润滑油高压加氢再生催化剂的再利用研究
2016-04-12熊春珠黄新平王雪梅
熊春珠,黄新平,何 萍,王雪梅
(中国石油克拉玛依石化有限责任公司,新疆 克拉玛依 834000)
润滑油高压加氢再生催化剂的再利用研究
熊春珠,黄新平,何 萍,王雪梅
(中国石油克拉玛依石化有限责任公司,新疆 克拉玛依 834000)
润滑油高压加氢装置处理段催化剂经再生后,与新鲜催化剂相比活性下降,为充分利用该催化剂,在实验室开展了中低压下替换工业润滑油中压加氢处理和加氢脱酸催化剂的评价,结果表明,高压加氢装置处理段催化剂可满足中压加氢处理和加氢脱酸工艺的要求,提高了再生催化剂的利用率,具有较好的经济效益,可为其它炼油企业提供参考。
润滑油基础油 高压加氢 催化剂 再生 加氢脱酸
中国石油克拉玛依石化有限责任公司(简称克拉玛依石化)高压加氢装置处理段催化剂经器外再生投入使用后活性下降,对润滑油生产造成了较大影响。虽然通过优化原料等方法可尽量延长催化剂的使用寿命,但再生剂的使用周期缩短已不可改变。在这种情况下,着手实施高压加氢装置处理段催化剂的替代方案,这将造成处理段再生催化剂的闲置。为使处理段再生催化剂得到充分合理的再利用[1-4],本课题在实验室中进行了器外再生催化剂的再利用可行性研究。
1 研究方案
1.1 再生催化剂物化性质分析
高压加氢处理段催化剂经过再生后,各物性指标恢复良好,达到了再生催化剂标准要求,新鲜催化剂和再生前后催化剂的物化性质分析结果见表1。

表1 催化剂物化性质
1.2 替代现有中压加氢处理催化剂方案
克拉玛依石化中压加氢处理装置催化剂已使用近6年,活性表现出较明显的下降趋势,如不及时更换,将难以满足产品质量要求,对生产经营活动会造成较大的影响。为此,进行将高压加氢装置处理段再生催化剂用于中压加氢处理装置的可行性研究。在实验室中以稠油减二线、稠油减二线脱酸油为原料,采用高压加氢装置处理段再生剂进行加氢处理试验,以便综合考察该催化剂重复利用的可行性。中压加氢处理工艺条件以工业装置的操作条件为基准,通过可变化的反应温度来评价该催化剂再利用的可行性。
1.3 替代现有加氢脱酸催化剂方案
工业装置润滑油加氢脱酸催化剂也同样使用多年,寿命进入末期,存在催化剂更换的要求,因此考察将高压加氢装置处理段再生催化剂应用于加氢脱酸过程的可行性。实验室以稠油减二线油、减三线油、轻脱沥青油为原料,采用高压加氢处理段再生催化剂进行工艺条件考察。并将实验室得到的油品质量与加氢脱酸装置的工业控制指标进行对比,以便综合考察该催化剂在加氢脱酸装置上重复利用的可行性。
2 实 验
2.1 加氢实验装置
实验室固定床加氢装置反应器体积为200 mL,能够自动控制反应压力、反应温度、进油量和进氢量,能够根据实验需求进行程序升温和降温。具体装置流程示意见图1。

图1 试验装置流程示意1—一级反应器; 2—二级反应器; 3—定压阀; 4—气体质量流量计;5—原料罐; 6—原料泵; 7—振动式液位计; 8—高压分离罐; 9—脱油罐;10—尾气减压阀; 11—尾气表; 12—产品罐
2.2 原料油性质
实验原料稠油减二线油、减三线油、轻脱沥青油分别取自常减压蒸馏装置和丙烷脱沥青装置,稠油减二线脱酸油取自加氢脱酸装置,具体性质见表2。

表2 原料油性质
3 结果与讨论
3.1 中压加氢条件考察
以稠油减二线油、减二线脱酸油为原料,进行加氢工艺条件考察,结果见表3和表4。由表3可见:以稠油减二线油为原料时,在压力、空速、氢油比固定的条件下,随反应温度的升高,重质润滑油(大于360 ℃馏分)收率呈下降趋势,说明在苛刻的反应条件下,再生剂表现出了较强的裂化性能,在目前中压加氢工业装置反应温度下,再生剂的裂解性能明显优于工业在用催化剂;再生剂表现出较好的精制效果,脱硫、脱氮性能较强;重质润滑油的硫质量分数可降至50 μgg以下,氮质量分数降至20 μgg以下,酸值在0.02 mgKOHg以下。
由表4可见:以稠油减二线脱酸油为原料,在压力、空速、氢油比固定的条件下,随反应温度升高,重质润滑油收率呈下降趋势,与以稠油减二线油为原料时相比,重质润滑油的收率降低了3%~10%。这说明以减二线脱酸油为原料时,可以降低反应苛刻度,提高目的产品收率;再生剂表现出较好的精制效果,采用减二线脱酸油为原料时,反应温度可降低约5 ℃。
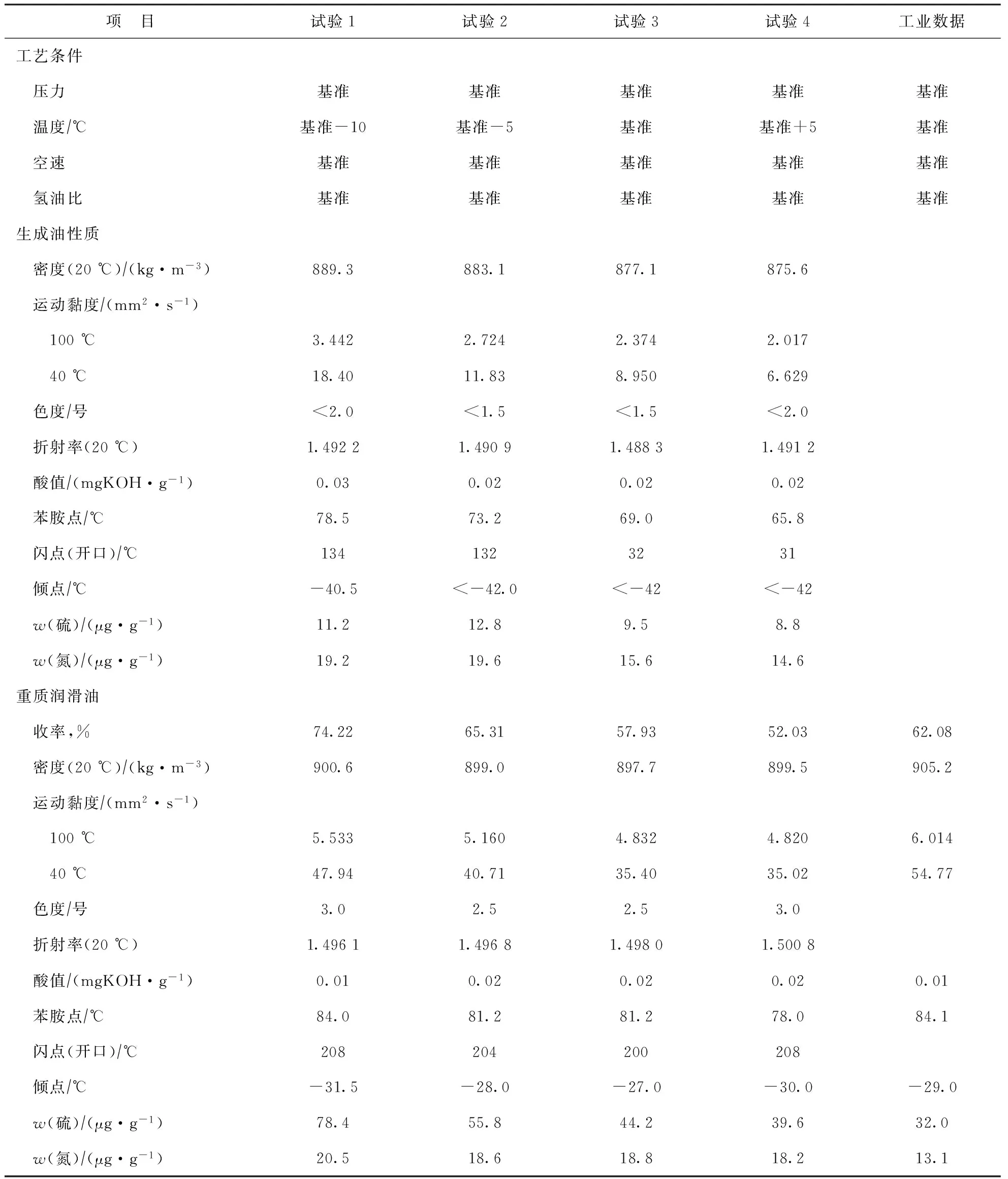
表3 稠油减二线油中压加氢处理工艺条件及结果
通过以上稠油减二线油、减二线脱酸油中压加氢对比试验可以看出,以再生剂替换目前工业中压加氢处理催化剂的方案可行。
3.2 加氢脱酸工艺条件考察
3.2.1 稠油减二线油加氢脱酸 表5为稠油减二线油加氢脱酸质量控制指标,表6为稠油减二线油加氢脱酸工艺条件考察结果。由表6可见:随反应温度的升高,油品质量改善幅度较大,色度、酸值、硫含量、氮含量呈下降趋势;在试验12条件下,生成油色度为8号,酸值为1.62 mgKOHg,闪点为195 ℃,为加氢处理和高压加氢段备料时,可以在此工艺条件下操作;在试验13条件下,生成油色度为7号,酸值为0.42 mgKOHg,闪点为195 ℃,生产全损耗组分时可以在此工艺条件下操作。
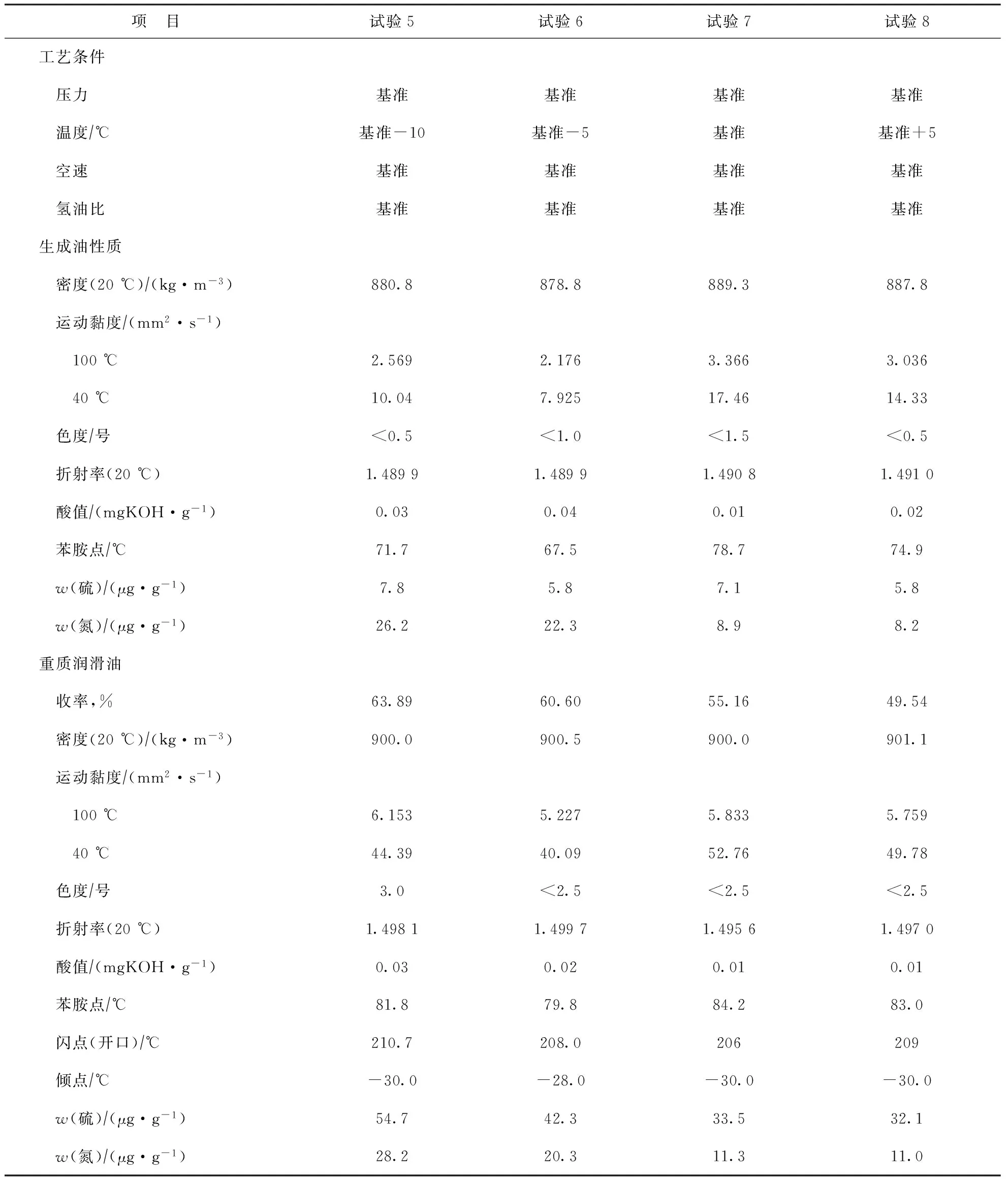
表4 稠油减二线脱酸油中压加氢处理工艺条件及结果

表5 稠油减二线加氢脱酸油质量控制指标
1) 采用加氢工艺制备的高黏度矿物基础油,包括机械油、车轴油、三通阀油3种类型。

表6 稠油减二线油加氢脱酸工艺条件考察结果
3.2.2 稠油减三线油加氢脱酸 表7为稠油减三线油加氢脱酸质量控制指标,表8为稠油减三线油加氢脱酸工艺条件考察结果。由表7和表8可见:随反应温度的升高,减三线脱酸油性质变化规律与减二线脱酸油一致,色度、酸值、硫氮含量呈线性下降趋势;在试验17条件下,生成油色度为10号,酸值为0.83 mgKOHg,闪点为219 ℃,生产高压加氢备料时,可采用此工艺条件;在试验18条件下,生成油色度为8号,酸值为0.53 mgKOHg、闪点为206 ℃,生产全损耗组分时可采用此工艺条件。

表7 稠油减三线油加氢脱酸质量控制指标
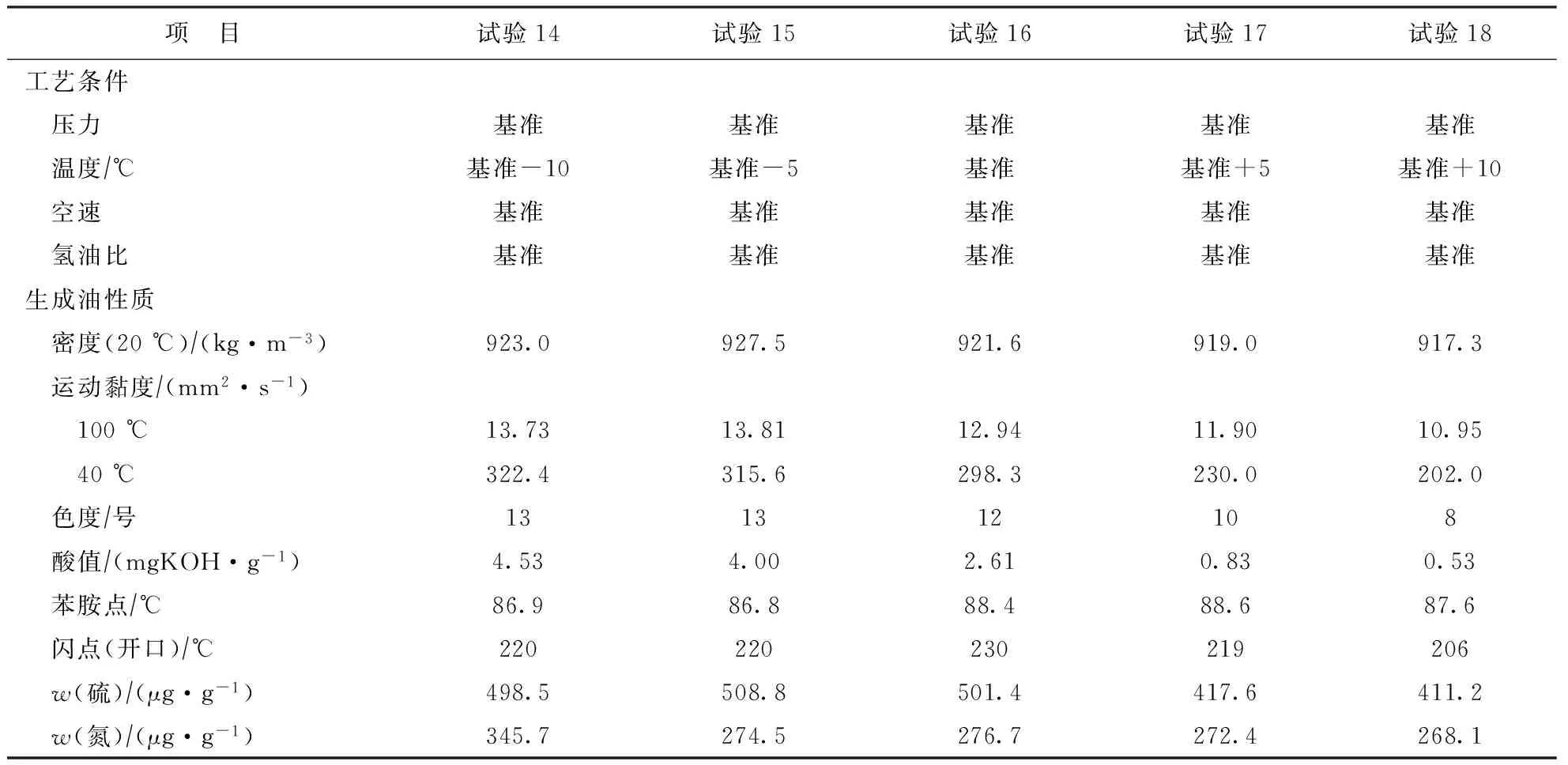
表8 稠油减三线油加氢脱酸工艺条件考察结果
3.2.3 轻脱沥青油加氢脱酸 表9为轻脱沥青油加氢脱酸质量控制指标,表10为轻脱沥青油加氢脱酸工艺条件考察结果。由表10可见,轻脱沥青油在缓和加氢条件下,可以将酸值降至较低的水平。在试验19工艺条件下,生成油酸值为0.80 mgKOHg,闪点为281 ℃,可以满足加氢脱酸装置对油品控制指标的要求。

表9 轻脱沥青油加氢脱酸质量控制指标

表10 轻脱沥青油加氢脱酸工艺条件考察结果
通过以上分析可知,用高压加氢再生剂替代现有的加氢脱酸催化剂在技术上完全可行。不同侧线在较缓和的操作条件下均可满足装置对油品的控制指标要求。
4 结 论
(1) 用高压加氢装置处理段再生催化剂替代中压加氢处理催化剂,在技术上可行。建议中压加氢处理装置更换高压加氢装置处理段再生剂,采用减二线脱酸油进料,可降低反应温度,提高目的产品的收率和质量,同时延长催化剂的使用寿命。
(2) 用高压加氢装置处理段再生催化剂替代加氢脱酸催化剂,在较缓和的工艺条件下,产品质量可以满足加氢脱酸装置对油品的各项工业控制指标要求。
[1] 刘健,邱兆富,杨骥,等.我国石油化工废催化剂的综合利用[J].中国资源综合利用,2015,33(6):38-42
[2] 刘腾,邱兆富,杨骥,等.我国废炼油催化剂的产生量、危害及处理方法[J].化工环保,2015,35(2):159-164
[3] 刘勇军,刘晨光.炼厂加氢废催化剂的综合利用[J].化工进展,2010,29(6):1066-1070
[4] 梁海宁,刘欣梅,昌兴文,等.炼油废催化剂的处理和利用[J].炼油技术与工程,2010,40(1):1-5
REUSE OF REGENERATED HIGH-PRESSURE HYDROTREATING CATALYSTS FOR LUBRICATING OIL PRODUCTION
Xiong Chunzhu, Huang Xinping, He Ping, Wang Xuemei
(PetrochinaKaramayPetrochemicalCo.Ltd.,Karamay,Xinjiang834000)
The hydrotreating catalyst used in lubricating oil production under high pressure was regenerated for its lower activity. The activity of the regenerated catalyst is found lower than that of the fresh one. The medium-pressure hydrotreating and hydrodeacidification performance of the regenerated catalyst were evaluated in the laboratory. The results show that the regenerated catalyst can achieve the product specifications of medium-pressure hydrotreating and hydrodeacidification processes. This recycling program improves the utilization of the regenerated catalyst and makes a better benefit for the refinery.
lube base oil; high-pressure hydrotreating; catalyst; regeneration; hydrodeacidification
2015-12-25; 修改稿收到日期: 2016-04-25。
熊春珠,硕士,教授级高级工程师,主要从事加氢技术的研究与开发工作。
黄新平,E-mail:hxpksh@petrochina.com.cn。
