曲线桥单箱多室钢箱梁制作技术与质量控制
2016-04-23武芳文张庆开李长学长安大学公路学院陕西西安70064中铁十四局集团西安建设投资有限公司陕西西安70000
武芳文,张庆开,李长学(.长安大学公路学院,陕西西安 70064;.中铁十四局集团西安建设投资有限公司,陕西西安 70000)
曲线桥单箱多室钢箱梁制作技术与质量控制
武芳文1,张庆开1,李长学2
(1.长安大学公路学院,陕西西安710064;2.中铁十四局集团西安建设投资有限公司,陕西西安710000)
摘要:以西安后围寨曲线立交桥为工程背景,详细阐述了钢箱梁几何尺寸控制、箱梁预拼接、焊接质量控制等制作工艺:采取数控精切、加入补偿量、冷矫正、火焰矫正等方法实现对箱梁尺寸的精度控制;通过对钢箱梁合理的分段分块,不仅可以保证制作质量,而且方便运输、架设;采用焊接反变形和施加刚性约束技术,选择合理的施焊方式、预留收缩量、施加临时刚性约束以及焊缝处理措施,有利于减小焊接残余变形和焊接残余应力,可以有效控制焊接变形。同时,进行全程质量控制,以保证箱梁制作精度,形成系统的钢箱梁制作工艺。
关键词:钢箱梁制作工艺焊接变形质量控制曲线桥
钢箱梁以其独特的优势,在桥梁工程中得到了越来越广泛的应用。武汉二环线汉口段高架桥[1]、南京麒麟互通匝道桥[2]、南京长江第四大桥[3]等工程均采用了钢箱梁技术。为保证钢箱梁工程的质量,选择合理的制作工艺尤为重要,特别是钢箱梁几何尺寸、焊接质量控制等工艺。若制作工艺不合理或出现较大偏差,则会使钢箱梁局部受力与设计不符,出现焊缝开裂、钢板扭曲甚至钢箱梁倾覆、落梁等现象,严重威胁交通安全。因此钢箱梁要严格按照工艺流程施工,制定各环节质量控制措施,以确保钢箱梁制作质量。本文以西安后围寨立交桥为工程背景,分析钢箱梁制作技术,探讨其施工工艺,确保钢箱梁的加工质量。
1 工程概况
西安后围寨立交桥位于三桥新街、尚航路与世纪大道的交叉处,承担各个方向交通流的转换作用,同时也是沣渭新区北片区重要的对外交通出口。为加快施工进度、保证施工质量,部分桥跨采用钢箱梁结构。钢箱梁为单箱多室断面,钢箱顶面宽8~29 m,按正交异性板设计,由互相垂直的面板、纵肋和横肋组成[4]。钢箱梁顶板厚20 mm,底板厚24 mm,腹板厚24 mm,其中顶板和底板均采用扁钢加劲肋,悬臂部位加劲肋间距500 mm,腹板间距400 mm。箱内每2 m设一道普通横隔板,厚度为24 mm。为便于节段之间现场施焊,中间开设进人孔。桥墩处设支点隔板和竖向加劲肋,箱梁主结构钢材为Q345qD。不同位置的焊缝质量要求分别为一、二级,防锈等级为Sa3.0级[5]。
本项目钢箱梁结构为曲线设计,且位于市区枢纽,施工限制因素较多;钢箱梁为全焊结构,焊缝密集,焊接变形控制难度大;块体种类多,数量大,且有较高的安装精度要求;各块体之间预拼装的纵横向匹配难以控制。因此,对制作工艺提出了更高的要求。
2 钢箱梁制作工艺
2.1钢箱梁制作工艺流程(图1)
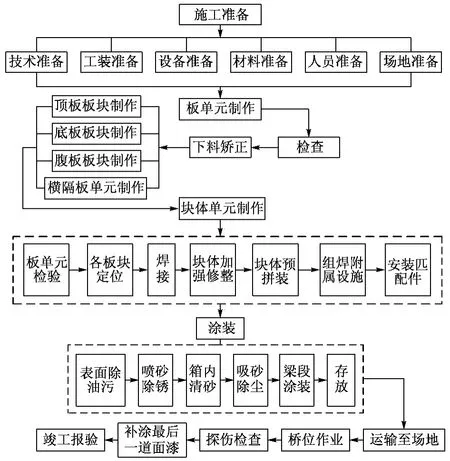
图1 钢箱梁制作工艺流程
2.2板单元的制作工艺
2.2.1板材的下料
钢板进厂复检合格后,才可投入生产。由于箱梁结构复杂,各板块单元形状不规则,下料时均采用CAM系统的数控切割机精切下料,以保证切割质量。对于单面焊双面成型的对接坡口,在数控下料时一并切出坡口。零件尺寸允许偏差见表1。
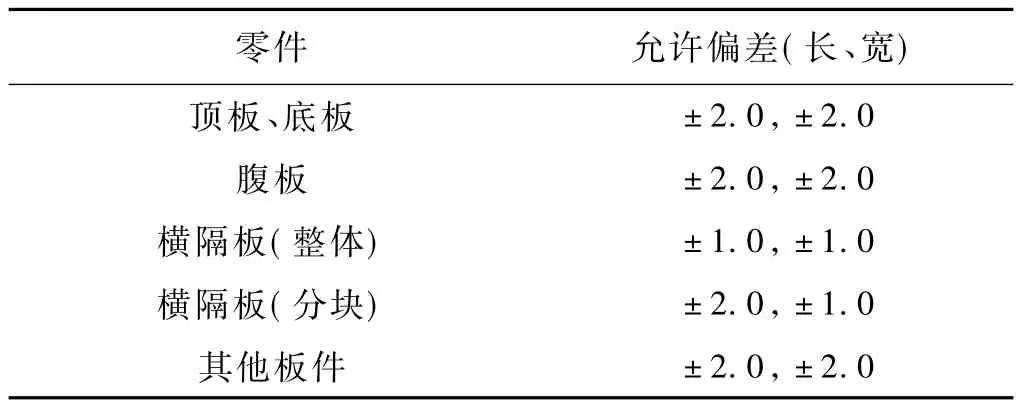
表1 零件尺寸允许偏差 mm
钢板下料前,先进行擀平、抛丸除锈、除尘、喷涂车间防锈底漆等处理。为保证切割表面不产生裂纹,切割硬度≤HV350;切割面垂直度≤0.05t(t为钢板厚度),且≤2.0 mm。由于设计图纸未考虑制作焊接的收缩量和加工余量,因此在数控切割时,应根据零件形状复杂程度、尺寸大小、精度要求等规定切入点、退出点、切割方向和切割顺序,并适当加入补偿量,消除切割热变形的影响。剪切后的零件边缘应整齐、无毛刺、反口等缺陷,剪切边边缘的直线度<1/1 000,缺棱≤1.0 mm。
2.2.2腹板单元的制作
顶板、底板、腹板、隔板均由钢板和板条肋组成,宽度为1.3~3.3 m,是组成钢箱梁单元块的基本构件。
将钢板置于平台上进行荒料对接、焊接、探伤、修整,然后划出纵横基准线及板条肋组装位置线。腹板板块不留二次切割量,不考虑预拱度,拱度在纵向对接口调整。采用冷矫正和火焰矫正的方法,矫正板块下料、焊接变形,重点矫正边缘的波浪变形。
2.2.3横隔板单元的制作
横隔板是钢箱梁组装的内胎,它的精度对钢箱梁的断面精度有很大影响,隔板零件全部采用数控切割机精切下料。由于隔板较薄,且形状不规则,焊接时容易产生变形,故采用CO2气体保护焊焊接。焊接时将横隔板固定在刚性平台上,然后采取对称、分段、同方向的焊接方法。在焊接过程中严格按照规定的焊接顺序和焊接工艺执行,以减小焊接变形,同时采用冷矫正或火焰法进行矫正。横隔板的组装见图2。
为了方便施工,满足现场吊装要求,钢箱梁采用横向断开设计,因此横隔板也应分段制作,在桥位安装时再对接焊为整体。横隔板的分段制作见图3。

图2 横隔板的组装

图3 横隔板的分段制作
2.2.4顶板、底板单元的制作
顶板单元与底板单元均由纵肋与箱梁顶、底板组成,单元件宽度为1.3~3.3 m,长度为10~13 m。顶板厚20 mm,底板厚24 mm,纵肋厚24 mm。纵肋与顶、底板的角接焊缝值均为14 mm×14 mm。由于焊接热量输入过大,板单元焊接变形量较大。为控制顶、底板单元纵向、横向的焊接变形,采用反变形胎架进行组装并焊接,以减少矫正工作量。
2.3整体胎型的预拼接
预拼接是钢箱梁桥位安装前一个极为重要的环节。为保证钢箱梁的成型尺寸、平面线型满足设计要求、接口错台及间隙满足现场定位精度,钢箱梁块体一般在工厂进行预拼接。组装前必须熟悉图纸和工艺文件,按图纸核对零件编号、外形尺寸和坡口方向,确认无误后方可组装。
按照箱梁的线型设计专用预拼装胎架,组装胎架应具有足够的刚度和几何尺寸精度。根据预拱度计算出箱梁底板支撑点的标高,每个箱梁块体下布置2个支撑点,以保证箱体的稳定性。在台凳的一侧设置定位基准挡块。块件吊装完成之后,要准确测量底板单元的标高、直线度、旁弯、线型等。
主体焊接完成后进行检查调整,然后焊接连接件,最后进行编号,以方便桥位安装。钢箱梁拼装基本尺寸允许偏差见表2,实际拼接情况见图4。

表2 钢箱梁拼装基本尺寸允许偏差 mm

图4 钢箱梁实际拼接情况
3 块体的焊接及控制措施
本桥为全焊钢箱梁,结构复杂,焊缝密集,焊缝形式多样,焊接变形和残余应力较大。针对该桥的结构特点进行了系统的焊接工艺试验,以确定合适的坡口形式、焊接方法、焊接设备、焊接材料、预热温度、层间温度、工艺参数等。选择与母材匹配的焊接材料,严格控制焊缝中氢的含量,确保焊缝各项指标达到设计要求。
3.1箱梁焊接变形的控制
焊缝的形成是一个连续、短时的冶金过程,在焊接过程中由于受热不均会引起钢板不均匀膨胀,焊接完成后焊缝收缩作用将引起钢板变形[6]。
焊接变形的控制所采取的措施主要有以下几种:
1)选择合理的焊接顺序和焊接方向,采用结构对称、接点对称、全方位对称的焊接原则;
2)采用反变形措施控制焊缝,预留合适的反变形量;
3)采用单面焊双面成型工艺,在焊缝的另一侧对接缝的底部贴陶瓷衬垫;
4)箱体整体组装焊接时,在箱口和内部适当位置增加刚性横隔板或刚性支撑,增加结构的整体刚度,减小由焊缝收缩引起的几何尺寸变化。
3.2箱梁残余应力的控制
本桥钢箱梁的焊接接头的主要形式为对接接头、T形接头,在接头部位由于力线扭曲,因而产生应力集中现象,对结构的抗疲劳能力不利,特别是结构构造复杂,焊缝约束度高,焊接后焊缝中存在较高的残余应力。
在施工前进行接头、坡口优化设计,焊接过程中对焊接顺序、焊接工艺进行控制,尽量减小应力集中。焊接前进行预热处理,减少母材与焊缝及热影响区的温差,减轻母材对焊接区域的约束,从而降低焊接接头的应力[7]。焊接后对焊缝的形状进行处理,增加焊趾处的过渡角和过渡半径,将焊缝修磨匀顺,磨削时方向应与力线方向一致。此外,对桥位横向对接焊缝进行余高磨平处理。
3.3焊缝质量检验
焊接过程中严格控制硫、磷等有害元素含量,以提高和稳定焊接接头的各项机械性能指标。根据焊接工艺评定试验确定预热温度和层间温度。所有焊缝冷却后进行外观检查,保证所有焊缝无缺陷,如裂纹、未熔合、焊瘤、夹渣、未填满弧坑、漏焊等。施焊24 h后,焊缝外观检验合格,进行X射线和超声波无损检测[8]。
4 结论
根据钢箱梁的结构特点进行了系统的工艺试验,制订了合理的钢箱梁制作工艺。
1)对于箱梁尺寸的精度控制,采取数控精切、加入补偿量、冷矫正、火焰矫正等方法。
2)胎型预拼接和箱梁横向断开设计满足了钢箱梁制作的精度、质量、运输、架设等方面的要求,可为施工条件有限的匝道桥或者立交桥以及类似工程提供参考。
3)选择合理的施焊方式、预留收缩量、施加临时刚性约束以及焊缝处理措施,有利于减小焊接残余变形和焊接残余应力。
4)焊接完成后的外观检验、X射线和超声波无损检测可以保证钢箱梁的制作质量。
参考文献
[1]黄涛.武汉二环线汉口段高架桥钢箱梁制作技术[J].钢结构,2011,26(2):44-48.
[2]王志翔.南京麒麟互通匝道桥钢箱梁制作技术[J].钢结构,2011,26(7):47-50.
[3]徐亮,李军平,成宇海.南京长江第四大桥钢箱梁制作技术[J].钢结构,2013,28(10):55-59.
[4]中华人民共和国铁道部.TB 10002.2—2005铁路桥梁钢结构设计规范[S].北京:中国铁道出版社,2005.
[5]江苏省质量监督局.DB 32/T 947—2006公路桥钢箱梁制造规范[S].南京:江苏科学技术出版社,2007.
[6]付荣柏.焊接变形的控制与矫正[M].北京:机械工业出版社,2006.
[7]张筱雨.高原山区悬索桥钢箱梁现场制造质量控制关键技术[J].公路交通科技(应用技术版),2015(8):199-201.
[8]中华人民共和国建设部,中华人民共和国质量监督检验检疫总局.GB 50205—2001钢结构工程施工质量验收规范[S].北京:中国计划出版社,2002.
(责任审编郑冰)
Fabricating Technique and Quality Control over Steel Box Girder with Single Room and Multiple Boxes for Curve Bridge
WU Fangwen1,ZHANG Qingkai1,LI Changxue2
(1.School of Highway,Chang'an University,Xi'an Shaanxi 710064,China;2.Xi'an Construction Investment Company,China Railway 14th Bureau Group Co.,Ltd.,Xi'an Shaanxi 710000,China)
Abstract:T aking Houweizhai interchange engineering in Xi'an city as an example in the paper,the fabricating technique about steel box girder such as the geometric dimension control,the splice and welding quality control were discussed in detail.T he precision control of steel box girder geometric dimension was achieved by using some methods including CNC(Computer Numerical Control)precision cutting,add compensation,cold correction and flame correction.T he steel box girder is divided into some segments,the quality of production can be guaranteed.It is convenient to transport and erect for the bridge.W elding anti-deformation and rigid constraints are adopted in the steel box girder construction.T he residual deformation and stress are reduced by choosing a reasonable welding,shrinkage allowance,rigid constraints and weld treatments,so the welding deformation can be controlled effectively.T he quality control is working through the whole process to ensure the production accuracy,and form systematically fabricating technique for the steel box girder.
Key words:Steel box girder;Fabricating technique;W elding deformation;Quality control;Curve bridge
作者简介:武芳文(1980—),男,副教授,博士。
基金项目:国家自然科学基金(51408040);中央高校基本科研业务费专项资金(2013G1211012)
收稿日期:2015-10-21;修回日期:2016-01-03
文章编号:1003-1995(2016)03-0021-04
中图分类号:U445.47+2
文献标识码:A
DOI:10.3969/j.issn.1003-1995.2016.03.06
