低温铸钢件焊接工艺试验及分析
2016-05-04王超刘博吴磊磊刘亚伟张勇军
王超+刘博+吴磊磊+刘亚伟+张勇军

摘 要:铸钢件是船舶建造常用的基本材料,通常用在尾部挂舵壁分段、舵分段等位置。在极地甲板运输船的建造过程中,低温铸钢件的焊接工艺是一个全新课题,其冲击韧性要求不小于27 J的接头性能在国内尚无先例,本项目通过对坡口角度的调整达成改善焊接接头冲击韧性的目标。
关键词:铸钢件;冲击韧性;低温
中图分类号:U671.8 文献标识码:A
Abstract:Steel castings are materials commonly used in rudder and its holder blocks for shipbuilding industry. During the building of the polar class heavy transport deck carrier, welding of low-temperature steel castings with weld impact toughness not less than 27 J is a new subject for shipyard and it is perfectly achieved by adjusting bevel angle.
Key: Steel castings;Impact toughness ;Low temperature
1 前言
在极地甲板运输船的建造技术准备过程中,铸钢件在强度方面要求为480W并带有-40 ℃的冲击要求,在此前的生产实践中上并没有对于此类铸钢件产品的相关经验。本文基于试验对比和数据分析的方法,得出坡口形式与铸钢件力学性能之间的关系。
2 焊接工艺试验
2.1 力学性能指标
在极地船入级规范中没有对铸钢件的设计冲击温度给出明确要求的情况下,根据航行区域以及使用要求,确定以俄罗斯规范对于480W级铸钢件设定的-40 ℃平均冲击吸收功不小于27 J为标准。
2.2 试验材料和接头坡口形式的选择
铸钢件通过淬火及回火处理,其化学成分及冲击性能见表1。
坡口形式选择3种形式进行试验,见图1(a)、图1(b)、图1(c),分别编号为1#坡口,2#坡口,3#坡口。
2.3 试验及力学性能数据
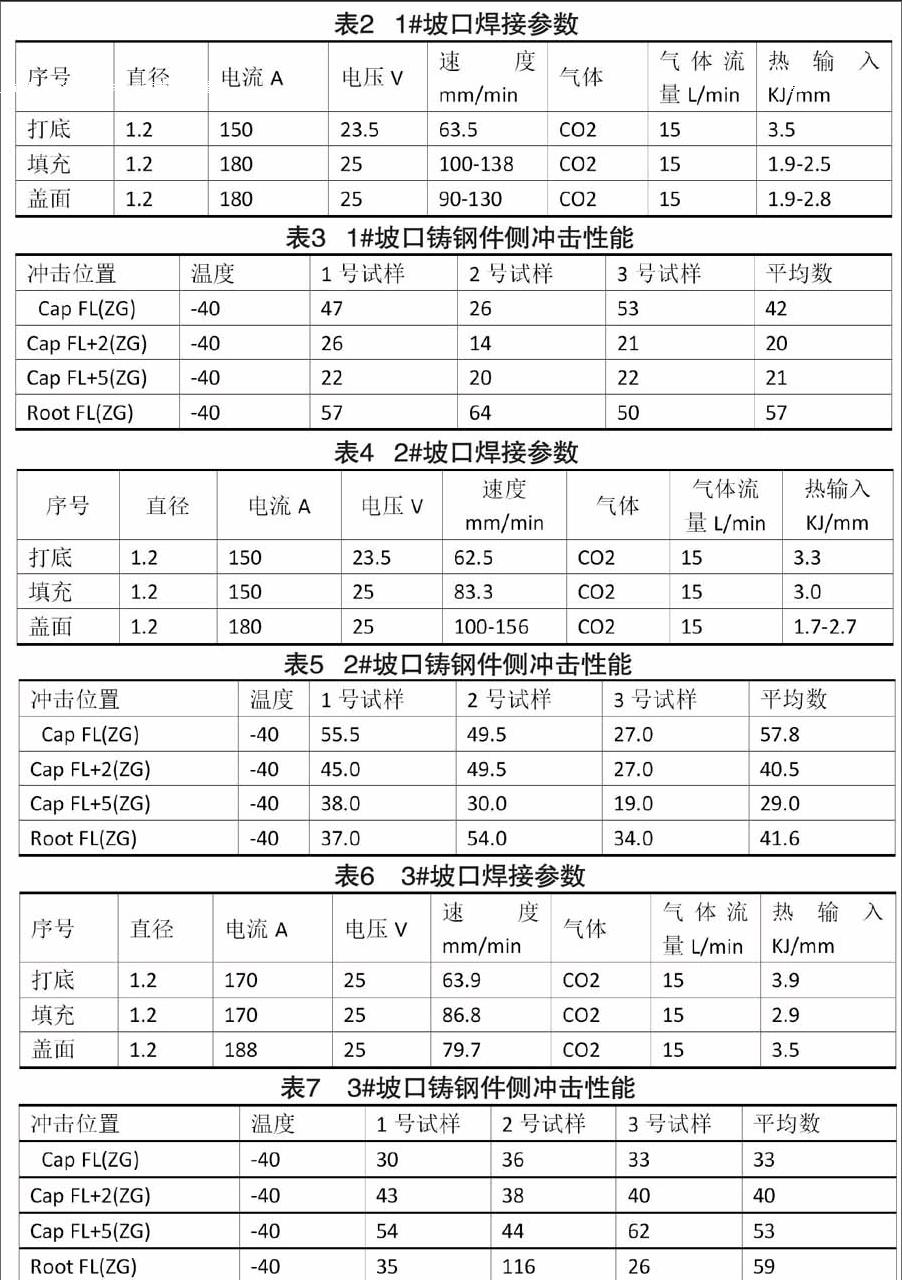
试验对3种坡口形式分别进行立向上位置焊接,后续对接头正面铸钢件侧熔合线、熔合线+2、熔合线+5以及根部铸钢件侧熔合线进行冲击性能试验,得到6组数据见表2~表7。从表中可以得知,1#坡口熔合线+2及熔合线+5其冲击平均值分别为20 J和21 J,不满足27 J的标准,其它位置冲击值大于27 J;2#坡口及3#坡口冲击平均值都能满足标准要求。
3 试验结果分析及结论
分析以上数据可以看出3组坡口焊接热输入量相近,但试样力学性能却产生差异。对比上述数据结果显示:2#坡口形式与3#坡口形式均达到了27 J的项目设定目标,而1#坡口在FL+2位置则没有达到要求,证明坡口的改变对铸钢件接头的力学性能产生较大影响。
4 结语
针对铸钢件焊接工艺及力学性能改善所进行的实验及分析证明:在铸钢件一侧及双侧开设坡口的方法,可以有效改善铸钢件焊后的力学性能。其中,开双边V型坡口的方法比一侧单边开V型坡口的方法,对于力学性能改善效果更优,但在实际生产中开设双边坡口的难度也相应更大。endprint
