六西格玛DMAIC流程在制造企业的应用——JCYM BR2锁扣案例
2016-04-18◆杨博/文
◆杨 博/文
六西格玛DMAIC流程在制造企业的应用——JCYM BR2锁扣案例
◆杨博/文
继摩托罗拉、通用电气推行六西格玛管理取得巨大成功之后,六西格玛为全世界的企业所关注。上海延锋江森座椅机械部件有限公司(以下简称JCYM)的六西格玛推广工作,也得到了公司管理层的大力支持。本文将重点介绍六西格玛的DMAIC流程在JCYM成功应用的一个案例——BR2锁扣产品销子脱落问题改善。
一、界定阶段
后靠背锁扣是将汽车后靠背固定在骨架上的连接件,BR2锁扣作为JCYM的一款主力锁扣,主要客户有福特、铃木、尼桑、特斯拉等。
从BR2锁扣产品试制至2014 年2月,BR2锁扣在装配过程中出现销子脱落,造成锁扣不解锁,甚至锁扣解体,导致产品功能性的缺失, 平均脱落比例为15%,占所有不良比例的86.1%。针对这一问题,JCYM传动件单元迅速成立六西格玛团队进行项目攻关。
二、测量阶段
(1)明确衡量指标
团队从生产流程的各个环节入手,结合销子脱落现象,将销子的推出力定义为衡量销子脱落的关键指标。后续所有环节,均以销子推出力为研究方法和项目输出,确定的具体指标为:销子推出力需不低于100牛顿。
(2)测量系统分析
团队对销子推出力的现状进行了测量系统分析,确保后续收集到的数据更加精确,从而减少因测量系统误差而带来的影响。由于推出力属于破坏性试验,采用量具研究的嵌套方差分析,测量系统波动小于30%,且分辨率大于5,说明测量系统符合要求。
(3)确定改善目标
团队对销子推出力的现状进行了过程控制研究和过程能力分析,过程控制无异常,但过程能力的PPK值仅为0.4,更进一步锁定改善点——提高销子推出力的过程能力,即提高销子推出力的PPK值。
三、分析阶段
(1)锁定关键工位
团队结合产品结构和加工工艺,研究生产环节中各个工位对销子推出力的影响,从而锁定关键工位是OP10销子外壳压铆工位和OP40压铆工位。
(2)细化改善方向
由于OP10和OP40这两个工位对销子的加工方向相反,团队对两个工位加工后的销子推出力进行了抽样检验,并运用双样本T检验,从而确定OP10工位对销子推出力存在正面影响,而OP40工位对销子推出力存在负面影响。团队的改善方向细化为提高OP10工位的销子推出力,同时减小OP40工位的反向影响。
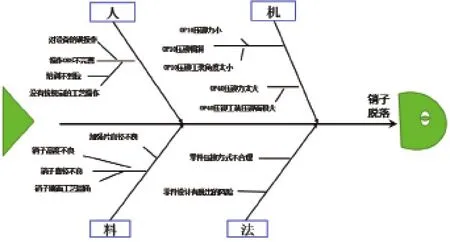
图1 潜在因子鱼骨图
(3)潜在影响因子收集
团队锁定关键的OP10工位和OP40工位,从人、机、料、法四个维度进行头脑风暴,对可能起到影响的潜在因子进行收集,四个维度共收集到15个潜在因子(如图1)。
(4)标准化作业因素
在团队成员收集到的15个潜在因子中,“设备误操作”“员工未按照作业指导书操作”等6个潜在因子属于不符合标准化作业。团队成员在确认标准化作业的执行情况后,排除了上述6个潜在因子的影响。
(5)量化因子分析
针对其余9个可量化衡量的潜在因子,团队成员根据潜在因子的特性,对连续型数据因子和离散型数据因子,分别进行一般线性模型、T检验和回归分析(如表1所示),以及根据各种方法得到检验P值。
经过分析阶段,团队成员对所有潜在因子进行逐一验证,筛选出对销子推出力存在显著性影响的三个关键因子:OP10压铆工装角度、OP40压铆工装压铆面积、销子端面工艺圆角(如表2所示)。

表1 可量化潜在因子分析表

表2 因子表
四、改善阶段
团队成员确定关键因子后,进行DOE试验,寻找出三种因子的最佳组合方案。
(1)因子水平设定
结合三种因子所存在的具体状态,分别对三种因子进行水平设定。OP10压铆工装角度设置“36°、45°、60°”三个水平状态,OP40压铆工装压铆面积设置“大、小”两个水平状态(以工装R 角6.25mm和R角6.75mm作为区分),销子端面工艺圆角设置“有、无”两个水平状态。
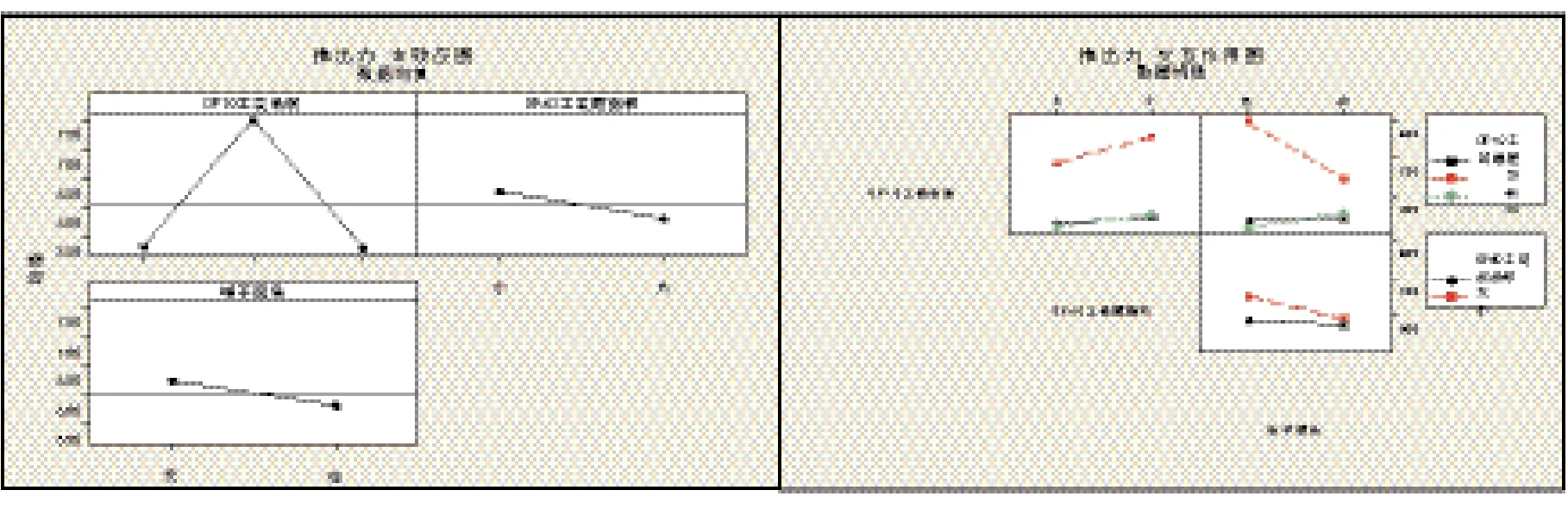
图2 主效应及交互作用图
(2)试验设计及分析
团队成员根据三种因子的水平设定,进行一般全因子设计,并得出三种因子的主效应和交互作用(如图2)。其中,OP40压铆工装压铆面积小,销子推出力大;销子端面无工艺圆角,销子推出力大;但是OP10压铆工装角度在试验区间呈现近似二次函数的曲线,并与另外两个因子存在交互影响,需要进行响应曲面分析。
(3)响应曲面分析
团队成员对OP10压铆工装角度进行响应优化,拟合出最佳角度为48.89°,考虑到机加工难度和成本,将最佳角度定义为50°。
(4)因子最优组合
经过上述试验设计,三种因子的最优组合方案确定为:OP10压铆工装角度为50°,OP40压铆工装截面积小(工装R角6.75mm),销子端面取消工艺圆角。
(5)改善效果
团队成员将三种关键因子的最优组合应用于生产后,销子推出力的过程能力PPK值上升至1.73,销子脱落现象未再出现,年节约材料报废成本及人工成本61万元。
五、控制阶段
销子推出力改善后,团队成员对销子推出力进行了控制统计,并与改善前的销子推出力进行了对比。经过过程统计,团队发现改善后销子推出力能够稳定地达到400牛顿,因此,团队进一步对销子推出力进行了内控,要求其大于400牛顿。
六、小结
本项目的成功,使团队成员对原材料的工艺特性、产品结构、内部生产流程有了更加深刻的认知,为后续工作的展开积累了宝贵的经验;在活动中,团队成员集思广益、齐心协力,共同完成了项目,增强了团队凝聚力;在DMAIC流程的指引下,团队成员对六西格玛的改善流程有了更加清晰、更加全面的认识,实现了理论与实际更好的结合。