水轮机叶片类铸件造型模具制作工艺的改进
2016-05-11董兆鹏
董兆鹏
(宁夏共享模具有限公司,宁夏银川 750021)
水轮机叶片类铸件造型模具制作工艺的改进
董兆鹏
(宁夏共享模具有限公司,宁夏银川 750021)
为解决水轮机叶片类铸件造型模具制作周期长、模型手工处理难度大和后期变形的问题,通过对水轮机叶片类铸件铸造模具的改进设计,采用多层板U型咬合法,有效缩短了制作周期,解决了模型手工处理难度大和后期变形问题。经过批量设计和生产结果表明,改进后的模具设计工艺合理可行。
节约材料;缩短周期;吊点;U型咬合法
水轮机叶片类铸件尺寸变化大,毛坯质量不一,其共同的特点是有进水口和出水口、形状变化大、壁厚由厚逐级变薄。造型方法有两箱型板造型、新工艺组芯造型等。小叶片可用两箱型板造型,大叶片分成大小不同,高度不同的砂芯组成。由于形状、结构复杂,新工艺技术要求高,对模具设计、制作和检验方法的要求更高。
目前,水轮机叶片类铸件铸造造型模具的制作工艺能够满足生产要求,也能适应产品的特殊生产方式和批次要求。此次改进是期望通过对叶片模具结构制作方式的研究,探索出适合大批量生产各个类型造型现场造型条件的模具结构,力争能够使铸造模具的强度提高,缩短制作周期,解决模型手工处理难度大和后期变形问题。
1 存在问题和改进方案
1.1 存在问题
(1)模型易变形,强度不足。
(2)吊点设计不合理,存在吊运安全的风险。
(3)制作、加工周期长。
1.2 原模具制作工艺
原模具制作方法。根据三维图设计工艺,然后再根据三维工艺出二维图。沿坐标轴X方向每隔400~500 mm出一张截面图,再沿坐标轴Y方向,每隔400~500 mm出一张截面图。每张截面图按1∶3或1∶4打印,这样制作者可以在图纸上测量模型尺寸后,放量制作。

图1 叶片三维图
为了保证模型的模样曲线度的正确性和加工过程中加工余量充足,原模型工艺手工制作放样时加工余量大,给后序加工带来风险和周期的延长。具体设计图如图2。
1.3 模具制作工艺改进
结构改进制作方法。根据立体图设计出可以单独撤型的模块,将模型分成块状,使用多层板U型咬合法,将咬合部位使用条料固定,确保模型的强度。设计出模型随形骨架,同时准确设计出卧料挡距和撑料。卧料使用机床下料,加工余量随型留出10 mm,即节约材料成本、又降低加工风险和缩短加工周期、便于制作且能够保证准确性。具体见图3。
多层板咬合固定做支撑强度好,稳定性高;使用UG找出模型的重心,并利用力学原理分布模型的吊点。吊点采用U型托在模型底部连接,且吊点上卧在模型造型面,能够更好的起到防变形的作用。通过CAE分析,对水轮机类叶片的模型进行了完整的3D模具工艺的设计,使得模型制作、模型专项作业指导、生产BOM准备均在共同的基础上进行设计,数据完整无差错。
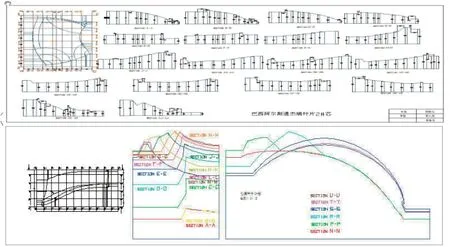
图2 模具工艺设计图
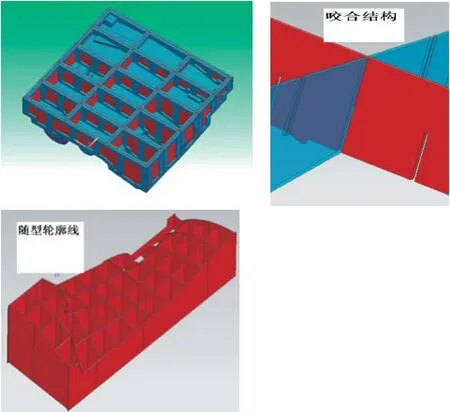
图3 模型结构设计改进
对模具制作工艺进行改进后,经过批量生产结果表明,未发生因模具设计改进导致铸件不合格的问题,且模具使用寿命长、尺寸精度稳定,改进后的模具设计工艺合理可行。
2 结论
通过对水轮机叶片类铸件模型制作周期长、模型手工处理难度大和后期变形的问题原因的深入分析,找出原模具制作工艺的缺点,通过改进结构形式以及CAE分析等措施,消除了原工艺的缺陷。新的模型制作工艺周期缩短且容易制作,材料缩减20%。模型结构得到优化,制作简单实用。同时简化了后期模型的设计问题,确保了模型制作过程的快速、优质、高效。
[1] 刘则杰.船用侧推桨叶片的活砂造型[J].中国铸造装备与技术,2009(3).
[2] 闫静.几种托架的组芯造型工艺[J].中国铸造装备与技术,2008(5).
Modelling of a turbine blade type casting mould process improvements
DONG ZhaoPeng
(KOCEL Pattern Co.,Ltd.,Yinchuan 750021,Ningxia,China)
In order to solve the turbine blade casting molding mold production cycle is long, model manual processing diffi culty and the late deformation problem, analysis is the main reason for the design is not rational, through improvement in turbine blade casting mould design and production, production cycle is long, model manual processing diffi culty and the late deformation problems. After batch design and production results show that the improved mould design is reasonable and practical.
save material ;shorten the cycle;lifting point;U bite legal.
TG231.6;
A;
1006-9658(2016)05-0040-02
10.3969/j.issn.1006-9658.2016.05.011
2016-03-17
稿件编号:1603-1299
董兆鹏(1985—),男,助理工程师,主要从事铸件建模及模具工艺虚拟设计等方面工作.
