基于机器视觉的快速动态检测研究与应用
2016-04-11郝平
郝 平
(陕西工业职业技术学院 信息工程学院,陕西 咸阳 712000)
基于机器视觉的快速动态检测研究与应用
郝平
(陕西工业职业技术学院 信息工程学院,陕西 咸阳712000)
摘要:为了提高生产效率,实际生产线中需要对运动中的产品进行拍照和检测,但由于硬件或软件集成的原因,造成图像存在拖影,最终导致不能实现动态检测;本系统基于硬件集成与软件优化,实现一个整体解决方案;首先有机集成PLC高低平触发信号、光源控制器、光源、相机,完成基于硬件的外触发式图像采集;然后对相机SDK进行二次开发,做出支持外触发式取像的软件;最后基于C++对找圆算法进行图像处理优化,处理速度在100 ms以下;经过实验验证,与停顿式检测相比,本系统在保证精度的前提下,在速度上有明显优势,可应用于工程实践。
关键词:动态检测;PLC;相机SDK;找圆算法;图像处理
Citation format:HAO Ping.Research and Application of Fast Dynamic Detection Based on Machine Vision[J].Journal of Ordnance Equipment Engineering,2016(2):131-134.
随着人力成本、材料成本的提高,以往劳动密集型制造生产模式的路已经越走越窄,急需高科技技术的嵌入,从而完成制造业的升级和转型。在制造业可以应用的高科技技术有移动互联网、物联网、车联网、大数据、云计算、机器视觉等。其中机器视觉技术对提高生产效率、降低生产成本起到很大的作用。在制造业领域中可以使用机器视觉代替人眼对产品进行质量检测,也可以引导机器硬件运动[1-4]。
在这样的背景下,已经有企业将机器视觉技术用于生产线产品检测[5-6];但是由于相机取像需要曝光时间,如传送带这样的机构移动时拍照采集的图像存在拖影,从而影响后续图像处理和品质检测,这是很多流水生产线普遍存在的问题[7-9]。现在大多数企业的解决方法是,当传送带移动到一定位置,机构停顿1~2 s供相机取像,这样就可以采集到清新的图像,等相机完成取像工作后,机构再继续运动,但是为此付出的代价是延长了工作时间,降低了生产效率。
为了解决这个问题,本研究对相机、光源、光源控制器、PLC高低电平触发进行研究并实验整合,构建起硬件系统平台,完成硬件取像。再研究相机SDK,做出支持硬件触发取像的软件,最后再对找圆算法进行优化,缩短算法处理时间。最终构建起一套动态快速检测系统。
本文分硬件和软件两步走,软件又分SDK开发和算法优化两步走。硬件采用全局快门CMOC相机,相较于普通的逐行扫描的CCD相机,在帧率和采集速度上都有明显优势。由于在运动中拍照,相机曝光时间必须小于机构运动速度,即曝光时间小于每像素移动所需时间,否则将引起图像拖影。采集图像的亮度由三方面决定:镜头光圈进光量、相机曝光值、外光源。在相机曝光时间很低的情况下,本系统采用外光源补偿弥补。通过PLC位置信号引出高低电平信号触发光源和相机。软件方面先对相机SDK函数手册进行研究,通过底层API编程修改相机属性,驱动相机,完成外触发模式的图像采集。对于基于OpenCV和C++ 的找圆算法,进行函数研究,优化后,提高函数处理速度,为动态快速检测提供软件算法保障。
最后实验证明本文机制实现了预期功能,精度不低于传统机制,效率远远高于传统机制。传统机制是机构运动到相机下停顿数秒,待相机完成采集后再继续运动。
1机器视觉系统硬件解决方案
对传送带上材料进行检查的传统方法是:传送带上材料运动到相机镜头下方时,传送带停止数秒,供相机对材料进行稳定取像,待相机完成采集后,传送带再继续运动。这种方案的好处是保证了材料被相机采集到清晰的图像,但是缺点是大大增加了工作时间,严重影响生产效率。本系统从研究各种视觉硬件本身出发,提出了一种外触发的硬件解决方案。选用的相机是全局快门CMOS芯片的basler-aca1600-100 μm,支持每秒100帧的帧率,采用Kowa25MM的CCTV镜头,光源组由一个环形光和控制器组成[10-11]。PLC采用三菱GX系列,从中引出位置感应高低电频信号。
硬件结构如图1所示,原理是:当材料运动到光源下位置时,触发一个信号,以12 V高低电频的形式传送给相机和光源。相机被外接触发信号启动取像,同时光源也被触发,以一个很高的上升沿来补偿相机的低曝光值。由于相机对运动中的物体拍照,所以相机曝光时间必须小于物体一个像素移动的时间,经过反复实验,这个曝光时间定位1 ms。PC机与相机用网线相连,当相机被触发取像后,数据通过网线传送到PC端检测软件内存中,等待进一步图像处理,完成快速动态检测。

图1 本系统架构图
2基于SDK二次开发的外触发式取像
完成硬件触发式取像后,还需开发出支持硬件触发的软件,即相机收到硬件触发后,软件内存可以接收到相机采集的图像,供后期图像处理。首先需对相机SDK底层函数进行研究,用底层函数对相机属性进行配置,比如相机触发模式,即外触发或者软件触发;触发源选择模式,即软件触发源或硬件信号接口源。相机外触发方式设置,即上升沿或下降沿,相机触发延时设置等。本研究对相机SDK进行深入钻研后,用C++对API函数进行整合,完成支持硬件外触发的软件开发,即当相机收到外触发信号后,程序自动收取图像采集信息。
如图2所示,本系统采集到的图像清晰,无拖影,为后期准确图像识别检测奠定了基础。

图2 图像效果
检测算法部分关键代码:
Camera.AcquisitionMode.SetValue(AcquisitionMode_SingleFrame);
Camera.TriggerSelector.SetValue( TriggerSelector_AcquisitionStart);
Camera.TriggerMode.SetValue(TriggerMode_Off);
Camera.TriggerSelector.SetValue(TriggerSelector_FrameStart);
Camera.TriggerMode.SetValue( TriggerMode_On);
Camera.TriggerSource.SetValue(TriggerSource_Line1);
Camera.TriggerActivation.SetValue(TriggerActivation_RisingEdge);
Camera.ExposureMode.SetValue(ExposureMode_Timed);
Camera.ExposureTimeAbs.SetValue(1000);
Camera.AcquisitionStart.Execute()。
3基于C++的找圆算法优化
在完成硬件外触发和相机SDK开发后,本系统可以得到清晰稳定的图像,下面开始实际的目标检测。本系统主要对圆形目标进行识别、检测、定位。
Opencv内部提供了一个基于Hough变换理论的找圆算法,即HoughCircle函数,与一般的拟合圆算法比起来,各有优势[10]。HoughCircle对噪声点不怎么敏感,并且可以在同一个图中找出多个圆;反观拟合圆算法,单纯的拟合结果容易受噪声点的影响,且不支持一个输入中找多个圆。原始的Hough变换找圆,计算量很大,而且如果对查找圆的半径不加控制,不但运算量巨大,而且精度也不足,在输入噪声点不多的情况下,找圆效果远不如拟合找圆[10]。
OpenCV内的HoughCircles对基础的Hough变换找圆做了一定的优化来提高速度,它不再是在参数空间画出一个完整的圆来进行投票,而只是计算轮廓点处的梯度向量,然后根据搜索半径R在该梯度方向距离轮廓点距离R的两边各投一点,最后根据投票结果图确定圆心位置[11]。
由于该技术是基于轮廓梯度实现圆心识别,其精度不佳,导致其定位的圆容易出现偏差,见图3。故本文对半径进行严格控制,提高了检测精度,大大降低了处理时间,如图4所示。
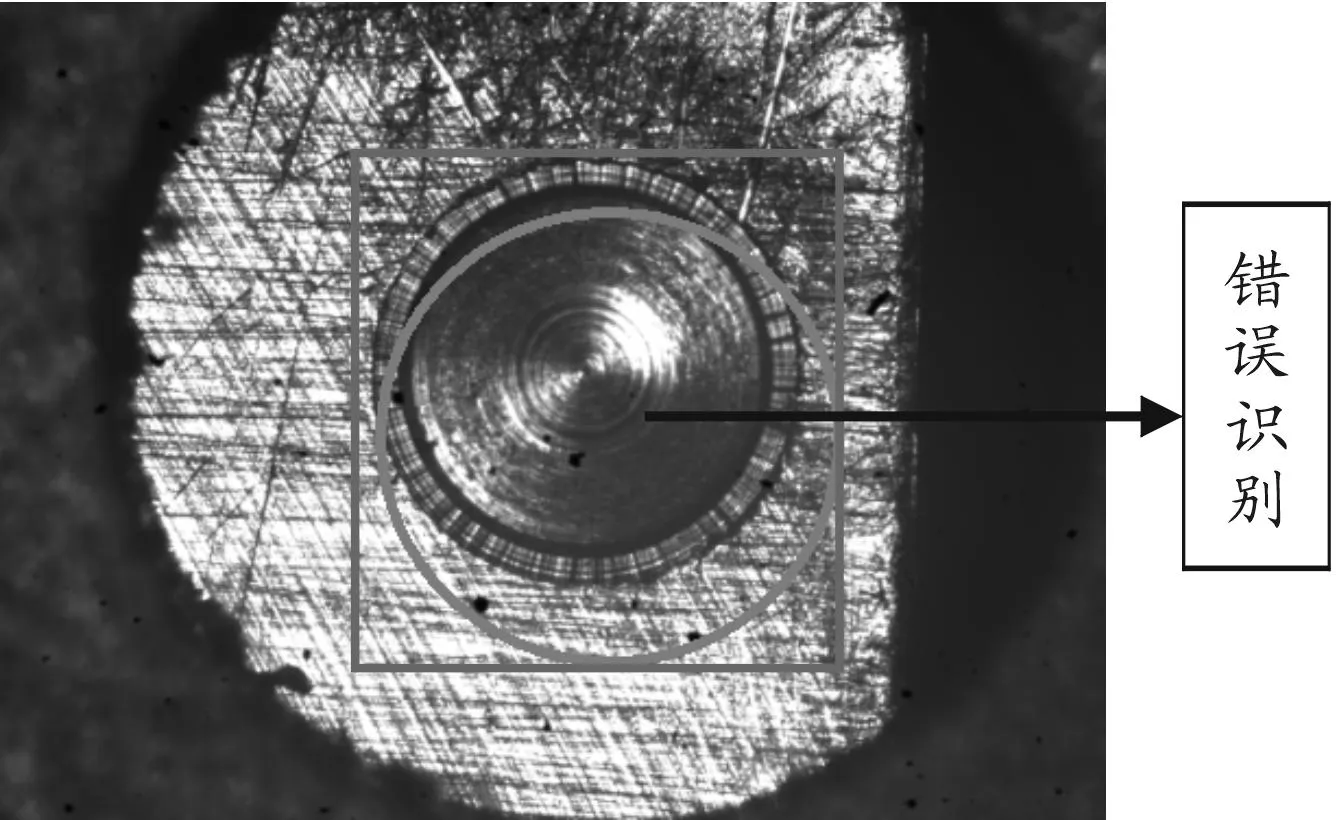
图3 优化前识别效果

图4 优化后识别效果
4实验与讨论
传统机制采用停顿时采集图像检测后,机构继续运动。本文机制采用机构始终运动,运动某一位置时发出触发信号使相机取像检测,整个过程机构一直在运动,即完成快速动态检测。本文将两种机制都进行实现,并做实验对比,即对同样的1 000个材料做检测,比较检测精度和时间。
本机制的硬件外触发相机取像,无需机构停顿,大大节省了生产时间。而传统机制中每一枚材料都需要停顿,且停顿前后都加速减速,大大延长了作业时间,如表1所示。
表1测试数据

名称所用时间/s正确率/%漏检率/%传统机制4620946本文机制9791000
本系统动态快速取像,图像清晰自然,不影响图像处理。图像处理采用优化后的找圆算法,不仅降低了检测时间,关键是提高了检测精度,如图5、图6所示。图5是传统未优化前检测效果,存在错误检测和漏检。同样一幅图像,用本文优化后的找圆算法,可以准确检测出目标,如图6所示。
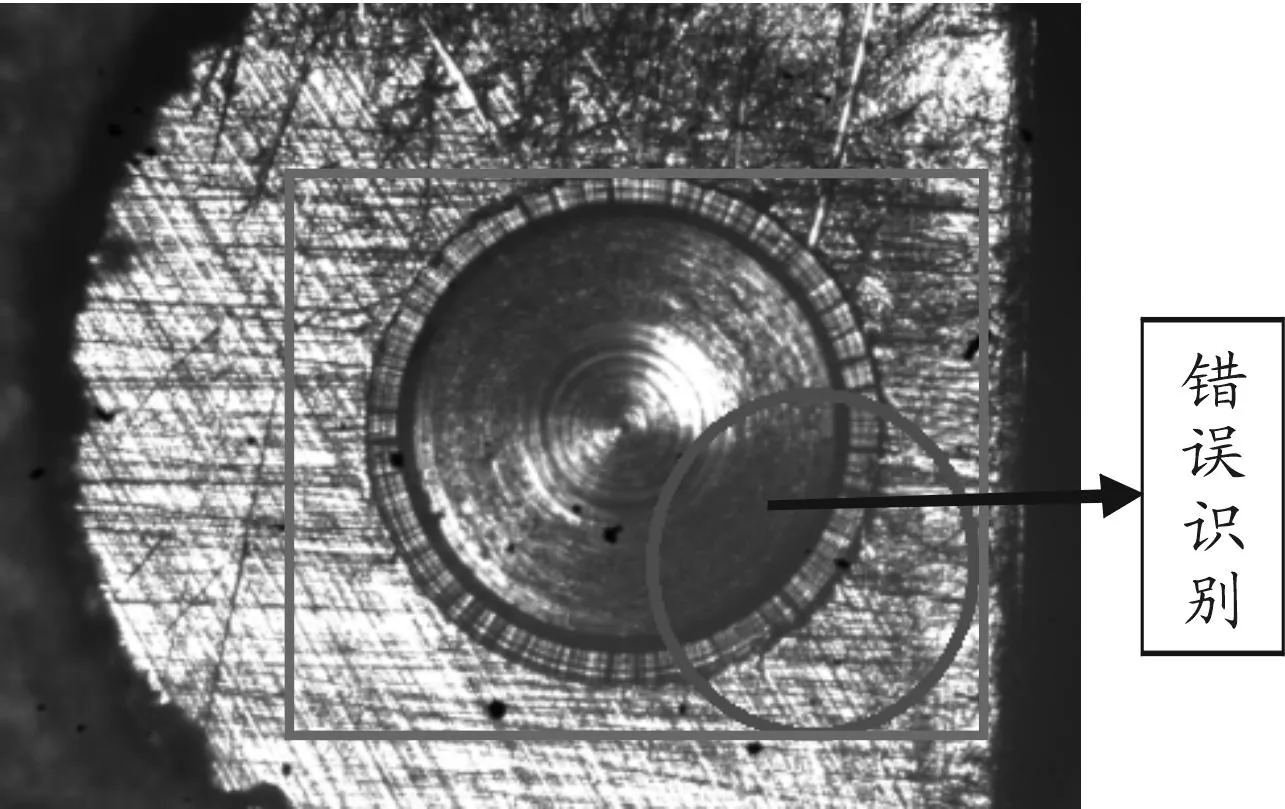
图5 传统机制识别效果图

图6 本文识别机制效果图
5结论
为了实现这样的效果:在低相机曝光值下,对运动物体清晰取像同时完成检测,本文首先对相机、光源、PLC触发信号进行有机耦合,组成一个硬件取像平台。然后打通相机SDK硬触发取像模式,开始设计软件,最后对找圆算法进行优化,提高精度和速度。实验结果表明:与传统机制相比,本文所提出的机制具有更好的识别精度和更高的效率,可以用于快速动态检测的工程环境。
参考文献:
[1]唐崇伟.基于图像处理的地铁接触轨几何参数动态检测系统[J].西铁科技,2012,37(2):107-110.
[2]孙政荣.基于数字图像处理技术实现陶瓷片在线动态检测的方法研究[J].传感技术学报,2013,18(11):383-387.
[3]冯玉.视觉检测系统在烟草包装机中的应用[J].包装工程,2015,36(4):181-185.
[4]周应斌.基于机器视觉的铣刀钝化动态检测[J].制造业自动化,2013,21(7):196-199.
[5]韦玉科.基于计算机视觉的焊点缺陷检测系统的设计[J].海军工程大学学报,2015,33(10):86-90.
[6]李鹤喜.一种基于空-频域联合相关运算的目标图像快速检测方法[J].数字技术与应用,2011,23(2):371-376.
[7]NOORI H,SARYAZDI S.A bilateral image inpainting [J].IJST Trans Electr Eng,2011,25(E2):95-108.
[8]KUANG Y,ZHANG L,YI Z.An Adaptive Rank-sparsity K-SVD Algorithm for Image Sequence Denoising [J].Pattern Recognition Letters,2014,33(17):1021-1032.
[9]吴忠云,机器视觉检测技术在烟箱缺条检测方面的运用[J].制造业自动化,2014,8(15):42-47.
[10]HANSARD M,HORAUD R,AMAT M.Automatic detection of calibration grids in time-of-flight images[J].Computer Vision and Image Understanding,2014,121(4):108-118.
[11]WILSON A.Applying algorithms for machine vision[J].Vision Systems Design,2013,18(6):26-28.
(责任编辑杨继森)
Research and Application of Fast Dynamic Detection Based on Machine Vision
HAO Ping
(College of Information Engineering, Shaanxi Polytechnic Institute, Xianyang 712000, China)
Abstract:Manufacturing demand visual inspection widely exists, and there exist two problems: the light environment of instability will affect the image processing algorithm accuracy and interactive hardware organization and visual software is often difficult, thus affects the visual detection function implantation. Therefore, implemented in software and hardware integration, this paper presented a vision based detection system of intelligent feedback coupling PLC. In the aspect of image processing algorithm, we first had the organic integration of PLC and flat, light controller, light source, camera trigger signal to complete external trigger type image acquisition based on hardware; and then we had the secondary development of the camera SDK to make sampling image software supporting external trigger; Finally based on C++, we had the image processing optimizing of finding circle algorithm and the processing speed was below 100 ms after the optimizing. The results show that: compared with the traditional image processing method, the mechanism has the advantages of high precision and can be used in the engineering, and at the same time to realize the interaction of hardware and software.
Key words:dynamic feedback; PLC;camera SDK; finding circle algorithm; image processing
文章编号:1006-0707(2016)02-0131-04
中图分类号:TP391
文献标识码:A
doi:10.11809/scbgxb2016.02.032
作者简介:郝平(1981—), 男,硕士,讲师,主要从事图像处理、计算机网络研究。
基金项目陕西省教育厅专项基金项目(11JK1030)
收稿日期:2015-07-06;修回日期:2015-08-16
本文引用格式:郝平.基于机器视觉的快速动态检测研究与应用[J].兵器装备工程学报,2016(2):131-134.
【信息科学与控制工程】
