某项目海底管线环焊缝的质量控制
2016-04-11常永刚王长安杨专钊吴金辉于刚
*常永刚王长安杨专钊吴金辉于刚
(1.北京隆盛泰科石油管科技有限公司 北京 100101 2.中国石油集团石油管工程技术研究院 陕西 710077 3.内蒙古包钢钢联股份有限公司钢管公司 内蒙古 014010)
某项目海底管线环焊缝的质量控制
*常永刚1,2王长安1,2杨专钊1,2吴金辉1,2于刚3
(1.北京隆盛泰科石油管科技有限公司 北京 100101 2.中国石油集团石油管工程技术研究院 陕西 710077 3.内蒙古包钢钢联股份有限公司钢管公司 内蒙古 014010)
海底管道建设方兴未来,海底管道施工存在着很多自身特点。相比于陆地管道,投资大、铺设难度大,受很多外界因素的影响。这给环焊缝质量的控制也带来了很多阻力。本文通过某项目海底管道建设,介绍了海底管道环焊缝质量的控制。
海底管道;环焊缝;射线检验
随着全球范围内的能源紧缺,2004年开始,我国海洋油气资源开发进入大规模开发阶段。预计石油储量为275.3亿吨,天然气储量为10.6万亿立方米。目前原油的发现率仅为18.5%,天然气发现率仅为9.2%,极具开发潜力。开发海洋油气资源已成为国家重大能源战略举措。
随着海洋油气资源的大规模开发,作为海洋油气资源重要输送工具的海底长输管道建设也迎来了高峰。质量是建设海管的重中之重。为了确保质量我们就得从施工过程中每一个细节抓起。本文就以某项目海底管道建设为例,重点阐述在海管建设中如何控制环焊缝的质量。
1.海管铺设的流程
(1)铺管船的作业线介绍
该项目海底管道的施工单位为韩国现代重工公司,韩国现代重工海上施工经验丰富,曾参与过多处海洋工程的施工,铺管船装备先进,工作效率较高。此次参与该项目的铺管船均为大型专业船只。铺管船的作业线如图1所示。
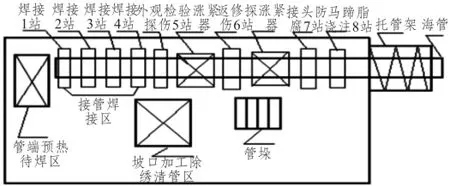
图1 铺管船作业线示意图
(2)海管铺设各环节质量控制要点
由于管道铺设的所有的工作都要在面积有限的甲板上进行,要顺利开展工作,工作线上的各个环节就必须保证流畅、环环紧扣。铺管作业线环节的质量控制要点包括:首先配重钢管管端严禁接触铜、金等低熔点金属;其次是检验管子的水泥配重层是否滑脱、断裂等,以及配重管的长度、直度、椭圆度等外观参数;第三是管端坡口加工、预热、组对时应该注意坡口角度、钝边厚度等参数,以及注意预热温度的控制、错边量、对口间隙的控制;第四是焊接时要注意焊丝的角度、焊接速度、焊接电流、电压的控制,同时注意保护气体的供给;第五是焊缝表面的打磨、外观检验、射线探伤,这个环节应该注意射线曝光参数的控制以及射线的防护工作;第六是防腐、浇注马蹄脂、下水。这个环节应该注意,在缠绕热缩带之前环焊缝表面的飞溅等杂物应该清理干净,以及浇注马蹄脂时必须尽量充分。
2.钢管的焊接
(1)海管施工过程的受力特点
海上施工受到环境的约束很大,风、浪、涌无时无刻都在干扰施工,钢管在海水中受力是非常错综复杂的,海管在铺设时受到的力有:自重而产生的应力、涌浪冲击而引起的应力、涨紧器产生的张力而产生的纵向应力、管道外部的静水压力、以及海床的起伏引起的管道在垂直方向和水平方向弯曲而产生的应力。
(2)焊接工艺的选择
海底管线的复杂受力情况要求,钢管从施焊到入水的周期要尽可能的短,这样才有利于管道的安全,而作为管线质量的薄弱点的环焊缝,其质量本身应该稳定,少出现缺陷,少出现返修。这样也就有效的缩短了管线在水中漂浮的时间。焊接质量很大程度上取决于焊接工艺,因此焊接工艺的选择就尤为重要。由于传统的手工焊方法,生产效率低、难以保证环焊缝质量,不能适应海上施工特殊环境的需要。故此该项目管线铺设工程采用U型坡口、多层双丝熔化极气体保护电弧焊的焊接工艺。保护气体采用:CO2和Ar2的混合气体。此焊接方式相比于手工焊的优点有:有更高的生产率;增加焊接覆盖面;能改善焊后环焊缝的强度、韧性;减少焊接缺陷及人为误差;降低焊工体力劳动强度;焊接技术易于掌握;对大管径,厚壁管减少劳动量和设备;易于适应质量控制和质量保证的要求。
(3)管端坡口的选择
选择合适的坡口形式不仅可以节省焊材,同时可以有效减少缺陷发生的几率。针对本工程所采用的自动焊的特点,该工程所采用的各层焊道设计如图2所示:共分为四道焊接,第一道焊接为根焊、第二道为焊接填充焊道1、第三道为焊接填充焊道2、第四道为盖面焊。
这种焊接工艺的优异,可以通过施工反映出来。表1是对该工程28〞部分海底管线不合格焊缝的统计。相比于同等管径的陆地管线,其焊口一次合格率大大提高。

图2 管端坡口及各层焊道的设计

表1 28〞部分海底管线不合格焊缝的统计
3.环焊缝的无损探伤
利用海底管道输送油气,虽然一次性投资很大,但铺设后,由于海底管道本身不受天气的影响,从而可以使其经济效益显现出来。而要确保这种输送工具的安全可靠,我们在安装的时候就要确保其质量。这种保证来自于无损探伤对环焊缝质量的评定。
(1)环焊缝的无损探伤方法
从世界范围内看,就已建成的海底管道看,对环焊缝质量的检测主要采用射线检验这种方式,由于它检测速度快,检测结果直观、可靠,并且有底片这种记录介质,利于资料的保存。因此本工程采用了:100%RT+100%UT(6点位置存在钢丝绳处)的检验方法。
(2)环焊缝射线检验的要求
对海管环焊缝射线检验要求有:
①海上施工费用高,受气候影响大,要求争分夺秒的加快施工速度,以便缩短工期,降低成本。整个铺管工作为一流水作业线,射线检验是其中一个重要环节,要求检验时间越短越好,不能因为检验而影响施工进度。焊接完毕的焊缝到达第5站时,尽管焊缝还很热,但是在垫了隔热层之后,立即拍片。拍片动作要快,冲片时间要短,对焊缝的质量评定要迅速准确。②射线检验应在外观检验合格后进行。采用的射线拍片工艺是X射线爬行器360°周向曝光法。③所有环焊缝均需进行100%射线检验。不合格的最多经两次返修,返修部位检验合格后方可走管,否则必须重新焊接。④为了保证射线检验的质量,必须事先编制检验程序。对检验所用的设备材料工艺射线底片黑度范围灵敏度以及验收标准操作人员资质等做出要求。国内海管建设方面目前基本使用的标准为DNV和API相关标准。⑤射线检验安全防护措施:射线拍片现场必须具备铅房,射线检验人员工作时佩带射线监测仪表,同时编制安全操作制度。
(3)对环焊缝主要缺陷的分析
如图3所示,为了控制管线的质量,作者对该工程28〞部分海底管线不合格焊缝进行了统计,并且对结果进行了分析。环焊缝的一次合格率达到98%以上,比同类管线合格率约高出10个百分点。并且缺陷的种类也相对单一,如图3所示,在所有103道不合格环焊缝中,未焊透共有84道,占所有缺陷的81.6%。
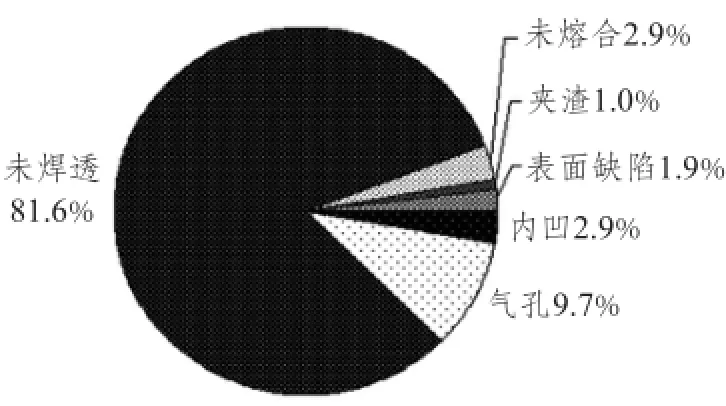
图3 各种缺陷所占比例
①未焊透影像表面特征:焊缝中心部分呈规则性的边缘整齐的直线,成连续的或间断的黑色条纹,产生原因是焊缝坡口钝边的根部未完全熔化。②未焊透的类型及形状:分为双面未焊透与单面未焊透两种。本工程由于焊接工艺原因,未焊透缺陷产生的部位为焊缝根部。③未焊透的危害:它是一种比较危险的缺陷,其危害性取决于缺陷的形状、深度、长度。它不仅降低了焊缝接头的机械性能,而且在未焊透外的缺口和端部形成应力集中点,承载后往往会引起裂纹,是一种危险性缺陷,在受压焊缝中,一般是不允许存在的。④未焊透产生的原因:针对本工程的焊接工艺特点以及坡口的设计形式,未焊透缺陷的原因主要是对口间隙过小和焊接速度过快等原因共同作用产生的。⑤未焊透的防止措施:严格执行坡口的加工工艺,注意控制对口间隙以及焊机的焊接速度和其他相关参数。
4.结束语
本文通过对某工程海管铺设的质量控制点进行了简单介绍,并对海上施工的特殊工艺进行阐述进一步对环焊缝缺陷产生的原因加以分析,并在工作过程中反馈给相关岗位,加以改进,最终将环焊缝的一次合格率提高到了98.4%。这个为工程的顺利完工打下了坚实的基础,目前该条管线已经投入使用,运行状态良好。通过写出作者本人现场的实际经历及总结,希望能对以后的海管建设项目提供些许参考。
[1]中国机械工业学会无损检测分会.射线检测,机械工业出版社,2004.2.
[2]王宝昌.海底输气管道强度设计.石油规划设计,1997.4.
[3]王鸿捷.管道环焊缝的自动焊系统.天然气与石油,1994.4.
[4]段绍林.铺管作业中海底管道焊缝的射线检验.中国海上油气(工程),1994.4.
常永刚(1979~),男,中国石油集团石油管工程技术研究院,研究方向:油气输送管道及石油装备无损检测、质量控制。
(责任编辑高镇峰)
The quality control methods of girth-weld of ChunXiao submarine pipelines project
Chang Yonggang1,2, Wang Chang’an1,2, Yang Zhuanzhao1,2, Wu jinhui1,2, Yu gang3
(1.Beijing Longshine Oil Tubular Technology Co. Ltd, Beijing, 100101 2.CNPC Tubular Goods Research Institute, Shanxi, 710077 3. Baosteel Seamless Tube Mill, Neimenggu, 014010)
The construction of submarine pipelines is in the ascendant, it has many different aspects compared to pipelines on land. Such as: more investment、more difficult to construct、more easier affected by environment and weather. All this make the quality control methods of girthweld more difficult. This paper introduced the quality control methods of girth-weld of via the project。
submarine pipelines;girth-weld;X-ray inspection
T
A
