钨坩埚的制备技术
2016-04-18葛启录刘国辉刘桂荣钢铁研究总院北京0086安泰科技股份有限公司北京0086
陈 锦,熊 宁,葛启录,刘国辉,刘桂荣,李 强(.钢铁研究总院,北京0086;.安泰科技股份有限公司,北京0086)
钨坩埚的制备技术
陈锦1,2,熊宁2,葛启录1,刘国辉2,刘桂荣2,李强2
(1.钢铁研究总院,北京100816;2.安泰科技股份有限公司,北京100816)
摘要:钨坩埚是一类重要的钨深加工产品。文章针对钨坩埚的制备技术进行了整理研究,比较分析了等静压-烧结法、锻造加工法、化学气相沉积法、旋压成形法、等离子喷涂成形法、铆焊成形法等6种钨坩埚制备技术,详细阐述了各制备技术的特点,发现不同制备方法生产的钨坩埚产品性能差异较大。通过国内外钨坩埚参数比较,得出我国等静压-烧结法制备的钨坩埚技术已经达到国际领先水平;同时还对钨坩埚发展前景进行了展望,在保证质量和产能的前提下,在相关产业的带动下,中国有望成为全球钨坩埚生产和研究中心。
关键词:钨坩埚;制备技术;等静压-烧结法;化学气相沉积法;铆焊成形法
钨是国家的战略资源之一,具有高熔点(3 410℃)、高密度、高温强度大、高温硬度高、热膨胀系数小、抗腐蚀性能强等特性,以纯钨为原料制备的钨坩埚被广泛应用于稀土冶炼、石英玻璃、晶体生长等行业,在现代工业中发挥着重要的作用。近年来,市场对钨坩埚等深加工异形钨材料的需求量逐渐增多、质量要求越来越高,所以,研究钨坩埚的制备方法及其特点,对钨材料的深加工开发应用具有重要意义[1-2]。
1制备技术
1.1等静压-烧结法
等静压-烧结法是当今生产钨坩埚最主要的制备技术之一。此方法主要包括原料合批、装粉、等静压压制、高温烧结、车加工、成品检验等六个工序,具体步骤如下:根据压坯装料要求尺寸组装模具,把符合国标要求的钨粉原料装入模具并且密封(图1)、放入冷等静压机中进行压制,成形压强一般为180~250 MPa;然后将压坯置于高温感应烧结炉中烧结,升温速率为80~150℃/h,最高温度为2 200~2 400℃,高温保温时间为4~8 h;按照成品要求对烧坯进行车加工,最后对成品进行外观、尺寸、密度等质量检测[3-4]。
图1坩埚装料示意Fig.1 Charge sketch of crucible
从20世纪90年代开始,我国科研人员开始研究等静压-烧结法制备钨坩埚的具体流程及工艺关键点,得到了诸多成果。吴志盈等[5]总结了等静压-烧结法制备钨坩埚生产过程中模芯设计、乳胶套选择、钨粉选用、压制和烧结等关键环节的研发经验;李来平[6]等分析了钨坩埚底部出现裂纹的原因,指出粉末配料、压制压力、模芯底端圆角大小、烧结升降温速度等因素是造成钨坩埚出现裂纹的主要因素。这些科研成果为后续的钨坩埚研发、生产奠定了基础,随着市场的发展,各生产厂家不断加大设备和资金的投入,用于钨坩埚的研发和生产,钨坩埚的质量和产能也逐步提高。通过比较国内外通过等静压-烧结法制备的钨坩埚技术指标(表1),可以看出我国应用
该方法制备大尺寸钨坩埚技术已经达到国际先进水平。安泰科技股份有限公司在2013年生产出外径600 mm、高度760 mm、密度18.0 g/cm3、成品重量达到1 t的钨坩埚[3](图2),把等静压-烧结法生产钨坩埚的研究推向了新的阶段。
表1国内外等静压-烧结法制备的钨坩埚特点比较Tab.1 CharacteristicsoftungstencruciblesbyHIP-sinteringmethod

图2外径600 mm×760 mm钨坩埚Fig.2 Tungsten crucible(600 mm×760 mm)
1.2锻造加工法
图3锻造加工法生产流程Fig.3 Production process of forging
锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法。采用锻造加工法制备钨坩埚主要包含坯料准备、锻造、机加工三个步骤(图3),其中锻造变形是关键步骤。具体步骤如下:根据钨坩埚成品要求计算所需钨棒尺寸和质量,此坯料的相对密度一般为90 %~95 %,钨棒可在市场购买,也可采用压制、烧结法制备[7];把准备好的钨棒在氢气炉中加热至开坯温度(1 400~1 600℃),保温一段时间后锻造开坯,然后对坯料再进行加热、再次锻造,待多次锻造后,坯料总变形量达到50 %~60 %、外形尺寸符合设计尺寸,即完成锻造工艺;最后,对锻造后的坯料退火,并按照成品尺寸要求加工(图4)。锻造加工法生产的钨坩埚密度一般大于19.0 g/cm3,由于其密度几乎达到理论密度,此类钨坩埚的抗拉强度以及高温抗变形性能比其他方法生产的钨坩埚性能好;但受设备及工艺影响,此方法制备的钨坩埚尺寸较小,一般直径小于100 mm;由于最终成品坩埚是由钨棒加工而来,材料的利用率不高。

图4锻造加工生产的坩埚Fig.4 Tungsten crucibles by forging
1.3化学气相沉积法
化学气相沉积(CVD)是一种通过气相化学反应在被加热的固态基体表面生成固相沉积物的工艺方法,可以进行多元合金沉积。化学气相沉积法制备异形钨制品的原理为:以六氟化钨和氢气为原料,通过六氟化钨与氢气发生氧化还原反应生成气相沉积钨原子(WF6+3H2→W+6HF)[8],反应生成的钨原子沉积在基体上获得钨沉积层(化学反应温度在400~650℃之间),沉积结束后,根据是否去除基体可得到纯钨产品或钨涂层产品。采用CVD法制备钨坩埚时,需要先加工一个目标尺寸的铜基体(图5),在其表面沉积一定厚度钨后,钨坩埚成形;然后处理加工去除铜基体,退火后即得到成品钨坩埚(图6)。
图5 CVD法制备钨坩埚装置示意[9]Fig.5 Sketch of manufacturing crucible by CVD
化学气相沉积法可制备形状复杂、薄壁且具有高纯度、高致密度等特征的钨制品,工艺特点鲜明,是纯钨制备方法的重要研究方向。最近十年国内关于这方面的研究逐渐增多,其中,北京工业大学的马捷等[10]研究了CVD法制备异形钨制品的具体工艺,分析工艺参数对产品性能的影响,并制备了坩埚状的异形钨制品,为此方法的发展作出了贡献。厦门钨业股份有限公司经过多年的研发与改进,已建立了一整套利用CVD法制备纯钨产品和涂层产品的工艺流程与设备体系[9]。随着这些研究成果的转化,CVD法制备的钨坩埚将被逐渐推向市场。

图6 CVD法制备的坩埚状异形钨制品[10]Fig.6 Tungsten crucibles by CVD
1.4等离子喷涂成形法
等离子喷涂技术是采用等离子电弧作为热源,将陶瓷、合金、金属等材料加热到熔融或半熔融状态(图7),并将其高速喷向经过预处理的工件表面而形成附着牢固的表面层的方法。因等离子喷射温度高达10 000℃,集高温融化、快速凝固及近净成形于一体,已在钨及钨基难熔金属的成形方面得到应用,如吴子健等[11]用等离子喷涂的方法制备了规格为Ø内720mm/Ø外760mm×长1600mm的钨管。
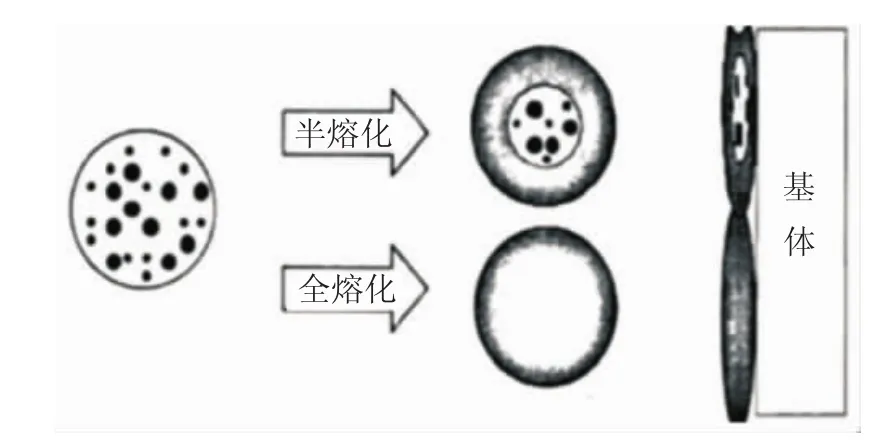
图7等离子喷涂过程示意Fig.7 Sketch of plasma spraying
用等离子喷涂技术制备钨坩埚时,根据坩埚成品尺寸准备合适的石墨模芯,并把石墨模芯固定在密闭室内的转盘上,对密闭室抽真空,通入高纯保护氩气,然后采用等离子喷涂设备在石墨模芯的表面进行等离子喷涂。生产中要求喷涂钨粉原料纯度大于99.95 %、费氏粒度30~70 μm,喷枪由机械手夹持控制,这样可保证产品尺寸及厚度均匀性的要求。当样品的尺寸达到设计要求时,停止喷涂并对样品进行冷却,取出样品后用机械加工的方法去除石墨模芯,得到钨坩埚坯(图8)。闵小兵等[12]用等离子喷涂技术制备了Ø外116 mm、壁厚13 mm、高115 mm、底厚15mm的钨坩埚,由于等离子喷涂制备的钨制品相对密度约为85 %[11-12],内部组织中留有较多的孔隙,所以采用此方法制备的钨坩埚在应用前需要进行真空热处理或者其他热处理,提高钨坩埚致密度和力学性能。另外,在等离子喷涂过程中,部分钨粉被烧蚀,导致原料利用率不高,这也是制备过程中要考虑的因素。

图8等离子喷涂成形的钨坩埚[13]Fig.8 Tungsten crucible by plasma spraying
1.5旋压成形法
旋压成形法是将平板或空心坯料固定在旋压机的模具上,在坯料随机床主轴转动的同时,用旋轮或赶棒加压于坯料,使之产生局部的塑性变形。在旋轮的进给运动和坯料的旋转运动共同作用下,使局部的塑性变形逐步地扩展到坯料的全部表面,并紧贴于模具,完成零件的旋压加工。

图9旋压钨坩埚过程Fig.9 Sketch of spinning
用旋压成形法制备钨坩埚时,采用锥形件剪切旋压或筒形件流动旋压的工艺。首先用粉末冶金的方法制备钨烧坯,通过热轧工艺把钨烧坯热轧成设计厚度的薄板,把薄板加工成圆片状,然后置于热旋压机上(钨板和模具保持同心),旋压时用氢气和压缩空气混合火焰加热,加热温度1 000℃左右,每道次的壁厚减薄控制在0.5 mm左右。为防止旋压时开裂,当加工率达50 %~70 %时,一般采用1 000~1 100℃通氢气保温1 h退火处理来消除内应力、增加塑性,以便进一步旋压(图9)。经多次旋压后,钨板外形变为坩埚状,钨板壁厚减薄且紧贴模具,经冷却后即得到旋压钨坩埚。
奥地利Plansee公司采用旋压的工艺成功生产了钨坩埚,并已经投放市场。国内从20世纪80年代开始了旋压工艺生产钨钼制品的研究,黄科等[13]研究了薄壁钨管旋压温度控制工艺;安泰科技、厦门金鹭等公司已经掌握旋压成形钼坩埚的技术,正在开展旋压成形生产钨坩埚的试验。
1.6铆焊成形法
铆焊成形法是把两种或两种以上金属连接在一起的方法,分为铆接和焊接。铆接即用铆钉把两种金属连接,钨板和钨板之间一般用钨铆钉或钼铆钉进行连接。焊接是通过高温将两种金属的连接部位熔化在一起,纯钨的焊接主要有熔焊、钎焊两种工艺,熔焊工艺中最常用的方法是钨弧焊接法和电子束焊方法。铆焊方法制备钨坩埚的一般流程为:先用钨板铆焊成钨筒,再与圆形钨板铆焊成钨坩埚。目前,生产厂商用此方法制备外径超过600 mm的钨坩埚,此类钨坩埚一般用做舟皿或高温下固体的装载容器。
2各种制备技术的比较
钨坩埚属于钨深加工产品,产品附加值较高,几代研究者对其制备方法进行了大量的研究,其中部分制备方法已被应用于批量产品生产。表2为六种制备技术的产品密度、外径尺寸及优缺点的比较。在钨坩埚的各种制备工艺中,等静压-烧结法、锻造加工法、铆焊成形法被众多厂家应用,这三种方法制备的钨坩埚占据目前绝大部分市场份额,等静压-烧结法发展迅速,研究人员用此方法制备了大尺寸、高密度的钨坩埚,已经间接促进了下游领域的发展。最近几年,化学气相沉积、旋压成形、等离子喷涂成形等制备钨坩埚的方法取得了较大的研究进展,其中,化学气相沉积法能制备高纯、致密、大尺寸的钨坩埚,被认为是一种很有潜力的钨坩埚制备方法。
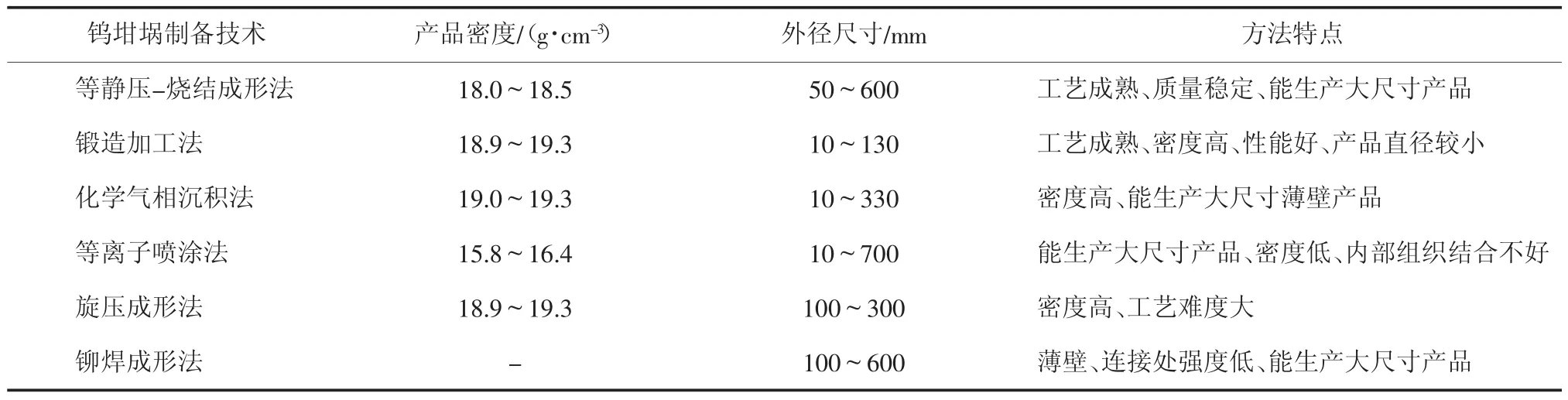
表2钨坩埚的主要制备技术特点比较Tab.2 Characteristics of main preparation technology of tungsten crucible
3展望
3.1发展方向
根据钨坩埚的应用及研究现状,预计未来几年,钨坩埚的发展方向将是研究制备大尺寸、高品质、低成本特征的钨坩埚。
目前,钨坩埚的主要应用领域是蓝宝石晶体生长、稀土冶炼、石英连熔等行业,这三个行业使用等静压-烧结法生产的钨坩埚作为耐高温的核心装备生产产品,这三个行业对高质量、大尺寸设备的需求影响未来几年钨坩埚的发展;此外,钨坩埚还被用于废核燃料再生处理和真空蒸发镀膜行业,如废核燃料再生处理可用等静压-烧结法或者化学气相沉积法制备的钨坩埚,锻造加工法生产的钨坩埚一般被用于真空蒸发镀膜行业。
在制备技术研究方面,等静压-烧结法是目前最普遍的生产方法,我国采用等静压-烧结法制备大尺寸钨坩埚技术已经达到国际先进水平,持续提高钨坩埚的冷等静压工艺和烧结工艺是钨坩埚生产企业的工艺研究方向;同时,用CVD法制备的异形、薄壁钨坩埚有可能形成产业规模。在钨坩埚产品规格开发方面,生产大尺寸的钨坩埚是行业发展的方向之一,直径大于380 mm的钨坩埚将逐渐成为市场主流,研发生产直径大于800 mm的高质量钨坩埚是行业即将面对的课题。在钨坩埚的性能方面,等静压-烧结法生产的产品密度逐年提高,目前国内钨坩埚密度达到18.3 g/cm3,未来几年钨坩埚密度有望达到18.5 g/cm3;内部组织均匀、高温抗变形性能好将成为钨坩埚一项重要检验要求;钨坩埚性能与实际应用的对应关系值得广大研究人员和产品使用者共同分析总结。同时,推进近尺寸成形,提高钨坩埚生产制备过程中钨粉原料的综合利用率、尽可能降低制备成本,是未来钨坩埚生产的另一个重要研究方向。
3.2前景展望
我国制备和使用钨坩埚的研究要晚于前苏联及其他欧洲国家,但凭借自身资源优势和研究人员的不懈努力,等静压-烧结法制备钨坩埚技术发展迅速。国内钨钼生产厂家不断提升钨坩埚产品尺寸和质量、扩大产能,国产钨坩埚的国际影响力将越来越大;在石英连熔产业和蓝宝石长晶产业的带动下,我国有望成为全球重要的钨坩埚生产和研究中心。
参考文献:
[1]赵慕岳,范景莲,刘涛,等.中国钨加工业的现状与发展趋势[J].中国钨业,2010,25(2):26-30.
ZHAO Mu -yue,FAN Jing -lian,LIU Tao,et al.Current situation and development trend of China tungsten processing industry[J]. China Tungsten Industry,2010,25(2):26-30.
[2]王发展,唐丽霞,冯鹏发,等.钨材料及其加工[M].北京:冶金工业出版社,2008.
[3]刘国辉,陈锦,王铁军,等.一种大尺寸高密度钨坩埚及其制备方法:CN 103350227 A [P].2013-05-23.
[4]段小建,苏育生,李来平,等.大规格钨坩埚的试制[C]//全国难熔金属学术交流会.宜昌:[s.n.],2002.
[5]吴志盈,窦永庆.稀土用钨坩埚的研制[J].稀有金属快报,2001,(1):21-22.
[6]李来平,段小建,段海清,等.钨坩埚底部出现裂纹的原因分析[C]//全国难熔金属学术交流会.宜昌:[s.n.],2002:64-66.
[7]刘燕,王增民,宋光涛,等.大规格烧结钨棒的研制[J].稀有金属快报,2001,(7):15-16.
[8] PIERSON H O . Handbook of chemical vapor deposition(CVD)principles,technology,and applications second edition [M].Park Ridge: Noyes Publications,1999.
[9]陈志刚,颜彬游,冯振雷.化学气相沉积法制备钨系列产品特点及工艺分析[J].稀有金属与硬质金,2013,41(6):17-21.
CHEN Zhi-gang,YAN Bin-you,FENG Zhen-lei.Characteristics and technology analysis of tungsten series products produced by chemicalvapor deposition[J]. Rare Metals and Cemented Carbides,2013,41(6):17-21.
[10]马捷,张好东,毕安园,等.化学气相沉积法制取异型钨制品研究[J].兵工学报,2006,27(2):315-319.
MA Jie,ZHANG Hao -dong,BI An -yuan,et al.Preparation of shaped tungsten product by chemical vapor deposition [J]. Acta Armamentarii,2006,27(2):315-319.
[11]吴子健,张虎寅,堵新心,等.大直径钨管发热体等离子体喷涂成形制造技术[J].粉末冶金技术,2005,15(5):1-4.
WU Zi-jian,ZHANG Hu-ying,DU Xin-xin,et al.Plasma spraying manufacturing technique for heating objection of tungsten tubular [J].Powder Metallurgy Industry,2005,15(5):1-4.
[12]闵小兵,王跃民,夏光明,等.一种新型难熔金属异型件的制备技术及其应用[J].粉末冶金技术,2010,28(4):297-301.
MIN Xiao -bin,WANG Yue -min,XIA Guang -ming,et al. Preparation and application of a new heterotypical refractory metal part[J].Powder Metallurgy Technology,2010,28(4):297-301.
[13]黄科,陈兴驰,梁淑贤.薄壁钨管旋压温度控制研究[J].广东有色金属学报,2005,15(4):41-43.
HUANG Ke,CHEN Xing -chi,LIANG Shu -xian.Research into spinning temperature control of thin-wall tungsten pipe[J].Journal of Guangdong Non-ferrous Metals,2005,15(4):41-43.
Manufacturing Technology of Tungsten Crucibles
CHEN Jin1,2, XIONG Ning2, GE Qi-lu1, LIU Guo-hui2, LIU Gui-rong2, LI Qiang2
(1.Central Iron and Steel Research Institute, Beijing 100816, China; 2.Advanced Technology & Materials Co., Ltd., Beijing 100816, China)
Abstract:Tungsten crucible has been widely used in rare earth metallurgy, quartz glass and crystal growth. This paper reviews the manufacturing methods of tungsten crucibles by introducing HIP -sintering method, forging manufacturing method, chemical deposition method, spinning method and welding method. It compares the advantages and disadvantages of different methods. The results showed that different production methods lead to different product performance. The development of tungsten crucibles in China is prospected.
Key words:tungsten crucibles; manufacturing technology; HIP-sintering method; chemical deposition method; welding method
作者简介:陈锦(1978-),男,湖南华容人,高级工程师,主要从事钨钼产品的研究和生产。
收稿日期:2015-12-18
DOI:10.3969/j.issn.1009-0622.2016.01.012
中图分类号:TF125.2+41
文献标识码:A
资助项目:工业和信息化部重点产业振兴及技术改造项目(112110108084000159)
