基于MasterCAM的螺纹加工编程技术
2016-04-26陈学斌
陈学斌
(中国电子科技集团公司第四十一研究所,山东 青岛 266555)
基于MasterCAM的螺纹加工编程技术
陈学斌
(中国电子科技集团公司第四十一研究所,山东 青岛 266555)
摘要:在微波腔体类零件上,螺纹组孔作为微波信号的输入输出接口,其加工精度将直接影响组件的装配精度,从而影响微波组件的电气性能。介绍了一种在MasterCAM软件中,利用数控加工编程软件的螺旋插补加工功能,进行螺纹高速铣削的加工编程技术。
关键词:微波腔体;螺纹加工;MasterCAM;刀具路径;NC程序
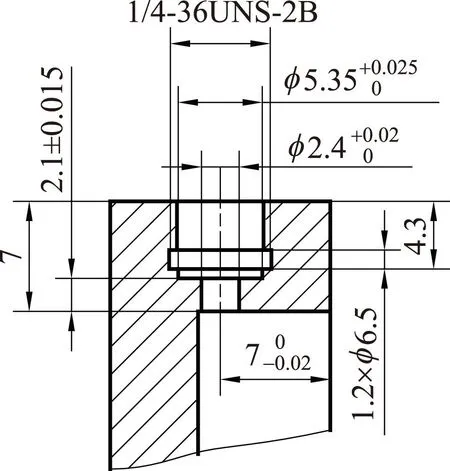
图1 螺纹组孔示意图
螺纹组孔(见图1)作为微波信号的输入输出接口,在微波腔体类零件上经常出现。其螺纹一般为英制螺纹,螺纹与腔体上表面或底面的位置关系一般要求都比较高。
对于此类螺纹组孔中螺纹的精密加工,早期方法[1-2]是在普通车床上采用花盘加角铁装夹进行螺
纹的车削加工。这种方法对加工人员的技术水平要求很高,零件装夹定位复杂,调整费时,加工效率极低,加工的精度也不易保证。
随着数控加工技术的发展,一种在加工中心或数控铣上,采用参数编程进行螺纹铣削加工的方法[3]逐渐得到应用。这种方法需要手工编制螺纹加工的参数子程序,然后在零件加工主程序中调用该子程序。针对不同规格的螺纹,还需要对子程序中的参数进行修改。这种方法因需要手工编程,往往容易出现差错。
本文介绍一种在MasterCAM软件中,应用数控加工软件的螺旋插补加工功能,进行螺纹高速铣削的加工编程技术。
1螺旋加工(Thread Mill)
螺旋加工(Thread Mill)是指刀具沿着一个直径为D(螺纹大径-刀具直径)、节距为P(螺纹螺距)的螺旋线进行切削,从而完成螺纹的加工[4]。
以微波腔体零件上经常遇到的1/4 in 36牙英制螺纹为例,建立待加工螺纹的中心点或者螺纹大径作为加工图素。选择MasterCAM软件的螺旋铣削(Thread Mill)加工功能(见图2)。按提示栏的提示选取相应的加工图素。加工图素可以是待加工螺纹的中心点,也可以是该螺纹的大径。以选取螺纹中心点为例,点击“确定”后便得到螺旋铣削加工对话框(见图3)。

图2 螺旋铣削菜单选项
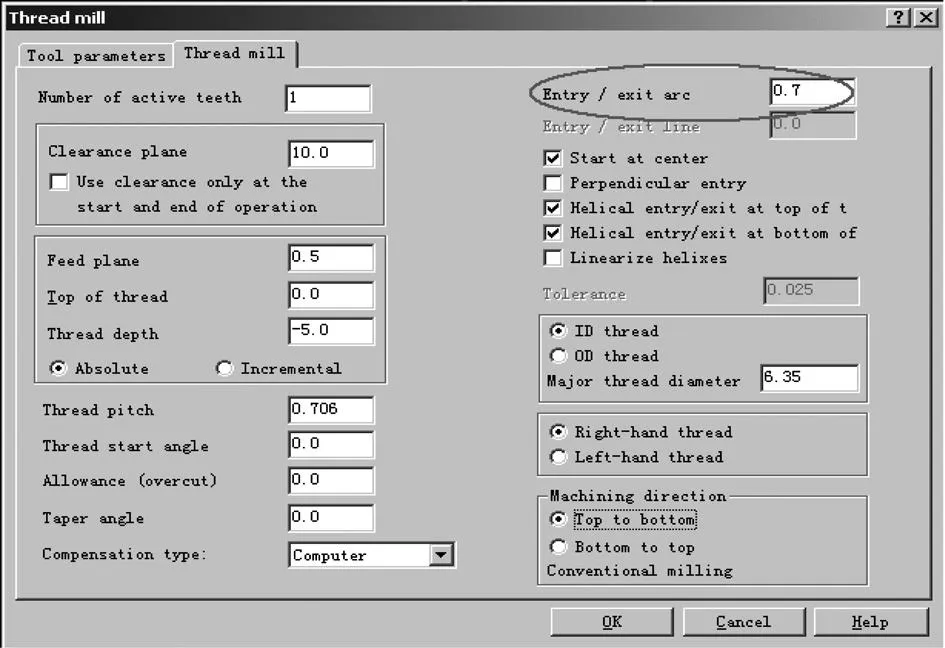
图3 螺旋铣削加工对话框
在图3所示对话框中,设置螺纹大径(Major thread diameter)为6.35 mm、螺距(Thread pitch)为0.706 mm以及螺纹深度(Thread depth)等各项参数。其中,应特别注意切入/切出圆弧(Entry/exit arc)的设定,应考虑螺纹刀下刀和抬刀时不会产生干涉、能完全退出螺纹的牙形,一般该参数取螺纹大径与螺纹刀直径之差的1/2。
确定螺纹类型并选择螺纹的加工方向(Machining direction)后,点击“确定”,便可得到螺纹加工刀具路径(见图4)。调用相应数控系统的后置处理程序,生成NC加工程序,该程序无须任何手工修改,利用传输软件将其传到机床控制系统,即可直接用于螺纹的加工。

图4 螺纹加工刀具路径
如果将螺纹刀换成普通端铣刀或镗刀,通过合理设置螺距等参数的数值,也可以用于螺纹组孔上光孔的精密镗铣加工编程。
2螺旋式轮廓加工(Contour-Ramp)
使用该方法编程,加工图素为待加工螺纹的大径D。选择轮廓铣削(Contour)功能(见图5)。按提示栏的提示选取加工图素,点击“确定”后便得到轮廓加工对话框(见图6)。
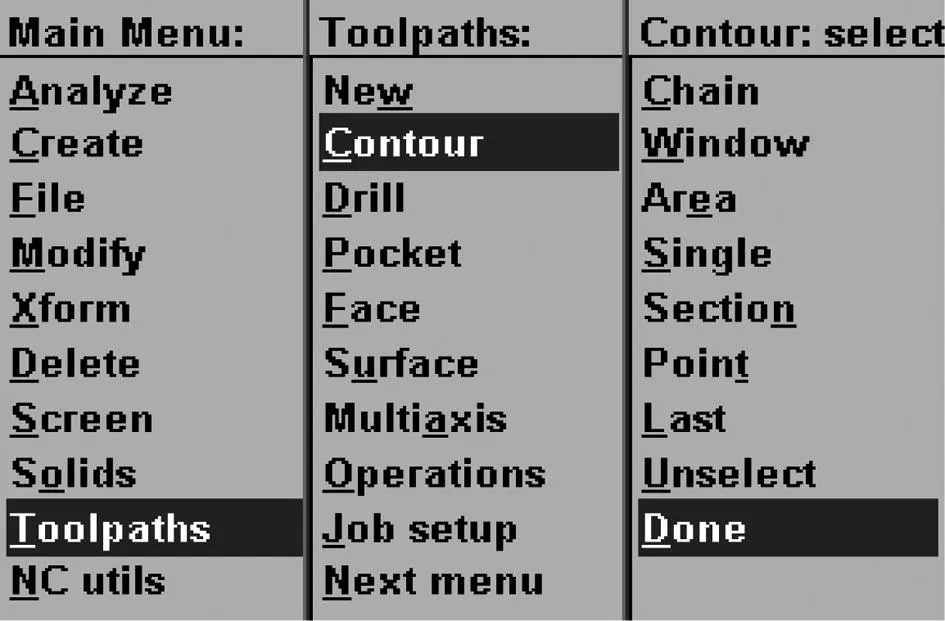
图5 轮廓加工菜单选项
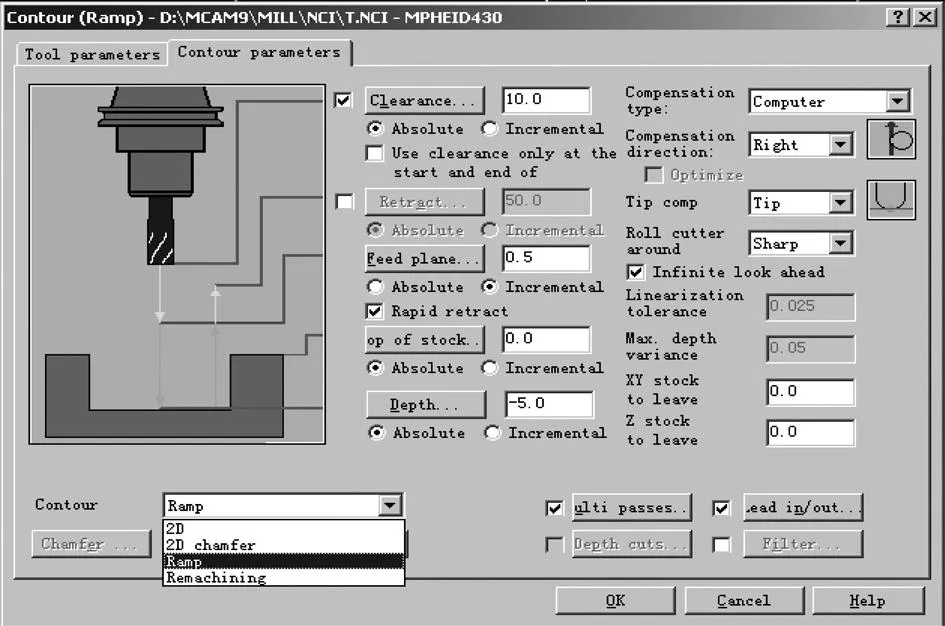
图6 轮廓加工对话框
在图6所示的对话框中选择螺旋式轮廓加工(Ramp)方式,可出现加工对话框(见图7)。
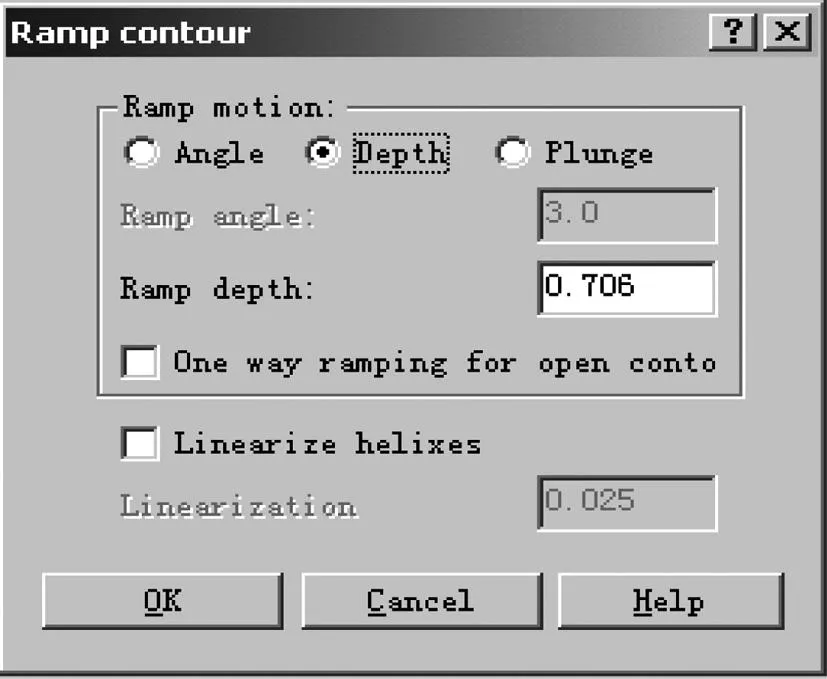
图7 螺旋式轮廓加工对话框
在该对话框中,选取渐降深度(Ramp depth),并设置其值为螺纹的螺距(0.706 mm)。设置好轮廓加工(contour parameters)各项参数后点击“确定”,同样可得到刀具路径。
合理设置螺纹螺距等参数的数值,换用端铣刀或镗刀,同样可以用于螺纹组孔上光孔的精密镗铣加工。
在MasterCAM软件中对于光孔的镗铣加工,使用全圆铣削(circle mill)加工方法会更加简便。
3技术特点
采用上述2种方法得到刀具路径后,调用相应数控系统的后处理程序,即可生成螺纹加工的NC程序。与参数编程方法加工螺纹相比,采用上述方法具有下述优点。
1)可以直接得到螺纹加工所需的NC程序。利用加工软件生成的刀具路径文件直接后置处理,即可得到加工所需的NC加工程序。不需要手工修改加工主程序,手工编制螺纹加工子程序,以及手工修改子程序中的各项参数值。
2)螺纹加工深度的控制更方便、更精确。采用参数编程的方法加工螺纹时,因为参数子程序的每次循环都应完成一个完整的360°螺旋,所以,螺纹的加工深度应为螺距的整倍数。为了使螺纹加工在深度方向上尽可能地接近底部,常常需要通过调整下刀点的Z坐标值,来控制螺纹加工的结束深度。而使用现在的方法,在加工对话框中直接输入螺纹的深度值即可。
3)螺纹加工的过程更安全、更高效。该技术充分地发挥了数控加工编程软件的功能,使得螺纹组孔的数控加工过程更加简便、更加自动化。
这样,一方面节省了编程时间,提高了工作效率;同时,也减少了在程序编制过程中因手工修改而出差错的几率,避免了可能造成的加工零件的报废甚至设备事故。
对于在同一加工工位上有多个螺纹组孔的零件,该方法较以往加工方法具有更高的生产效率。
4结语
选用MasterCAM编程软件的螺旋加工方法(Thread Mill)或螺旋式轮廓加工方法(Contour-Ramp),可实现微波腔体类零件上螺纹的高速加工,提高了加工编程的效率。上述2种方法编程时参数的设置大同小异,螺纹加工的效果也完全一样。
参考文献
[1] 王先逵. 机械制造工艺学[M]. 北京:机械工业出版社,2013.
[2] 庞勇.螺纹加工工艺方法研究[J].新技术新工艺,2014(6):16-19.
[3] 林福,孔艳艳,侯恩光. 基于宏程序的多头锯齿形螺纹加工程序应用[J].新技术新工艺,2014(7):4-6.
[4] 孙中柏. MasterCAM 9.1模具设计与加工范例[M]. 北京:清华大学出版社,2005.
责任编辑郑练
The Machining and Programming Technology of the Threads with MasterCAM
CHEN Xuebin
(The 41st Research Institute of CETC, Qingdao 266555, China)
Abstract:On the microwave cavity part, the threads machining is as an interface for the microwave signal input and output, and the precision of the threads machining directly affects the assembly precision of the module, accordingly affects the electric capability of the waveguide module. The paper introduces the machining and programming technology of the threads with MasterCAM software.
Key words:microwave cavity, threads machining, MasterCAM, tool-paths, NC program
收稿日期:2015-10-09
作者简介:陈学斌(1970-),男,工程师,主要从事精密数控加工及工艺等方面的研究。
中图分类号:TH 16
文献标志码:A
