超超临界二次再热660 MW汽轮机本体安装质量控制
2016-04-26罗伟民茅义军易明华何胜黄志勇东方汽轮机有限公司四川德阳68000华能安源发电有限公司江西萍乡337000
罗伟民,茅义军,易明华,何胜,黄志勇(.东方汽轮机有限公司,四川德阳,68000;.华能安源发电有限公司,江西萍乡,337000)
超超临界二次再热660 MW汽轮机本体安装质量控制
罗伟民1,茅义军2,易明华1,何胜2,黄志勇2
(1.东方汽轮机有限公司,四川德阳,618000;2.华能安源发电有限公司,江西萍乡,337000)
摘要:国内首台超超临界二次再热660 MW机组汽轮机由超高压缸、高中压缸、2个低压缸共4个汽缸组成,结构紧凑、管系复杂、安装要求高。文章介绍了本机型安装质量控制要点,以及严格流程管控的重要性。
关键词:汽轮机本体安装,质量控制,二次再热
茅义军(1971-),男,高级工程师,1990年毕业于武汉大学,现从事电厂建设、运行、维护管理工作。
0 引言
国内首台超超临界二次再热660 MW是N660-31/600/620/620单轴、四缸四排汽机型,是在更高技术上的产业升级,机组通过优化热力系统、提升参数、采用最新的通流设计技术、优化汽缸及阀门布置等,实现了机组效率大幅提升,发电煤耗、环保指标达到世界一流水平。
机组现场照片见图1。

图1 机组现场照片
机组由1个筒型超高压缸、1个高中压缸、2个低压缸组成,超高压阀门布置在机头前运行平台下方,高、中压阀门水平布置在汽缸两侧。因其压力高、本体尺寸变小、且管系复杂,如何确保机组有稳定的热态中心和合理的通流间隙成为了本机型安装过程质量控制的重点之一。为此提出了安装控制关键节点、合理流程,即:确保冷态安装时静子死点牢靠、膨胀顺畅;控制动静中心安装偏差的叠加;阀门管系对静子中心影响的补偿;按确定流程安装以准确监测各部件的相互影响以及合理修正等,并与业主、电建、监理达成共识,确保了质量有效控制。
1 静子死点牢靠、膨胀顺畅
1.1 汽轮机基础及预埋件控制
(1)确认汽轮机基础岛的沉降状况,安装期间汽轮机岛不均匀沉降监测。确认螺栓孔和各预埋件尺寸正确、位置偏差在合理范围。
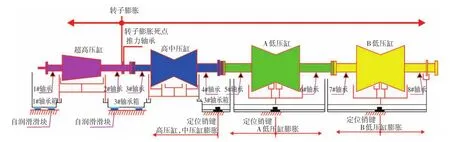
图2 汽轮机滑销系统图
(2)确认汽轮发电机组中心线和凝汽器的纵、横中心线(见图2)。
(3)按照汽轮机及其辅助设备的“基础垫箱”安装规范进行水泥垫块制作,水泥垫块与基架接触面积大于80%。
1.2 低压缸就位与接配
低压缸基架全采用水泥垫块与钢台板结构,1#、2#、3#轴承箱基架采用可调垫铁方式支撑(见图3、图4)。1#、2#、3#轴承箱基架标高需按扬度确定或按制造厂总装时标高调整到位(见图5)。

图3 3#轴承箱基架可调垫铁

图4 前轴承箱基架可调垫铁
为确保低压缸接配后与基架接触的密实性,低压缸中分面水平应与工厂组装时保持一致,低压缸各段接配尽量在其台位基架上进行。检查低压缸与基架间隙应0.03 mm塞尺不入。汽轮机A、B低压缸调整完毕后检查低压缸四周要与基础岛留有足够膨胀间隙。缸体就位水平调整是此阶段的控制重点(见图6),如果中分面水平控制不当,在运行汽缸膨胀将受阻,影响机组的稳定性。

图5 轴承箱就位

图6 低压缸就位
1.3 超高压缸就位
超高压缸(见图7)是我国自主研发的筒型缸(见图8)。特点如下:内外缸尺寸减小、整体发货、现场整体就位安装工期短、安装质量高;内缸形状简单、结构对称、热变形小;汽轮机启停和变负荷工况适应性好;拆装快速方便;大修周期长。

图7 超高压缸就位
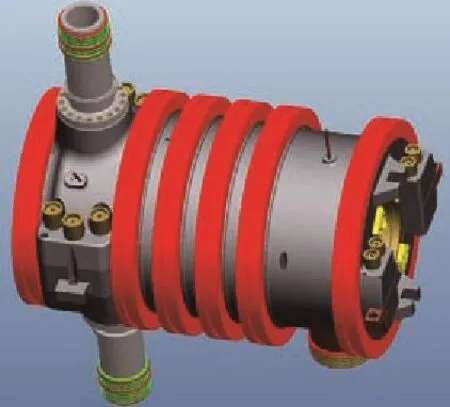
图8 超高压内缸结构图
确定1#、2#箱体轴向开档尺寸合格;各油档瓦窝中心a、b、c值合格;各基架或箱体、水平扬度等恢复制造厂总装数据。检查横向键、立健槽宽度、平行度并将键安装到位。检查汽缸和轴承箱的开档以及平行度与厂内提供的数据一致。
1.4 滑销系统间隙调整
滑销系统自由膨胀,且保证冷热态中心变化在合理范围内是调整的关键。因此,各键的间隙、平行度、滑块的接触等均应满足相关规范要求。
2 控制动静中心安装偏差的叠加
汽轮机动、静部分不同心度在安装阶段极值是:测量的偏心值加上台板滑键、汽缸立键、内外缸定位键、隔板定位键间隙的偏差叠加。因此,安装各环节保证间隙在要求范围内就非常重要,如果能够照顾到间隙叠加的方向性就可以避免最大的偏心值出现,这会增加不必要的工作量,本身也没有太大的必要性。
2.1 静子找中心的大致方法
首先找出A低压缸的水平,以A低压转子相对5#、6#轴承油档洼窝中心值为基准,拉钢丝,找出低压内缸中心。以此为基准确定高中压缸和后面缸的标高。
高中压外缸就位调整高中压外缸水平,使其前后横向水平方向一致,各段横向水平差不大于0.1 mm/m,纵向水平与高中压转子扬度基本一致,并满足汽缸中心要求。
调整内缸与钢丝同轴度满足证明书要求,分步找隔板、隔板套及汽封体找中心(见图9)。
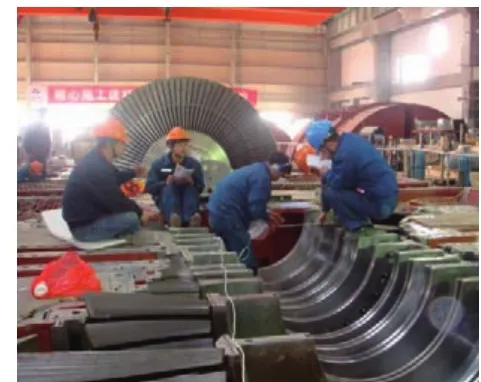
图9 隔板中心检查

图10 轴系中心检查
2.2 轴系找中心的大致方法
机组轴系是一根光滑的曲线,是根据各单根转子动静挠度曲线、各轴承的冷热态负荷确定的。安装时需要严格保证联轴器的高差和张口(见图10),联轴器形位偏差的补偿是通常做法,转子存放时间过长引起的暂态弯曲需要消除。
2.3 轴承安装质量控制
二次再热机组超高压转子和高压转子#1~#4轴承采用可倾瓦式,它具有良好的稳定性。低压缸轴承全部采用椭圆支持轴承,承载力强,瓦体与瓦套间采用球面接触,自位能力好(见图11、图12)。
推力轴承在2#轴承箱内,承载运行时的轴向推力,是轴系的相对死点。
椭圆支持轴承的球面接触面积、均匀度会影响其自位性能,瓦的侧隙、顶隙、紧力等均是重要控制指标。

图11 轴承球面接触检查

图12 轴承垫块接触检查
3 阀门管系冷热态对静子中心影响
二次再热机组阀门、管系较为复杂(见图13),在汽机岛内的布置、支吊设置及选型均会影响到冷热态以及松弛冷热态的汽缸接口力,从而影响汽轮机的静子热态中心。虽然设计阶段进行了充分考虑,安装阶段仍应仔细检查其影响,以证实其结果符合设计预期,必要时进行预调整。
超高压联合汽阀安装重点监测阀门就位后连接进汽管前阀门的热膨胀偏移量的控制,防止阀门膨胀受阻影响汽轮机膨胀。
高压联合汽阀与中压汽阀安装(见图14)首先确认阀门的热膨胀偏移量以及阀门弹簧压缩量;阀门与高中压外缸进汽管连接时锁紧阀门各支撑点;焊接时架表检测高中压外缸变化量,焊接施工中要求左右同时进行防止焊接偏移。
进汽管全部施工结束后阀门解锁,每个支撑点架表监视变化量,调整弹簧压缩量恢复解锁前变化量,如果发生弹簧压缩量与图纸压缩量冲突时进行平衡评估确认调整量(见图15)。
阀门吹管系统安装结束后,锁紧阀门各个支撑点,防止吹管影响汽轮机中心变化,汽轮机启动运行时解除支撑点锁杆。

图13 高压、中压联合汽阀安装示意图

图14 中压阀芯安装图

图15 阀门支撑弹簧调整
4 监测各部件的相互影响以及合理修正
低压缸、高中压缸通流数据合格,对轮中心合格,全实缸状况下进行二次灌浆。灌浆保养到期后精调通流,外缸进、排汽管道连接完成方可进行汽轮机扣缸。这样的安装流程可以有效修正汽轮机部件安装、基础二次灌浆、阀门管道连接造成的中心变化。当然,转子动静挠度、冷热态标高变化、静子热态中心变化、润滑油膜等都应包含在设计考虑的范畴,并最终落实到了汽轮机的各项安装控制指标中。
首台修正:二次再热机组阀门和管系的影响难于预先确定,在阀门解锁结束后,检查了高中压缸前后端部汽封四周间隙变化量,由变化量确定抬起高中压外缸前后猫爪抬升量,保证通流间隙尺寸。
5 结果验证
首台机组已于2015年6月投入商业运行;同年8月24日第二台机组投入商业运行。机组的振动、瓦温等监视指标优良(见图16),达到设计预期效果,该机组的成功投运标志着二次再热机组设计、制造、安装取得圆满成功。
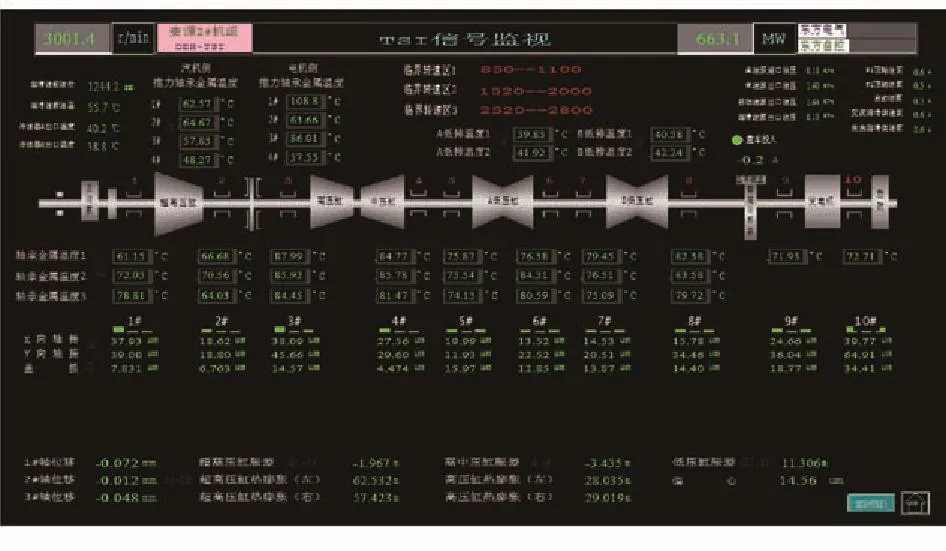
图16 汽轮机满负荷运行参数图
6 结束语
二次再热机组因其压力高、本体尺寸变小、且管系复杂,通过预先分析其影响机组经济性、可靠性的重要环节,确定了严格的安装流程以及重点控制目标,并与业主、电建、监理达成共识,确保了质量有效控制。该工程在国内首次成功投运,证明了机组从研发、制造、安装、试运各个环节质量控制的成功。
参考文献
[1]东方汽轮机有限公司.汽轮机本体安装说明书.
[2]DL5011-92电力建设施工及验收技术规范:汽轮机机组篇[S].北京:水利电力出版社,1992.
Turbine Installation Quality Control of Ultra-supercritical Double-reheat 660 MW Steam Turbine
Luo Weimin1,Mao Yijun2,Yi Minghua1,He Sheng2,Huang Zhiyong2
(1.Dongfang Turbine Co.,Ltd.,Deyang Sichuan ,618000; 2.Huaneng Anyuan Power Generation Co.,Ltd.,Pingxiang Jiangxi,337200)
Abstract:Domestic first ultra-supercritical double-reheat 660 MW steam turbine is made up of an UHP cylinder,a HIP cylinder,and two LP cylinders.The structure is compact,the pipe system is complex,the installation requirements are high.This paper introduces quality control points of the installation,and the importance of strict process control.
Key words:steam turbine installation,quality control,double-reheat
作者简介:罗伟民(1963-),男,高级技师,1990年毕业于东方动力职工大学,现从事汽轮机安装指导工作。
DOI:10.13808/j.cnki.issn1674-9987.2016.01.016
中图分类号:TK266
文献标识码:A
文章编号:1674-9987(2016)01-0081-04