联体气缸盖铸造工艺设计探讨
2016-05-11孙晓敏臧加伦
孙晓敏,臧加伦,王 勇
(潍柴动力股份有限公司,山东潍坊 261061)
联体气缸盖铸造工艺设计探讨
孙晓敏,臧加伦,王 勇
(潍柴动力股份有限公司,山东潍坊 261061)
阐述了联体气缸盖铸造工艺开发过程中的要点,包括铸造工艺设计和工艺流程设计两方面;对铸造收缩率、浇注系统等工艺设计及制芯、组芯、浸涂工序等流程设计要点进行了重点介绍。
气缸盖;工艺设计;工艺流程
随着人们环保意识的日渐提高,柴油机排放标准越来越严格;欧洲已于2013年底施行欧Ⅵ排放标准。我国柴油发动机排放标准紧跟欧洲,将全面实施国Ⅳ排放标准,国Ⅴ甚至国Ⅵ标准也在不远的将来推行。潍柴WP10产品虽然占据了较大的市场份额,但作为一款老牌产品,其竞争优势在逐渐减少。为做好技术储备,保证未来5~15年内的竞争力,开发面向未来市场、性能先进的柴油机对我厂今后的持续高速发展意义重大。
1 联体气缸盖结构分析
H1柴油机是全新平台柴油机,最高爆发压力200×105Pa,缸径116 mm,缸心距144 mm。因此H1气缸盖设计为四气门联体气缸盖(如图1所示),外观尺寸969×348×135(mm),材料为HT325。

图1 H1气缸盖外观图
H1气缸盖结构复杂,壁厚差别较大(如图2所示)。进气侧存在螺栓搭子与气门导管搭子连到一块的厚大部位,可能会在铸件上形成缩松缺陷。进气管壁厚5.5 mm,且不易放置冒口补缩。

图2 H1气缸盖壁厚差别大
上水夹层共20个工艺孔、6个喷油器孔及6个串水孔;下水夹层1个工艺孔、4个串水孔;满足铸造工艺清理及砂芯固定要求。上、下水夹层结构如图3所示。

图3 上下水夹层结构
2 铸造工艺设计
2.1 铸造收缩率
铸造收缩率是所有铸造工艺中最基本的工艺参数之一。在工艺设计时铸造收缩率选择的正确与否直接影响铸件的尺寸精度和几何形状精度。铸造收缩率主要与铸造合金成分和砂型、型芯阻力有关,此外还与铸件结构复杂程度、壁厚大小等多种因素有关[1]。
本文通过对本公司现生产的类似缸盖进行多次统计分析发现1%铸造收缩率偏小,H1气缸盖铸造收缩率设计为1.1%。考虑到进气道芯、上水夹层芯为整体长尺寸覆膜砂热芯,铸造收缩率设计为1.0%;同时,因为大尺寸热芯盒制芯过程中芯盒本体发生线性膨胀,砂芯铸造收缩率设计时需要考虑热芯盒的线膨胀系数。
工艺验证过程中按上述收缩率设计的H1气缸盖加工、划线尺寸合格。
2.2 浇注系统设计
针对H1气缸盖的结构特点,采用立浇工艺,将进气管侧放置在砂箱底部。两层内浇口设计在螺栓搭子位置,避免铁液冲刷砂芯;底层内浇口尽可能靠近底部,平衡底部薄壁进气管处温度场,如图4所示。
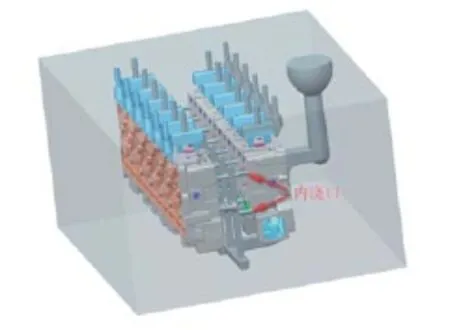
图4 缸盖立浇工艺
2.2.1 阻流截面确定
铸件毛坯质量390 kg,壁厚5.5 mm,浇注平均压力头520×9.8 Pa,采用索伯列夫图表法初步确定阻流截面积为21 cm2。
浇注系统各组元截面设计比例为F直∶F横∶F内=1.1∶1∶1.6,先封闭后开放,既有利于挡渣,又使充型平稳。
根据上述浇注系统截面积设计,完成充型模拟三维,经Anycasting软件模拟充型时间为32 s,浇注时间过长;加大阻流面积至30 cm2,充型时间26 s,如图5所示。最终确定H1气缸盖阻流截面积为30 cm2。
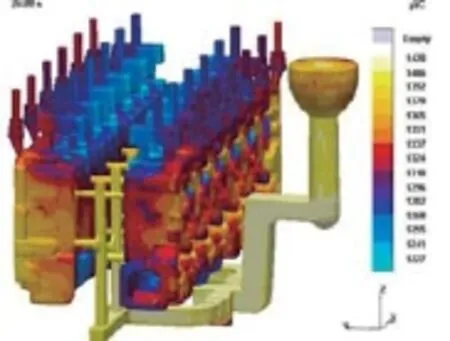
图5 充型时间26 s
2.2.2 阶梯式浇注设计
设计阶梯式浇注系统,底层内浇口截面积为28.14 cm2,接近阻流截面积,解决以前浇注系统设计时虽然设计两层内浇口但同时进铁液的问题。模拟结果显示8 s时仅底层内浇口进铁液,至16 s时浇注液面上升到距离上层内浇口约35 mm处上层内浇口开始进铁液(如图6所示)。
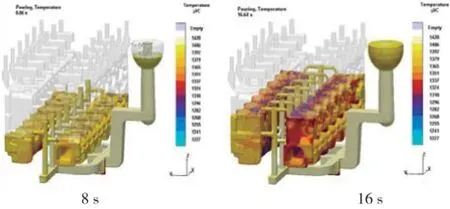
图6 充型过程
2.3 砂芯设计
砂芯设计时既要要考虑砂芯间隙、定位、排气、固定等工艺因素,还要考虑生产现场的设备能力及与其它产品工艺装备共用的问题。
2.3.1 砂芯种类
根据产品结构特点,每个缸盖设计为1颗底盘芯、1颗上盖芯、6颗下夹层芯、6颗排气道芯、1颗进气道芯、1颗上夹层芯、1颗1#长条芯、1颗2#长条芯、1颗前短边芯、1颗后短边芯、2颗定位芯共11种22颗砂芯(如图7所示)。
将H1缸盖长条芯(总长度930 mm)分为1#长条芯、2#长条芯,并采用一圆芯头与另一端芯头的两侧面固定;保证了砂芯均在同一车间制芯工部生产,方便生产管理与有序组织。
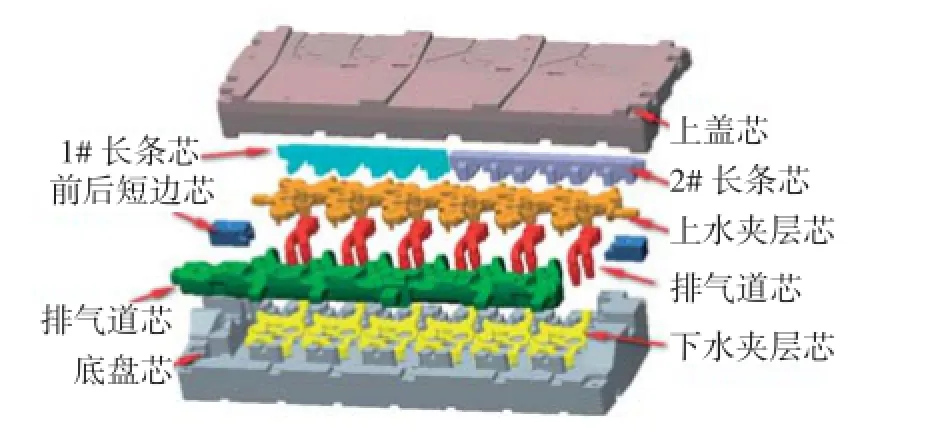
图7 分芯设计
2.3.2 芯头设计
下夹层芯、排气道芯等单体砂芯的芯头间隙设计为0.2 mm;进气道芯、上夹层芯等整体砂芯的定位芯头间隙设计为0.3 mm,非定位芯头间隙0.5 mm;不同的间隙设计既实现了下芯方便又保证了铸件尺寸精度。
3 工艺流程设计
根据车间现有条件将H1气缸盖设计在HWS静压造型线进行样件试制与生产。机器人自动浸涂,平组立浇,一箱两件;缸盖毛坯经粗清、去应力退火后进行振击除芯、贯通抛丸。
3.1 制芯
根据兼顾效率与品质的原则,合理设计制芯工艺;砂芯全部在同一车间制芯工部生产。
(1)上/下夹层芯形成缸盖的水腔,铸件内腔不允许有粘砂、残砂及断芯等缺陷,因此砂子采用高强度宝珠覆膜砂。上/下水夹层芯分别在大山V-top-1135热芯机/MRD20T热芯机上制芯,垂直分型并将射嘴设计到芯头部位,提高水夹层平面度,改善铸件内腔品质。
(2)进/排气道芯在大山V-top-1135热芯机/ Z9404W热芯机上制芯,采用普通覆膜砂,以避免冷芯易产生的气道脉纹缺陷。
(3)5种12颗冷芯在MLC25BH冷芯盒射芯机上制芯,布置在一套芯盒内(如图8所示),提高制芯效率。
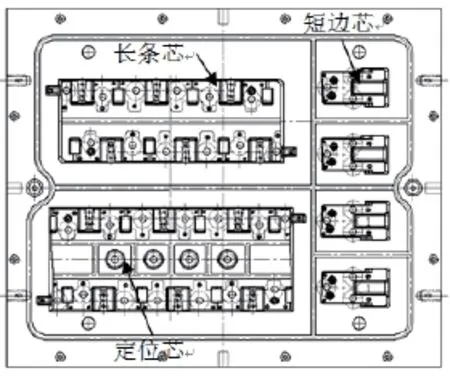
图8 长条芯、短边芯、定位芯芯盒布置图
3.2 底盘芯组预组芯
在缸盖组芯线使用热熔胶系统将下水夹层芯、进排气道芯、上水夹层芯、前后短边芯、1#长条芯、2#长条芯组装到底盘芯中,在组芯时同时使用粘结剂粘结,如图9所示;这样既可以实现组芯后快速浸涂,提高效率,又可以有效保证烘干后砂芯间有效固定。

图9 底盘芯预组芯
3.3 浸涂、烘干
浸涂机器人分别夹取底盘芯组、上盖芯在浸涂池中浸涂杜伦斯涂料,控灰后放在缸盖涂料表干炉的烘干托盘上进炉烘干。

图10 机器人浸 涂
3.4 组装上盖芯与整体组芯
人工利用上盖芯组芯机械手吊起上盖芯,翻转180°,扣在底盘芯组上,组成单体芯组,如图11.a所示。
使用整体组芯机械手,夹取两个单体芯组从烘干托盘上转运到整体组芯胎具上,底盘芯面对面放置。两个芯组采用组芯螺栓把紧之后利用整体组芯机械手将整体芯组从胎具转运到运输托盘上,如图11.b所示。
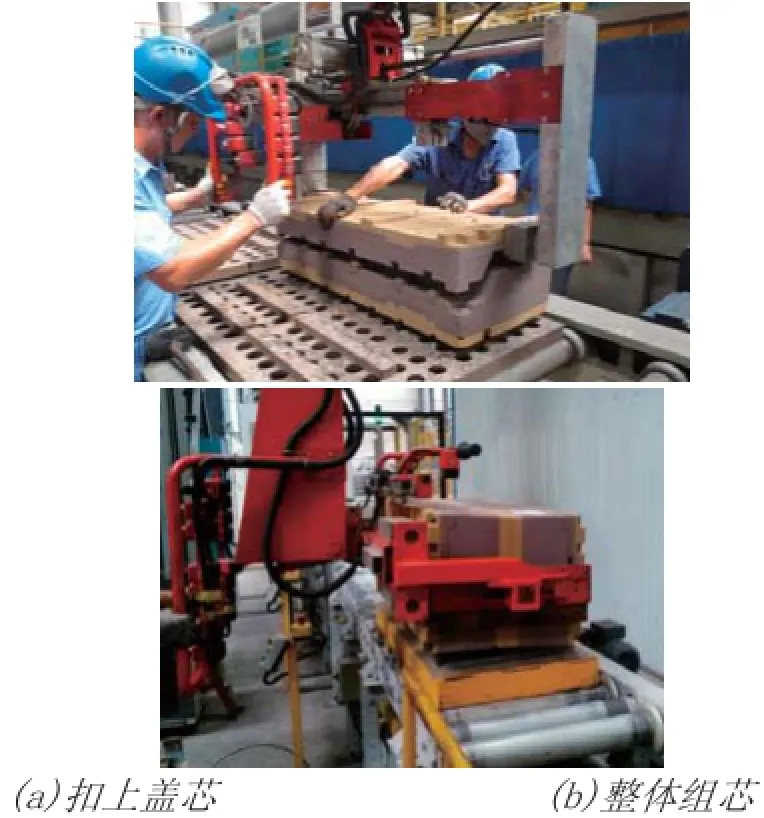
图11 组芯
3.5 造型
在中件二车间HWS造型线造型,一箱两件。先人工用机械手将整体芯组分别吊入下芯胎具,再用下芯机夹取整体芯组下芯。
3.6 清理
缸盖经粗清后由机械手抓取放置在退火炉台车上,铸件进退火炉进行热处理;从退火炉出来后经平板输送机到振击除芯工序,进行振击除芯。之后人工转移到双行程悬链输送吊钩式抛丸清理机进行粗抛丸处理。
样试阶段粗抛、倒丸后人工装料斗转至人工细清间进行细清。细清完成后到机械手抛丸清理机进行精抛,之后后由行车吊至地面进行检查、入库。
4 结论
(1)大尺寸热芯盒砂芯铸造收缩率设计时应考虑热芯盒的线膨胀系数;考虑进排气道阀座的位置精度对柴油机性能的影响,进气道芯、上水夹层芯铸造收缩率与外模收缩率应取不同的值。
(2)联体气缸盖立浇工艺宜采用阶梯式浇注系统,凝固过程中温度场温差小,减小长度方向整体变形量。
(3)综合考虑车间已有流程的基础上,合理设计制芯、浸涂、组芯、清理的工艺流程,可以提高生产效率和毛坯品质。
[1] 李昂,吴密.铸造工艺设计技术与生产质量控制实用手册[M].北京:金版电子出版社,2003:421.
[2] 张玉娟;韩志濂;徐骏华.226B气缸盖铸造缺陷的解决[J]. 中国铸造装备与技术,2007(1).
[3] 李平,魏伯康,段汉桥,等. 6105缸盖排气道壳芯穿芯问题的防止[J]. 中国铸造装备与技术,2003(4).
《铸造》杂志征订启事
《铸造》杂志创刊于1952年10月1日,国内外公开发行(国际标准刊号:ISSN 1001-4977,国内统一刊号:CN 21-1188/TG,邮发代号:8-40)。现由沈阳铸造研究所、中国机械工程学会铸造分会主办,铸造杂志社编辑出版。
本刊以报道应用技术为主,坚持面向经济建设、面向生产实际,致力于促进我国铸造科技的进步和生产的发展。
本刊内容涉及铸钢、铸铁、铸造有色合金和特种金属材料,涵盖砂型铸造、压铸、熔模精铸、消失模铸造等整个铸造技术领域,报道国内外铸造领域的先进科技成果和应用技术,成功企业的生产及管理经验,国内外铸造行业信息及活动等。刊登铸造国家标准和行业标准的解读文章,介绍企业开展质量管理工作的先进经验。
《铸造》杂志为中文核心期刊、中国科技论文统计源期刊、中国科学引文数据库源期刊、美国化学文摘(CA)源期刊、中国科技文献数据库源期刊等,被国内外20余种数据库收录。曾荣获“第二届国家期刊奖提名奖”、“第三届国家期刊奖”、“第二届中国出版政府奖期刊奖提名奖”、“中国北方十佳期刊奖”等中国出版界重大奖项,并入选2012“中国国际影响力优秀科技期刊”、2013“中国百强科技期刊”。
本刊为月刊,大16开本,每期定价12元,全年订价144元,邮发代号:8-40。
电子版《铸造》杂志与纸质印刷版同步发行,每期定价12元,全年订价144元(2017年优惠价96元)。
《China Foundry》征订启事
《China Foundry》(《中国铸造》英文版,双月刊),国际标准刊号 ISSN 1672-6421,国内统一刊号 CN 21-1498/TG。主要报道国内铸造领域的新技术、新工艺、新材料、新装备以及行业信息动态等。为国内外的企业、科研机构、大专院校和行业组织提供对外宣传与沟通的机会,促进国内外的学术交流和经济、技术合作。
《China Foundry》主要面向国外发行,发行50多个国家和地区。为各国从事铸造科研、教学、生产、贸易、采购和信息检索的有关机构和人士服务。
《China Foundry》已被美国SCI-E及爱思唯尔全球最大的文摘和引文数据库Scopus收录。
《China Foundry》为大16开本,全彩色印刷,图文并茂,制作精美。邮发代号8-41。国内定价每期24元(含邮寄费),国外定价每期15美元(含邮寄费)。
《铸造》和《China Foundry》均可到各地邮局订阅,也可直接汇款至本社订阅。
地址:沈阳市铁西区云峰南街17号,邮编:110022;电话:024-25611775(《铸造》)、024-25611880(《China Foundry》)。
传真(Fax):024-25611775
E-mail:ad@foundryworld.com(《铸造》);zcy@foundryworld.com(《China Foundry》);网址:www.foundryworld.com。
Discussion of conjoined cylinderhead casting process design
SUN XiaoMin, ZANG JiaLun,WANG Yong
(Weichai Power Co., Ltd., Weifang 261061, Shandong, China)
The article discusses the key points of conjoined cylinderhead casting process, including the design of casting process and workingfl ow; The casting process design such as shrinkage ratio and gating system, the working fl ow as to core making, core assembly, coating etc., are mainly introduced.
cylinderhead; process design; casting shrinkage ratio
TG242;
A;
1006-9658(2016)05-0023-04
10.3969/j.issn.1006-9658.2016.05.006
2016-01-26
稿件编号:1601-1238
孙晓敏(1981—),女,工程师,现从事铸造工艺开发工作.
