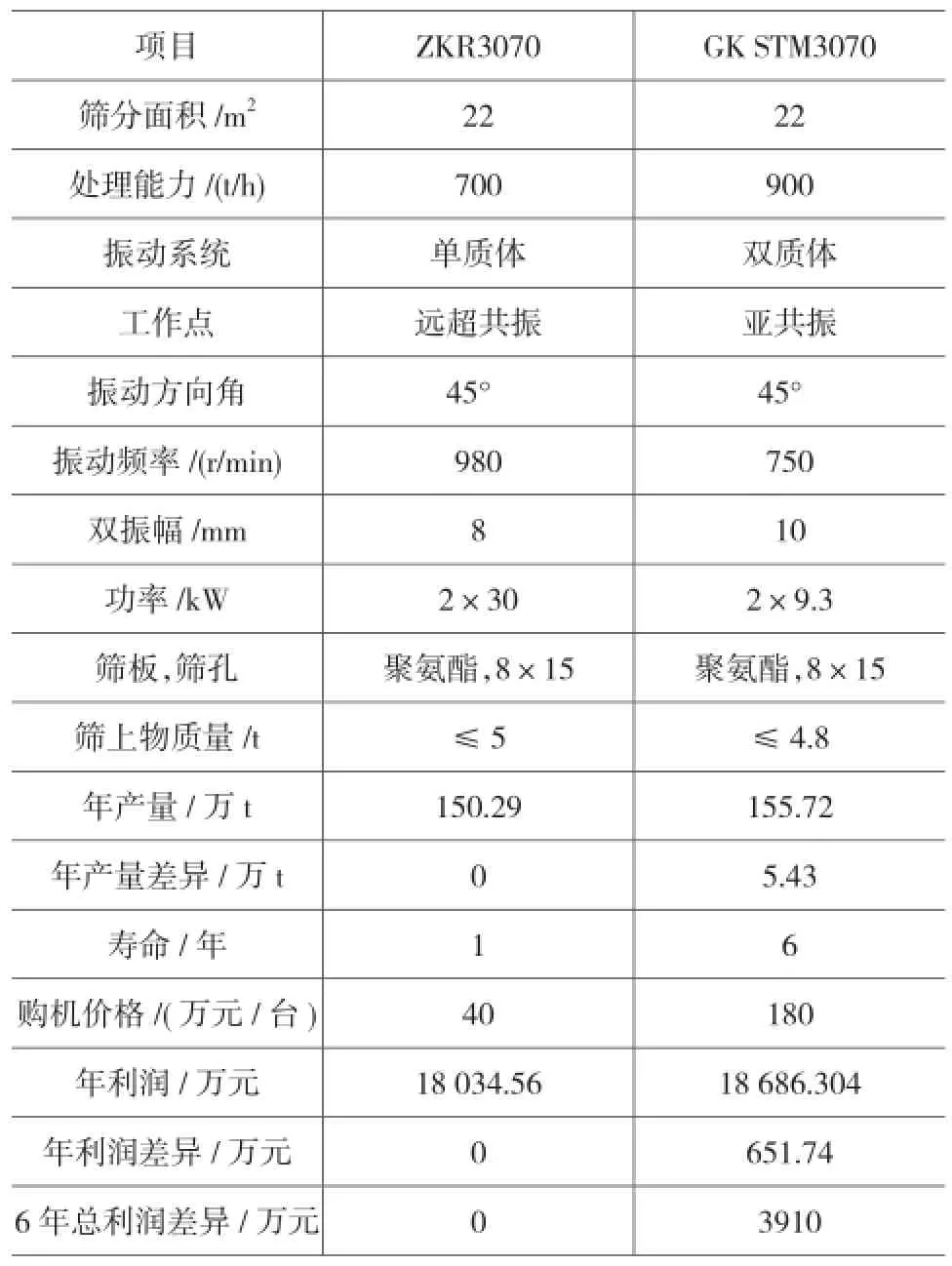
表6 振动筛性能参数比较
GK STM3070设备的优良性能,尽管价格高,但寿命可达6年,其节电、维护费用低,仍带来巨大的经济效益。
3.1.4 活化给煤机
活化给煤机是煤筒仓卸煤的专用设备(图7),由美国GK公司发明,与GK振动筛一样,采用双质体振动系统。
HHGL型活化给料机(图8),清欣机电设计室设计制造。
主要功能:结构简单,几乎不用维修;亚共振振动系统,消耗功率低;主振弹簧用螺旋压缩弹簧,在质量比小于1时,也能产生大振幅;分料板直接承受物料仓压,振动波直接传给物料,具有活化、防堵功能;导流板能流畅卸料、定量给料;料斗的独特结构,具有闸门功能,振动卸料,不振动不出料。大进口,小出口,容易配套受料设备;对中胶带中部卸料,防止胶带机跑偏;连接处波纹橡胶圈密封,不漏料,无微尘飘出;工作点自动维持系统,检测固有频率,负反馈控制电机变频调速,稳定频率比;运量恒定控制系统,自动保持卸料量恒定;用变力器在线调节卸料量的大小;能远程控制或就地调节。

图7 活化给煤机
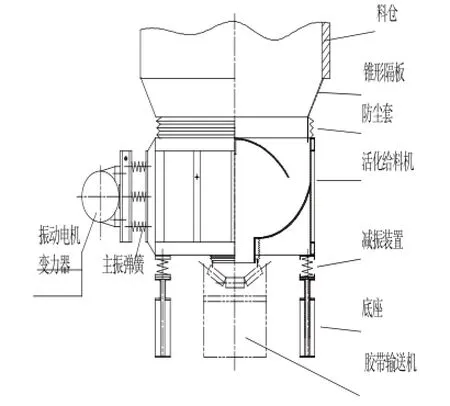
图8 HHGL型活化给料机
4 振动电机与电磁振动器
20世纪70年代振动电机研制成功,简化了振动机械的结构,利用复合形式造出许多新型振动机械。
如今DCZ型电磁振动器也问世,并且系列化,可与振动工作承载体组合成双质体振动系统。像选用振动电动机一样,按所需功率选取标准型号即可。
5 趋势
通过对振动设备的发展历史分析,双质体振动设备具有节能的优点,能获得能量的较大利用率,是振动机械的发展方向。
设计双质体振动系统,用变力器在线调节输送量,用频率比自动维持系统和运量自动恒定系统,使设备稳定运行。
[1] 电振机实验小组. DZ系列电磁振动给料机实验报告[J].起重运输机械,1974(1).
[2] 电振机联合改进设计组. DZ系列电磁振动给料机改进设计简介[J]. 起重运输机械,1977(5).
[3] 闻邦椿,赵春雨,范俭. 机械系统同步理论的应用于发展[J].振动工程学报,1997.10(3).
[4] 田永恒,等. 大型双质体固定式振动落砂机的研究及应用[J].中国铸造装备与技术,2009(4).
[5] 中国振动机械网. 21世纪振动筛的颠覆性革命-GK双质体振动筛[R].2012-06-08.
[6] 百度文库. GK筛和传统筛数据对比明细表[R].2013-08-31
[7] Francis S. Tse, Ivan, E. Morse, Rolland T. Hinkle. Mechanical Vibrations Theory and Applications[M]. Aliyn and Bacon inc, 1978.
The technology and development of double body vibrating equipment
ZHANG YiGong1,ZHANG YiNong2,HAN ChengNian3
(1.Quality and Technical Supervision Checkout Test center of Hebi city of Henan province. Hebi 458030,Henan, China;2.WMGS consulting (Shenzhen) Co.,Ltd., Shenzhen 518002, Guangdong,Chian;3.Shenzhen Qingxin machinery& electrical design workshop. Shenzhen 518019, Guangdong,Chian)
This article is mainly to introduce about the functionality, structure and vibration convey principle of Double Body Vibrating Equipment. Its technical difficulties and solving method are investigated and It is proposed that the Energy saving and Consumption reduction will be the new direction of the vibrating equipment ‘s development.
sub-resonance system of double body vibration;vibrating feeder; vibrating screen;vibration sand falling machine;activation of feeder
TG231;
A;
1006-9658(2016)05-0059-06
10.3969/j.issn.1006-9658.2016.05.017
2016-03-10
稿件编号:1603-1283
张亦工(1974—),女,工程师,主要从事设备检测、计量检定工作.
